Anda mungkin juga menyukai
- IluminatiDokumen32 halamanIluminatiIngrid Carolina Gomez Lobos100% (1)
- Los Secretos Del Golgota - Robert AmbelainDokumen221 halamanLos Secretos Del Golgota - Robert Ambelainnicolás_nephilim75% (4)
- David Heylen - Mentiras OficialesDokumen66 halamanDavid Heylen - Mentiras OficialesIl GatoBelum ada peringkat
- EL - ACABADO - TEXTIL Parte1Dokumen45 halamanEL - ACABADO - TEXTIL Parte1Flavio Layme100% (4)
- La Primera SalidaDokumen13 halamanLa Primera Salidarigbymapacheee100% (1)
- Traian Romanescu Traicion A OccidenteDokumen161 halamanTraian Romanescu Traicion A Occidentesolracoiram100% (3)
- Traian Romanescu Traicion A OccidenteDokumen161 halamanTraian Romanescu Traicion A Occidentesolracoiram100% (3)
- Platillos Voladores de HitlerDokumen190 halamanPlatillos Voladores de Hitlerpckiriginch100% (2)
- Tintorería y Acabados TextilesDokumen43 halamanTintorería y Acabados TextilesJimmy Usurin CanchariBelum ada peringkat
- CaravaggioDokumen91 halamanCaravaggioMagdalena RobinBelum ada peringkat
- Pretreatment AxtDokumen38 halamanPretreatment AxtCarlos Rodríguez Gandarillas100% (1)
- Intro Geroglificos MayasDokumen99 halamanIntro Geroglificos MayasRob100% (25)
- Los Secretos de La Reserva FederalDokumen539 halamanLos Secretos de La Reserva FederalAlicia Conti100% (1)
- G1 - El Ñuro - TerrenoDokumen31 halamanG1 - El Ñuro - TerrenoJeferson Aniceto Nuñez100% (1)
- Acabados Textiles Avanzados y Comunes - ResumenDokumen16 halamanAcabados Textiles Avanzados y Comunes - ResumenRym BNT starBelum ada peringkat
- Proceso de hilatura de algodón open endDokumen14 halamanProceso de hilatura de algodón open endKathelin IllanBelum ada peringkat
- Acabado en PrendasDokumen3 halamanAcabado en PrendasAlfred YanaBelum ada peringkat
- Schure Edouard - Jesus y Los EseniosDokumen124 halamanSchure Edouard - Jesus y Los EseniossilelizaBelum ada peringkat
- Teñido Textil PDFDokumen67 halamanTeñido Textil PDFCarlos Pérez JustoBelum ada peringkat
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Dari EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Belum ada peringkat
- Cuadros de ColorimetriaDokumen6 halamanCuadros de ColorimetriaEmi CaluchoBelum ada peringkat
- Manual de Laboratorio Textilde La UtpDokumen110 halamanManual de Laboratorio Textilde La UtpRosa María HerreraBelum ada peringkat
- Cómo seducir a una mujer en 3 fasesDokumen27 halamanCómo seducir a una mujer en 3 fasesAlejandroAzañeroReyna100% (3)
- PerchadoDokumen3 halamanPerchadojhojan povedaBelum ada peringkat
- Intro A Tejeduría de PuntoDokumen15 halamanIntro A Tejeduría de PuntoVALENTIN TELLOBelum ada peringkat
- 3.5. Telares de CaladaDokumen60 halaman3.5. Telares de CaladaNahuel100% (2)
- Gignebert CH - El Cristianismo AntiguoDokumen137 halamanGignebert CH - El Cristianismo AntiguoLenisBelum ada peringkat
- Flaubert, La Educación Sentimental I y IIDokumen264 halamanFlaubert, La Educación Sentimental I y IIAndrés Pérez SepúlvedaBelum ada peringkat
- Compilado LukacsDokumen259 halamanCompilado LukacsSol VictoryBelum ada peringkat
- FelpaDokumen6 halamanFelpaMarina Gómez100% (1)
- Tres Sombreros de Copa. Temas para Los AlumnosDokumen11 halamanTres Sombreros de Copa. Temas para Los Alumnosmeltdown.espBelum ada peringkat
