Anda mungkin juga menyukai
- Interpretación de planos en soldadura. FMEC0210Dari EverandInterpretación de planos en soldadura. FMEC0210Penilaian: 4.5 dari 5 bintang4.5/5 (3)
- Proceso FcawDokumen25 halamanProceso Fcawgamermal100% (7)
- Procesos de corte y preparación de bordes. FMEC0210Dari EverandProcesos de corte y preparación de bordes. FMEC0210Belum ada peringkat
- Fisuracion en CalienteDokumen31 halamanFisuracion en CalienteLuis Espinoza SanchezBelum ada peringkat
- Documento Fallas Hierro GrisDokumen25 halamanDocumento Fallas Hierro GrisJhorge Luuiis BenningtonBelum ada peringkat
- Soldadura Por Arco Sumergido Saw PresentacionDokumen45 halamanSoldadura Por Arco Sumergido Saw PresentacionHectorLópezBelum ada peringkat
- Como Soldar TitanioDokumen5 halamanComo Soldar TitanioAlex Lozado100% (2)
- Preguntas de Soldadura SMAW PDFDokumen3 halamanPreguntas de Soldadura SMAW PDFjhezabel belmonte100% (1)
- Soldadura FCAWDokumen8 halamanSoldadura FCAWGino CartagenaBelum ada peringkat
- Calificación de Procedimientos y Soldadores-OkeyDokumen23 halamanCalificación de Procedimientos y Soldadores-OkeyAnonymous tI6cgOO7NA100% (1)
- Soldador TigDokumen48 halamanSoldador TigJulio Saturno Pazos CaballeroBelum ada peringkat
- Cuestionario Defectos 2Dokumen3 halamanCuestionario Defectos 2ArmandoEscandaloBelum ada peringkat
- Inspector de Soldadura Nivel 2Dokumen285 halamanInspector de Soldadura Nivel 2Carlos Ordenes Tapia100% (1)
- Cuestionario Ensayos No DestructivosDokumen4 halamanCuestionario Ensayos No DestructivosDeyvisBelum ada peringkat
- Proceso y Cuidados de Tig y Mig-MagDokumen11 halamanProceso y Cuidados de Tig y Mig-MagLuis Nests HeirdernBelum ada peringkat
- Clase 13 DefectosDokumen191 halamanClase 13 Defectosnedduc20100% (1)
- OxicorteDokumen4 halamanOxicorteJimmy Jhonathan López Aquino100% (1)
- Catalogo ConarcoDokumen24 halamanCatalogo ConarcoGuilherme GomesBelum ada peringkat
- Cuestionario Preguntas 9 A La 16Dokumen5 halamanCuestionario Preguntas 9 A La 16Jennier Castañeda CarreñoBelum ada peringkat
- Saw Arco SumergidoDokumen106 halamanSaw Arco SumergidoPablo Leal Aguero100% (1)
- Trabajo de Soldadura GmawDokumen40 halamanTrabajo de Soldadura GmawReynaldo ReyesBelum ada peringkat
- Soldadura TigDokumen7 halamanSoldadura Tigalejandra contrerasBelum ada peringkat
- Tabla Imperfecciones HNDokumen2 halamanTabla Imperfecciones HNcequurtBelum ada peringkat
- Examen GtawDokumen5 halamanExamen Gtawnicolas100% (1)
- Manual de Soldadura Und 5 Tipos de UnionesDokumen18 halamanManual de Soldadura Und 5 Tipos de UnionesJose Balladares100% (1)
- Número de Pasadas SoldaduraDokumen6 halamanNúmero de Pasadas SoldaduraLuis PaucarBelum ada peringkat
- Manual Soldadura SmawDokumen49 halamanManual Soldadura SmawPobre PerritoBelum ada peringkat
- Historia de La SoldaduraDokumen5 halamanHistoria de La SoldaduraAmelí MirayBelum ada peringkat
- Sesión 2 - AWS D1.1 - CAPITULO 7 - FABRICACIÓNDokumen32 halamanSesión 2 - AWS D1.1 - CAPITULO 7 - FABRICACIÓNYesid PinoBelum ada peringkat
- Pre CalentamientoDokumen42 halamanPre CalentamientoVictorBelum ada peringkat
- 3 Catalogo TigDokumen10 halaman3 Catalogo TigAlvaro Alexis Mendoza PradaBelum ada peringkat
- Curso de Soldadura AutogenaDokumen130 halamanCurso de Soldadura AutogenaMylian Guadalupe Bouch100% (2)
- Simbologia de La SoldaduraDokumen54 halamanSimbologia de La Soldaduralainstan50% (8)
- Presentacion DefectologiaDokumen53 halamanPresentacion Defectologiaitziarugarte100% (4)
- Soldadura FCAWDokumen9 halamanSoldadura FCAWRafael Sarmiento BenitoBelum ada peringkat
- Soldadura Mig-Mag y TigDokumen29 halamanSoldadura Mig-Mag y TigSebastian de la ColinaBelum ada peringkat
