Anda mungkin juga menyukai
- En 10168 Inspection InformationDokumen12 halamanEn 10168 Inspection InformationStefano Squadrani100% (2)
- MES Study Facilitation ServicesDokumen1 halamanMES Study Facilitation ServicesAJAY1381Belum ada peringkat
- MES Study Facilitation ServicesDokumen1 halamanMES Study Facilitation ServicesAJAY1381Belum ada peringkat
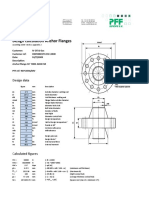
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Dokumen4 halamanDesign Calculation Anchor Flange ASME VIII Div 1 App 2ibson045001256Belum ada peringkat
- Nozzle StressDokumen25 halamanNozzle StressvamsiBelum ada peringkat
- Trim Material Valve PlugDokumen4 halamanTrim Material Valve PlugalexmontellBelum ada peringkat
- Modeling Results Tutorial 2Dokumen96 halamanModeling Results Tutorial 2ibson045001256Belum ada peringkat
- BoltsDokumen4 halamanBoltsibson045001256Belum ada peringkat
- Hdpe Pipes VendorDokumen2 halamanHdpe Pipes VendorManjunath VenkateshBelum ada peringkat
- BoltsDokumen4 halamanBoltsibson045001256Belum ada peringkat
- API 570 Pipiing InspectorDokumen5 halamanAPI 570 Pipiing InspectorMadidj_2014Belum ada peringkat
- API 580 May02 PDFDokumen60 halamanAPI 580 May02 PDFibson045001256Belum ada peringkat
- RTJ Catalogue Rev1 PDFDokumen9 halamanRTJ Catalogue Rev1 PDFRanjan KumarBelum ada peringkat
- Tutorial On Flange Qualification Using CAEPIPE: GeneralDokumen20 halamanTutorial On Flange Qualification Using CAEPIPE: Generalibson045001256Belum ada peringkat
- Loads On FlangesDokumen16 halamanLoads On Flangesccoollest100% (3)
- F 1852 - 04 Hot Dip Zinc Not PermittedDokumen1 halamanF 1852 - 04 Hot Dip Zinc Not Permittedibson045001256Belum ada peringkat
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDokumen8 halamanF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Belum ada peringkat
- Api 580Dokumen60 halamanApi 580ibson045001256Belum ada peringkat
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherDokumen8 halamanF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Belum ada peringkat
- CSP08 Surplus Material Returning Procedure PDFDokumen10 halamanCSP08 Surplus Material Returning Procedure PDFibson045001256Belum ada peringkat
- CSP14 Welding Control ProcedureDokumen14 halamanCSP14 Welding Control Procedureibson045001256100% (2)
- CSP15 Welding Qualification Test ProcedureDokumen15 halamanCSP15 Welding Qualification Test Procedureibson045001256Belum ada peringkat
- CSP08 Surplus Material Returning Procedure PDFDokumen10 halamanCSP08 Surplus Material Returning Procedure PDFibson045001256Belum ada peringkat
- CSP02 Progress Measurement FormatDokumen34 halamanCSP02 Progress Measurement Formatibson045001256100% (1)
- Tanques de Almacenamiento PRMDDokumen62 halamanTanques de Almacenamiento PRMDPedro Reynaldo Marin DominguezBelum ada peringkat
- B31J EssentialsDokumen4 halamanB31J EssentialssajadranjbaranBelum ada peringkat
- CSP10 Test Panel - Coating System Qualification ProcedureDokumen21 halamanCSP10 Test Panel - Coating System Qualification Procedureibson045001256Belum ada peringkat
- Exchanger PDFDokumen2 halamanExchanger PDFmujahidali500Belum ada peringkat
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Dokumen11 halamanWelding Inspection: BS 499 Part 2 Course Reference WIS 5ibson045001256Belum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5782)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Dash SizingDokumen2 halamanDash SizingPraveen KumarBelum ada peringkat
