Anda mungkin juga menyukai
- The Practitioners Guide: 2019 Aiag-Vda FmeasDokumen10 halamanThe Practitioners Guide: 2019 Aiag-Vda Fmeaskrishnan100% (3)
- Wet Gas CompressionDokumen122 halamanWet Gas CompressionMSBelum ada peringkat
- Ge Small Scale Liquefied Natural Gas Plants GuideDokumen8 halamanGe Small Scale Liquefied Natural Gas Plants GuideMuhamad Apriyudi Syafputra100% (1)
- Module 49. Risk AssessmentDokumen22 halamanModule 49. Risk Assessmenttaghavi1347Belum ada peringkat
- Intro To DMAICDokumen40 halamanIntro To DMAICsamfisher8989Belum ada peringkat
- Bahan Quality ManagementDokumen89 halamanBahan Quality ManagementBambang SugihartoBelum ada peringkat
- Best Practices of Simulator TrainingDokumen26 halamanBest Practices of Simulator TrainingRudra Pratap Singh100% (1)
- 10 Steps To Pump ReliabilityDokumen15 halaman10 Steps To Pump ReliabilityaqhammamBelum ada peringkat
- Special Characteristics PDFDokumen11 halamanSpecial Characteristics PDFKristof MCBelum ada peringkat
- UK Ccus-Roadmap 2022Dokumen17 halamanUK Ccus-Roadmap 2022Jose CondorBelum ada peringkat
- Safeguard Maintenance Prioritization and PHA Data - Ron MukherjeeDokumen27 halamanSafeguard Maintenance Prioritization and PHA Data - Ron Mukherjeeusman379Belum ada peringkat
- Brunei & Sakhalin LNGDokumen18 halamanBrunei & Sakhalin LNGMelly Chandra FrayektiBelum ada peringkat
- Blending Fuel Gas To Optimize Use of Off-Spec Natural GasDokumen13 halamanBlending Fuel Gas To Optimize Use of Off-Spec Natural Gassevero97100% (1)
- EN-FAB Custody Transfer (LACT) & Meter ProversDokumen28 halamanEN-FAB Custody Transfer (LACT) & Meter Proverscarmel BarrettBelum ada peringkat
- Oto 01063Dokumen94 halamanOto 01063Fredy Vázquez VelázquezBelum ada peringkat
- CQI-23 For Hitachi (Self Audit Submit 10-Mar-23)Dokumen24 halamanCQI-23 For Hitachi (Self Audit Submit 10-Mar-23)Jintara KaewrayaBelum ada peringkat
- Siemens Best Practices For Flare QRA Tools PDFDokumen11 halamanSiemens Best Practices For Flare QRA Tools PDFDharmadasBelum ada peringkat
- Optimizing The LNG Value Chain - ENDokumen6 halamanOptimizing The LNG Value Chain - ENRoozbeh PBelum ada peringkat
- 2018 05 04 - Session 3.1 OREDA JIP - ISOTC67 WG4 Seminar May 2018 PDFDokumen23 halaman2018 05 04 - Session 3.1 OREDA JIP - ISOTC67 WG4 Seminar May 2018 PDFRatheesh VidyadharanBelum ada peringkat
- Use Operator Training Simulators For FCCDokumen3 halamanUse Operator Training Simulators For FCCKannanGKBelum ada peringkat
- 46,47,48,50 - Hazard, Risk & Opportunity Management ProcessDokumen17 halaman46,47,48,50 - Hazard, Risk & Opportunity Management ProcessSaAhRaBelum ada peringkat
- Training Fuel Gas SystemDokumen23 halamanTraining Fuel Gas SystemArturo Barrantes VasquezBelum ada peringkat
- Cryogenic - Catalog eDokumen56 halamanCryogenic - Catalog eĐặng Đình SỹBelum ada peringkat
- Understand LNG RPTDokumen38 halamanUnderstand LNG RPTNoel ÑiquenBelum ada peringkat
- Safety Interlocks in Crude Heaters Using PLC: Cochin University of Science and Technology KOCHI - 682 022Dokumen75 halamanSafety Interlocks in Crude Heaters Using PLC: Cochin University of Science and Technology KOCHI - 682 022Niju ShamilBelum ada peringkat
- RAM Guide 080305Dokumen266 halamanRAM Guide 080305osbertodiazBelum ada peringkat
- Thesis - Characterization of Produced Water From Two Offshore Oil Fileds in Qatar PDFDokumen169 halamanThesis - Characterization of Produced Water From Two Offshore Oil Fileds in Qatar PDFSudBelum ada peringkat
- (TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsDokumen4 halaman(TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsRoberto Carlos TeixeiraBelum ada peringkat
- Unisim Operations PIN R400Dokumen4 halamanUnisim Operations PIN R400asamad54Belum ada peringkat