- Silabo-Tecnologia de La Soldadura (E) (2020-A)Dokumen7 halamanSilabo-Tecnologia de La Soldadura (E) (2020-A)MonkeyCopy CorpBelum ada peringkat
- Procesos y DiscontinuidadesDokumen47 halamanProcesos y DiscontinuidadesSimon Arberto Meier100% (1)
- Procesos de Soldadura y Union Segun AwsDokumen2 halamanProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- Inspeccion Visual Nivel 1 LlogsDokumen27 halamanInspeccion Visual Nivel 1 LlogsCésar Liahut BautistaBelum ada peringkat
- Examen Solis ManttoDokumen3 halamanExamen Solis ManttoAmiel MTBelum ada peringkat
- Informe de FcawDokumen20 halamanInforme de FcawAnonymous pOMF80hBTBelum ada peringkat
- Fisuración o Agrietamiento de Las SoldadurasDokumen32 halamanFisuración o Agrietamiento de Las SoldadurasCharly Loor L Primos50% (2)
- Examen DiplomadoDokumen6 halamanExamen DiplomadoFrancisco BanderaBelum ada peringkat
- Metalurgia de PolvosDokumen10 halamanMetalurgia de PolvosReyKiremBelum ada peringkat
- Examen Aleaciones No FerrosasDokumen3 halamanExamen Aleaciones No FerrosasRaúl Núñez GonzálezBelum ada peringkat
- Fisuración en CalienteDokumen5 halamanFisuración en CalienteMarcelo Lopez Centellas100% (1)
- Fisuración en CalienteDokumen5 halamanFisuración en Caliente14475Belum ada peringkat
- Manual de Soldadura GTAW PDFDokumen29 halamanManual de Soldadura GTAW PDFJuan Carlos Saldaña100% (2)
- Defectos SmawDokumen11 halamanDefectos SmawLewoskiBelum ada peringkat
- Soldadura Gmaw y GtawDokumen25 halamanSoldadura Gmaw y GtawEnrique Fabian Cardenas100% (1)
- Examen Soldadura Tig 2Dokumen5 halamanExamen Soldadura Tig 2jhezabel belmonte100% (2)
- Fundamentos de La Soldadura MIGDokumen25 halamanFundamentos de La Soldadura MIGwbuesoBelum ada peringkat
- 10 Calibradores SoldaduraDokumen2 halaman10 Calibradores Soldadurasimonjoshep100% (1)
- Temperatura de PrecalentamientoDokumen18 halamanTemperatura de PrecalentamientoNick Dipe100% (1)
- INSPECCIÓN VISUAL EN SOLDADURA ResumenDokumen9 halamanINSPECCIÓN VISUAL EN SOLDADURA ResumenArrieta Matías Brenda JaquelineBelum ada peringkat
- Inspeccion Visual de SoldaduraDokumen28 halamanInspeccion Visual de SoldaduradiegoBelum ada peringkat
- Inspeccion Visual en SoldaduraDokumen23 halamanInspeccion Visual en SoldaduraCarlos FloresBelum ada peringkat
- Tabla Defectos SoldaduraDokumen3 halamanTabla Defectos SoldaduraMarta Urbán AlfaroBelum ada peringkat
- Defectos de FabricacionDokumen25 halamanDefectos de Fabricacionjuanito077Belum ada peringkat
- Informe de Evaluación Final de Inspeccion Por Liquidos Penetrantes A Soldadura A Tope Horizontal 02 09Dokumen3 halamanInforme de Evaluación Final de Inspeccion Por Liquidos Penetrantes A Soldadura A Tope Horizontal 02 09Jose Luis BarriosBelum ada peringkat
- Traduccion Astm E1417 99Dokumen16 halamanTraduccion Astm E1417 99Jose Luis BarriosBelum ada peringkat
- Qué Tipos de Peligros Son Los Más Críticos de Acuerdo Su Percepción en Actividades de Tareas de Alto RiesgoDokumen5 halamanQué Tipos de Peligros Son Los Más Críticos de Acuerdo Su Percepción en Actividades de Tareas de Alto RiesgoJose Luis BarriosBelum ada peringkat
- Procedimiento de Inspeccion de Soldadura LPDokumen9 halamanProcedimiento de Inspeccion de Soldadura LPJose Luis BarriosBelum ada peringkat
- Uniones SoldadasDokumen28 halamanUniones Soldadasthordeasgard100% (5)
- Catalogo Espinas, Chavetas, Seguros, SegerDokumen44 halamanCatalogo Espinas, Chavetas, Seguros, Segerabacciad100% (4)
- Inspeccion de Soldadura Por Liquidos PenetrantesDokumen21 halamanInspeccion de Soldadura Por Liquidos PenetrantesLuis Jahuira SalasBelum ada peringkat