- El Acabado TextilDokumen17 halamanEl Acabado TextilBrando FernándezBelum ada peringkat
- 1.1.1.libro Completo SpencerDokumen313 halaman1.1.1.libro Completo Spencerkhristiano1099Belum ada peringkat
- Acabados textiles: guía completaDokumen11 halamanAcabados textiles: guía completaEnrique JoelBelum ada peringkat
- El Prisma de Lira - Lyssa RoyalDokumen45 halamanEl Prisma de Lira - Lyssa Royalanon-92463689% (9)
- Acabado Textil PresentaciónDokumen27 halamanAcabado Textil Presentaciónleonard241531Belum ada peringkat
- La Industria Textil y Su Control de Calidad. VI. Ennoblecimiento Textil. Fidel Eduardo y Lockuán Lavado (2012)Dokumen86 halamanLa Industria Textil y Su Control de Calidad. VI. Ennoblecimiento Textil. Fidel Eduardo y Lockuán Lavado (2012)Claudia SD100% (1)
- Lewis Ralph - El Misterio de Los Numeros PDFDokumen11 halamanLewis Ralph - El Misterio de Los Numeros PDFVivianaCamusBelum ada peringkat
- Fibras textiles: clasificación, propiedades y tipos principalesDokumen30 halamanFibras textiles: clasificación, propiedades y tipos principalesEucyta VortBelum ada peringkat
- Procesos de HilaturaDokumen6 halamanProcesos de HilaturaANDY EDUARDO MONTERO ANDRADE100% (1)
- FilamentosDokumen7 halamanFilamentosJazz AlexiithaBelum ada peringkat
- Acabados textiles: Desengomado, descrude y blanqueo de algodónDokumen12 halamanAcabados textiles: Desengomado, descrude y blanqueo de algodónVivianaPiedraMontoyaBelum ada peringkat
- Proceso de Producción de TextilesDokumen16 halamanProceso de Producción de TextilesGermán SandersBelum ada peringkat
- El Acabado Textil Parte1Dokumen45 halamanEl Acabado Textil Parte1Luisa Chavarro Portillo0% (1)
- Los Hilos y La HilaturaDokumen15 halamanLos Hilos y La HilaturajjespinBelum ada peringkat
- Tipos de Tela y Usos PDFDokumen13 halamanTipos de Tela y Usos PDFKarina HeidenreichBelum ada peringkat
- 2015-02 Tema 12 Tejido Punto UrdimbreDokumen17 halaman2015-02 Tema 12 Tejido Punto UrdimbrekevinBelum ada peringkat
- Los principales acabados de las telasDokumen14 halamanLos principales acabados de las telasDanne RacedoBelum ada peringkat
- Yuyachkani: Estoy Pensando, Estoy RecordandoDokumen28 halamanYuyachkani: Estoy Pensando, Estoy RecordandoPaul Lavalle VidalBelum ada peringkat
- Proceso de Fabricación TextilDokumen5 halamanProceso de Fabricación TextilXavier Aléxandros CortesBelum ada peringkat
- UrdidoDokumen9 halamanUrdidojose luisBelum ada peringkat
- Cap 6 Tintura de Fibras Celulosicas Con Colorantes ReactivosDokumen153 halamanCap 6 Tintura de Fibras Celulosicas Con Colorantes ReactivosJose Luis Tapia Bedregal100% (5)
- Hilados y TextilesDokumen41 halamanHilados y TextilesMaribal Rincon Ramo100% (1)
- Procesos Textiles ResumidoDokumen12 halamanProcesos Textiles ResumidoEncarniVergaraBelum ada peringkat
- Acabados Físicos EstéticosDokumen1 halamanAcabados Físicos EstéticosLeonor Gutiérrez Taco100% (1)
- PL1 Identificacion de Tejidos Textiles Por Disolucion QuimicaDokumen8 halamanPL1 Identificacion de Tejidos Textiles Por Disolucion QuimicaAnonymous 9Tky93ktdO50% (2)
- Desarrllo Del Colorante Directo Del Algodon - G - 4b Hallasi AmeliaDokumen31 halamanDesarrllo Del Colorante Directo Del Algodon - G - 4b Hallasi AmeliaGaby F CL100% (1)
- Iit - Hilatura Parte II ADokumen51 halamanIit - Hilatura Parte II AKarla Cecilia Alor YupanquiBelum ada peringkat