- 6 Types of Hydrogen ElectrolyzersDokumen26 halaman6 Types of Hydrogen ElectrolyzersVishnuVarthan ImayavarambanBelum ada peringkat
- Ebara Cryo BrochureDokumen20 halamanEbara Cryo BrochuremishraenggBelum ada peringkat
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsDari EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahBelum ada peringkat
- LNG Solutions1 PDFDokumen13 halamanLNG Solutions1 PDFxm861122Belum ada peringkat
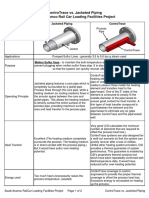
- ControTrace Benefits SummaryDokumen2 halamanControTrace Benefits SummaryYoung-seok Hwang100% (1)
- CRP Sampling Literature PDFDokumen8 halamanCRP Sampling Literature PDFgullenariBelum ada peringkat
- Flare System PDFDokumen41 halamanFlare System PDFAzar Deen100% (1)
- Natural Gas Regasification TechnologiesDokumen4 halamanNatural Gas Regasification TechnologiesKostyantyn DrobotBelum ada peringkat
- Terminal Managment Systems PDFDokumen3 halamanTerminal Managment Systems PDFchandrakrishna8Belum ada peringkat
- Slug Catchers in Natural Gas ProductionDokumen64 halamanSlug Catchers in Natural Gas ProductionjmpandolfiBelum ada peringkat
- Design Guidelines For Proplyene Splitters - Rev inDokumen10 halamanDesign Guidelines For Proplyene Splitters - Rev intotongopBelum ada peringkat
- UOP Separex Membrane Technology Tech PresentationDokumen44 halamanUOP Separex Membrane Technology Tech PresentationKarunakarBelum ada peringkat
- Vess FireDokumen21 halamanVess FirecsBelum ada peringkat
- 2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerDokumen10 halaman2016 - Thermal Performance Calculation and Analysis of Heat Transfer Tube in Super Open Rack VaporizerLong Nguyễn HoàngBelum ada peringkat
- Overview of Odorization SystemsDokumen5 halamanOverview of Odorization Systems14071988Belum ada peringkat
- Valve SizingDokumen1 halamanValve SizingdlescribdBelum ada peringkat
- Fire and Gas Mapping SolutionDokumen3 halamanFire and Gas Mapping SolutionGustavo AgudeloBelum ada peringkat
- ProcessPluginsOSIsoft For CBM PDFDokumen14 halamanProcessPluginsOSIsoft For CBM PDFMushtaq BhattiBelum ada peringkat
- Cyclonic Wellhead DesanderDokumen2 halamanCyclonic Wellhead DesanderKapwell LimitedBelum ada peringkat
- Caustic SodaStore and HandlingDokumen2 halamanCaustic SodaStore and HandlingargachoBelum ada peringkat
- CompAir Turboscrew BrochureDokumen8 halamanCompAir Turboscrew BrochureBoban StanojlovićBelum ada peringkat
- Aspentech Course Catalog Fy18Dokumen27 halamanAspentech Course Catalog Fy18Waseem AkramBelum ada peringkat
- BW Offshore Catcher UK LTD 2017 Environmental StatementDokumen18 halamanBW Offshore Catcher UK LTD 2017 Environmental StatementpprabudassBelum ada peringkat
- Pipenet: A Wireless Sensor Network For Pipeline MonitoringDokumen11 halamanPipenet: A Wireless Sensor Network For Pipeline MonitoringMykola YarynovskyiBelum ada peringkat
- ProcessDokumen8 halamanProcesssterlingBelum ada peringkat
- User Interface - PipenetDokumen47 halamanUser Interface - Pipenetelvithaf67% (3)
- HAZOP Budgeting Tool: Practical Solutions For Today's HSE ChallengesDokumen2 halamanHAZOP Budgeting Tool: Practical Solutions For Today's HSE ChallengesifalerinBelum ada peringkat
- KLM Olefin Furnace Rev 3Dokumen6 halamanKLM Olefin Furnace Rev 3Saqib AliBelum ada peringkat
- Addressing API Standard 2350 For Overfill Protection: A Varec, Inc. White PaperDokumen16 halamanAddressing API Standard 2350 For Overfill Protection: A Varec, Inc. White PaperMuhammad Tilal AshrafBelum ada peringkat
- BowTieXP BrochureDokumen2 halamanBowTieXP BrochurevaldivijBelum ada peringkat
- Alumina APC Application at Alunorte (BRA) by Honeywell by 2Dokumen5 halamanAlumina APC Application at Alunorte (BRA) by Honeywell by 2cbqucbquBelum ada peringkat
- Development and Future of LNG in IndiaDokumen12 halamanDevelopment and Future of LNG in IndiaRajat SBelum ada peringkat