- Procedimiento de Inspeccion Por LiquidoDokumen2 halamanProcedimiento de Inspeccion Por LiquidoJose Luis BarriosBelum ada peringkat
- Dis Continui Dad EsDokumen8 halamanDis Continui Dad EsJose Luis BarriosBelum ada peringkat
- Construccion III - TAPIALDokumen11 halamanConstruccion III - TAPIALPiero Manrique LimayllaBelum ada peringkat
- Ing. Miguel Huamani Infanzon - CompressedDokumen5 halamanIng. Miguel Huamani Infanzon - Compressedangel jimenezBelum ada peringkat
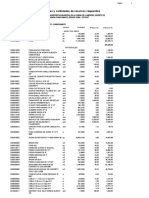
- Precios y Cantidades de Recursos Requeridos: Precio S/. Parcial SDokumen5 halamanPrecios y Cantidades de Recursos Requeridos: Precio S/. Parcial SRAUL ALBERTO AGUIRRE PAUCARBelum ada peringkat
- Problemario Termoquimica U1Dokumen3 halamanProblemario Termoquimica U1Beto MedinaBelum ada peringkat
- HT Auropoxi 410 Rev.01Dokumen3 halamanHT Auropoxi 410 Rev.01Manuel PelaesBelum ada peringkat
- Conclusiones de Minería No MetálicaDokumen8 halamanConclusiones de Minería No MetálicaDeyli RamosBelum ada peringkat
- Bota AtilaDokumen1 halamanBota AtilaRaquel AguirreBelum ada peringkat
- EETT ArquitecturaDokumen10 halamanEETT ArquitecturaDiego RosalesBelum ada peringkat
- 24 07 2012 16 36 10 5866533 PDFDokumen2 halaman24 07 2012 16 36 10 5866533 PDFPablo Quinteros PizarroBelum ada peringkat
- Monografia Del Caolin y Arcilla Quimica InorganicaDokumen60 halamanMonografia Del Caolin y Arcilla Quimica InorganicaJhonathan Cutipa QuispeBelum ada peringkat
- IMP - Folleto Plantas CriogénicasDokumen15 halamanIMP - Folleto Plantas CriogénicasAdriana Romina Hernandez MoralesBelum ada peringkat
- NS 128 PDFDokumen1 halamanNS 128 PDFFelipeRiveraBayonaBelum ada peringkat
- Acero M2Dokumen4 halamanAcero M2Alexis BarolinBelum ada peringkat
- Aditivo para Asfalto Que Evita El Desprendimiento Entre Otras Fallas en El Pavimento AsfalticoDokumen13 halamanAditivo para Asfalto Que Evita El Desprendimiento Entre Otras Fallas en El Pavimento AsfalticoJorge RomeroBelum ada peringkat
- Introduccion: MaterialDokumen4 halamanIntroduccion: MaterialANGEL CRUZBelum ada peringkat
- Pieza de Mano Pana AirDokumen9 halamanPieza de Mano Pana Airangie100% (3)
- NTE INEN 973 Agua Potable. Determinación Del PHDokumen7 halamanNTE INEN 973 Agua Potable. Determinación Del PHSergio CedeñoBelum ada peringkat
- Manual CubiertecDokumen20 halamanManual CubiertecFernando LopezBelum ada peringkat
- Lista de Precios 5: SuprabondDokumen21 halamanLista de Precios 5: SuprabondCirce FerreteraBelum ada peringkat
- Hoja Técnica F4224Dokumen3 halamanHoja Técnica F4224Eduardo OreBelum ada peringkat
- Práctica - FundiciónDokumen6 halamanPráctica - FundiciónAntonio Kibray Resendiz AlonsoBelum ada peringkat
- Depósitos de Relaves en ChileDokumen5 halamanDepósitos de Relaves en ChileDiana Reyes UlloaBelum ada peringkat
- Teorías Del Origen Del PetróleoDokumen2 halamanTeorías Del Origen Del PetróleoMiguelBelum ada peringkat
- Carbonato de Calcio Presentacion Ficha PDFDokumen6 halamanCarbonato de Calcio Presentacion Ficha PDFSina HernandezBelum ada peringkat
- Presentación Unidad 3 - Procesos para La Extracción de Oro 1Dokumen40 halamanPresentación Unidad 3 - Procesos para La Extracción de Oro 1Valentina Morales Navarro100% (1)
- Ficha Tecnica Brickaffix OkDokumen2 halamanFicha Tecnica Brickaffix OkSebastian Vela PatiñoBelum ada peringkat
- Arranque Pintura MuralDokumen39 halamanArranque Pintura MuralbrandomBelum ada peringkat
- MC Galibometro Alto Jahuel Revb 08042020 BackupDokumen33 halamanMC Galibometro Alto Jahuel Revb 08042020 BackupBru No El BarbaroBelum ada peringkat
- Informe #7-Química General A1Dokumen18 halamanInforme #7-Química General A1Jose Carlos Salgado Arimana78% (9)