- La TintoreríaDokumen60 halamanLa TintoreríajennyskiaBelum ada peringkat
- Aprestos textiles y sus beneficiosDokumen1 halamanAprestos textiles y sus beneficiosEstrella Villanueva100% (1)
- Silicato de SodioDokumen36 halamanSilicato de SodioAdrian Copa J100% (1)
- Historia de La TinturaDokumen4 halamanHistoria de La Tinturawilma gutierrezBelum ada peringkat
- Fibras químicas de celulosa: rayón, viscosa, cupro y acetatoDokumen14 halamanFibras químicas de celulosa: rayón, viscosa, cupro y acetatoLuis AquinoBelum ada peringkat
- Causas Del Amarillamiento en Los TejidosDokumen10 halamanCausas Del Amarillamiento en Los TejidosRomulo Victor Pardo PintoBelum ada peringkat
- 6 PunzonadorpeliculaDokumen46 halaman6 PunzonadorpeliculaJulio Cesar EMBelum ada peringkat
- Hilos JaspeadosDokumen3 halamanHilos JaspeadosLisandro Martín MuñozBelum ada peringkat
- Acabados Textiles Parte 11Dokumen12 halamanAcabados Textiles Parte 11Renzo Vicente GuizadoBelum ada peringkat
- Proceso de DescrudeDokumen1 halamanProceso de Descrudediana tellezBelum ada peringkat
- Tratamientos de Fibras Textiles ..TareaDokumen4 halamanTratamientos de Fibras Textiles ..TareaMirian Danidtza Fernandez cayoBelum ada peringkat
- MECERIZADODokumen6 halamanMECERIZADOKris FBelum ada peringkat
- Instituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaDokumen22 halamanInstituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaaymisilBelum ada peringkat
- Tratamientos TextilesDokumen71 halamanTratamientos TextilesItaty AndradeBelum ada peringkat
- Tejeduria Plana 04Dokumen9 halamanTejeduria Plana 04Violeta Ambrosio SalvadorBelum ada peringkat
- CALANDRADO Por FriccionDokumen12 halamanCALANDRADO Por FriccionBrandy Dallas ValentineBelum ada peringkat
- Identificacion de Fibras ManufacturadasDokumen11 halamanIdentificacion de Fibras ManufacturadasMiguel Makishi VelásquezBelum ada peringkat
- La CurticiónDokumen17 halamanLa CurticiónDUBAN FERNANDO MORALES VILLA100% (1)
- Fibras SinteticasDokumen11 halamanFibras SinteticasjoremahuBelum ada peringkat
- El Proceso de Blanqueo Del AlgodónDokumen2 halamanEl Proceso de Blanqueo Del AlgodónVivian Surz100% (3)
- Presentación 1Dokumen18 halamanPresentación 1ANA MARIA LARCO ROMEROBelum ada peringkat
- Material de Procesos de HilanderíaDokumen197 halamanMaterial de Procesos de HilanderíaLumina OgsoBelum ada peringkat
- El Testamento Del Ltimo C Taro de Antoni Dalmau r1.0Dokumen174 halamanEl Testamento Del Ltimo C Taro de Antoni Dalmau r1.0lucamandarobaBelum ada peringkat
- Como Leer Sus SeñalesDokumen10 halamanComo Leer Sus Señalesrodri8800Belum ada peringkat
- Charpentier Louis - Los Gigantes Y El Misterio de Los OrigenesDokumen103 halamanCharpentier Louis - Los Gigantes Y El Misterio de Los OrigenesbatumixBelum ada peringkat
- Estudio de CasosDokumen22 halamanEstudio de CasosAlonso CornejoBelum ada peringkat
- Apuntes Sobre DiseñoDokumen10 halamanApuntes Sobre DiseñoLenisBelum ada peringkat
- San Gabriel San Rafael y San MiguelDokumen36 halamanSan Gabriel San Rafael y San Miguelrobmary76Belum ada peringkat
- Seduccion en La DiscoDokumen19 halamanSeduccion en La DiscoJaime TarazonaBelum ada peringkat
- Los Secretos de La SeducciónDokumen3 halamanLos Secretos de La SeducciónLear Angulo QuintasiBelum ada peringkat