- 3D Printer A8 assembly parts list and diagram guideDokumen6 halaman3D Printer A8 assembly parts list and diagram guidecaj411Belum ada peringkat
- Power Screws: ME 147P Machine Design IDokumen23 halamanPower Screws: ME 147P Machine Design IJohn Karl De BelenBelum ada peringkat
- Horizon PM20 PartsDokumen17 halamanHorizon PM20 Partsmohannad64Belum ada peringkat
- Parafusos InglesDokumen58 halamanParafusos InglesheitormartBelum ada peringkat
- Acme Thread DimensionsDokumen74 halamanAcme Thread DimensionsJorge Forero50% (4)
- Montaje de MufferDokumen1 halamanMontaje de MufferLuis NugraBelum ada peringkat
- Catalogo Ricambi Liste de Pieces Parts Manual ErsatzteillisteDokumen156 halamanCatalogo Ricambi Liste de Pieces Parts Manual ErsatzteillistealexBelum ada peringkat
- Iso 4759Dokumen63 halamanIso 4759NatashaAggarwal50% (2)
- Ford We 910 - 2001Dokumen6 halamanFord We 910 - 2001Jason-chungBelum ada peringkat
- Fasteners: Wurth Industry of Canada LTDDokumen32 halamanFasteners: Wurth Industry of Canada LTDDejan KostadinovicBelum ada peringkat
- RYCO Thread ID Booklet PDFDokumen80 halamanRYCO Thread ID Booklet PDFWesBelum ada peringkat
- Errata ASME B18.29.1-1993: 1995 345 East 47th Street, 10017Dokumen39 halamanErrata ASME B18.29.1-1993: 1995 345 East 47th Street, 10017MaxJahnkeBelum ada peringkat
- 44Q037661-PT. Surya Kusuma Perkasa PDFDokumen5 halaman44Q037661-PT. Surya Kusuma Perkasa PDFRachmatSanusiBelum ada peringkat
- Machinery Canada - DC Swiss Taps NPTDokumen2 halamanMachinery Canada - DC Swiss Taps NPTmachineCanBelum ada peringkat
- NPD Gantt sheet tracks new part timelineDokumen2 halamanNPD Gantt sheet tracks new part timelineHariprasanth ChandranBelum ada peringkat
- VARGUS Main-Links 130111 PDFDokumen332 halamanVARGUS Main-Links 130111 PDFmikadoturkBelum ada peringkat
- Instruction Manual AND Parts List: MODEL: MH-916JA/1016JADokumen10 halamanInstruction Manual AND Parts List: MODEL: MH-916JA/1016JABrinkBelum ada peringkat
- Bolt Size Vs Torque ChartDokumen1 halamanBolt Size Vs Torque ChartDanhHo86% (7)
- S03 Drill FeedDokumen36 halamanS03 Drill FeedMantenimiento General CMHBelum ada peringkat
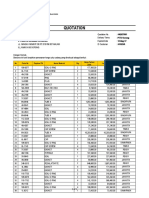
- Priced Commercial Offer: Eng. Amin N.Mohmmad CustomerDokumen4 halamanPriced Commercial Offer: Eng. Amin N.Mohmmad CustomerAhmad DagamsehBelum ada peringkat
- Juk Meb-3200Dokumen76 halamanJuk Meb-3200RHoskaBelum ada peringkat
- CR-10 BomDokumen12 halamanCR-10 BomMarc AlamoBelum ada peringkat
- O5MA19.5 Actualizado 18-02-2013Dokumen45 halamanO5MA19.5 Actualizado 18-02-2013Mauricio CasasBelum ada peringkat
- Air Side Lay (Preset Device) KMLR620502Dokumen2 halamanAir Side Lay (Preset Device) KMLR620502Ida Bagus Ngurah WijayaBelum ada peringkat
- @surfan - Design3d: Mesin - Fti - UsaktiDokumen2 halaman@surfan - Design3d: Mesin - Fti - UsaktiFawwazBelum ada peringkat
- COUPLINGS, ADAPTERS AND FITTINGS GUIDEDokumen1 halamanCOUPLINGS, ADAPTERS AND FITTINGS GUIDEMonica CarrenoBelum ada peringkat
- Drill Size For Form Tap PDFDokumen2 halamanDrill Size For Form Tap PDFGirish KulkarniBelum ada peringkat
- Certified: Detail A Sealing Arrangement ADokumen1 halamanCertified: Detail A Sealing Arrangement AIta BarreraBelum ada peringkat