- San Gabriel San Rafael y San MiguelDokumen36 halamanSan Gabriel San Rafael y San Miguelrobmary76Belum ada peringkat
- Aliens y Otras ZarandajasDokumen100 halamanAliens y Otras Zarandajasmoai ediciones80% (5)
- Secreto SauloDokumen44 halamanSecreto SauloDaniel Fernandez100% (1)
- San Gabriel San Rafael y San MiguelDokumen36 halamanSan Gabriel San Rafael y San Miguelrobmary76Belum ada peringkat
- Manifiesto Gladiador PDFDokumen45 halamanManifiesto Gladiador PDFsheshomaruBelum ada peringkat
- 10 MisionesDokumen19 halaman10 MisionesCarrie GriffithBelum ada peringkat
- El Misterio de La Virgen de GuadalupeDokumen1 halamanEl Misterio de La Virgen de GuadalupeLenisBelum ada peringkat
- Cpe Inen 5 Parte 7Dokumen19 halamanCpe Inen 5 Parte 7kpjimenez2Belum ada peringkat
- W 3 ArtDokumen2 halamanW 3 ArtAlejandra RieraBelum ada peringkat
- El Imperio de Los SentidosDokumen4 halamanEl Imperio de Los SentidosJV PerezBelum ada peringkat
- 14.triptico Puma 'PunkuDokumen2 halaman14.triptico Puma 'PunkuVictor Bohorquez FloresBelum ada peringkat
- Material Semana 3 RotulacionDokumen14 halamanMaterial Semana 3 RotulacionReyesArangurenJuanBelum ada peringkat
- Brochure Quattro PDFDokumen16 halamanBrochure Quattro PDFARmando YAnezBelum ada peringkat
- La GallardaDokumen4 halamanLa Gallardaandrea72peBelum ada peringkat
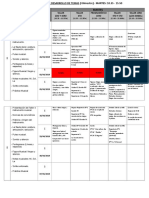
- Taller de música: Desarrollo de temas (I Bimestre) - MartesDokumen12 halamanTaller de música: Desarrollo de temas (I Bimestre) - MartesMarco Antonio Túpac YupanquiBelum ada peringkat
- Guía Del Trabajo Práctico Sobre CocoDokumen4 halamanGuía Del Trabajo Práctico Sobre CocoAgustin GaninBelum ada peringkat
- Viernes 18 Junio Arte y CulturaDokumen3 halamanViernes 18 Junio Arte y Culturacarmen quijaite vivancoBelum ada peringkat
- Miguel de Cervantes Saavedra para Cuarto Grado de Secundaria 1Dokumen3 halamanMiguel de Cervantes Saavedra para Cuarto Grado de Secundaria 1Mery Efus DíazBelum ada peringkat
- Diseño Escandinavo MailDokumen5 halamanDiseño Escandinavo MailFher MJBelum ada peringkat
- Carnaval de San PabloDokumen12 halamanCarnaval de San PabloMichel Surco100% (1)
- Accesorios Caravanas Albatros 4Dokumen34 halamanAccesorios Caravanas Albatros 4gaizlar9311Belum ada peringkat
- Art - Aire NORTEnO-Ricardo JeckelDokumen13 halamanArt - Aire NORTEnO-Ricardo JeckelRoger Valencia VargasBelum ada peringkat
- Pre-Clásico MayaDokumen63 halamanPre-Clásico MayaSergio CitalanBelum ada peringkat
- Historia Del Cine para Niños en La ArgentinaDokumen15 halamanHistoria Del Cine para Niños en La ArgentinaJorge Pablo CruzBelum ada peringkat
- Ilusión óptica animada: crea movimiento sin moverseDokumen12 halamanIlusión óptica animada: crea movimiento sin moverseShadowBelum ada peringkat
- Tu Se' MortaDokumen6 halamanTu Se' MortaKiraBelum ada peringkat
- Vasili KandinskiDokumen9 halamanVasili Kandinskijjmm3hBelum ada peringkat
- 6 Cuadro-de-DecisionesDokumen3 halaman6 Cuadro-de-DecisionesLuis Huanca100% (1)
- Full ColorDokumen35 halamanFull ColorAndres VelezBelum ada peringkat
- RomanticismoDokumen2 halamanRomanticismoManuel DiezBelum ada peringkat
- Historia Del Diseño..Dokumen6 halamanHistoria Del Diseño..Valeria ValentinaBelum ada peringkat