- Some Recent Advances in Liquefied Natural Gas (LNG) Production, Spill, Dispersion, and SafDokumen31 halamanSome Recent Advances in Liquefied Natural Gas (LNG) Production, Spill, Dispersion, and Safbala11ap4598Belum ada peringkat
- Flash Skim Vessel Descr.Dokumen5 halamanFlash Skim Vessel Descr.vanashley1Belum ada peringkat
- Mdea - Fact SheetDokumen4 halamanMdea - Fact SheetdanjakobBelum ada peringkat
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionDari EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionBelum ada peringkat
- RO-RG80-00031 - Rev H, JPPAP Templates (Jabil Production Part Approval Process)Dokumen38 halamanRO-RG80-00031 - Rev H, JPPAP Templates (Jabil Production Part Approval Process)KM MuiBelum ada peringkat
- Human, AGV or AIV? An Integrated Framework For Material Handling System Selection With Real-World Application in An Injection Molding FacilityDokumen10 halamanHuman, AGV or AIV? An Integrated Framework For Material Handling System Selection With Real-World Application in An Injection Molding FacilitymertikBelum ada peringkat
- CH 11Dokumen83 halamanCH 11erikBelum ada peringkat
- Process FMEA (Failure Mode and Effects Analysis)Dokumen2 halamanProcess FMEA (Failure Mode and Effects Analysis)Alper GmBelum ada peringkat
- Design Report DFMEA Validation PresentationDokumen65 halamanDesign Report DFMEA Validation PresentationRilberson BatistaBelum ada peringkat
- Application of Failure Mode Effect Analysis FMEA FDokumen17 halamanApplication of Failure Mode Effect Analysis FMEA FpradeepBelum ada peringkat
- Chapter 12 - Changes Related: (Clause Description-Paraphrase)Dokumen11 halamanChapter 12 - Changes Related: (Clause Description-Paraphrase)mahesh KhatalBelum ada peringkat
- DIDIN Design For Six Sigma - 2Dokumen28 halamanDIDIN Design For Six Sigma - 2Mas OlisBelum ada peringkat
- Software Process & Quality Management: Six SigmaDokumen26 halamanSoftware Process & Quality Management: Six SigmaPhu Phan ThanhBelum ada peringkat
- Template) PfmeaDokumen1 halamanTemplate) PfmeaPatrick170780Belum ada peringkat
- 09.01.01.07 KNA Supplier Quality Manual Rev 0Dokumen22 halaman09.01.01.07 KNA Supplier Quality Manual Rev 0Marco SánchezBelum ada peringkat
- Lesson 8 Hmis Data QualityDokumen34 halamanLesson 8 Hmis Data QualityGBelum ada peringkat
- Rail Risk ManagementDokumen25 halamanRail Risk ManagementMuhammad Fatah ShaikBelum ada peringkat
- Plant QRQC FormDokumen1 halamanPlant QRQC Formtre12Belum ada peringkat
- SCA Quality APQP 2Hr Scholars Course 3-1-2021Dokumen73 halamanSCA Quality APQP 2Hr Scholars Course 3-1-2021Sasi KumarBelum ada peringkat
- Ontology-Based Knowledge Representation of Failure Mode and Effect Analysis On Electric/Electronic Architecture Modeling Conforming To The ISO 26262Dokumen6 halamanOntology-Based Knowledge Representation of Failure Mode and Effect Analysis On Electric/Electronic Architecture Modeling Conforming To The ISO 26262rahul1990bhatiaBelum ada peringkat
- Failure Mode and Effect Analysis - FMEA - and Criticality Analysis - FMECADokumen4 halamanFailure Mode and Effect Analysis - FMEA - and Criticality Analysis - FMECAA OmairaBelum ada peringkat
- Rulebook 2Dokumen23 halamanRulebook 2rishiBelum ada peringkat
- Dr. Tim Sandle Pharmaceutical Microbiology ResourcesDokumen65 halamanDr. Tim Sandle Pharmaceutical Microbiology ResourcesCatrinescu OanaBelum ada peringkat
- Implementation of Quality Risk Management (QRM) in Pharmaceutical Manufacturing IndustryDokumen7 halamanImplementation of Quality Risk Management (QRM) in Pharmaceutical Manufacturing Industryعبدالعزيز بدرBelum ada peringkat
- PowerPoint Accident InvestigationDokumen18 halamanPowerPoint Accident Investigationdarius sutherlandBelum ada peringkat
- Nipun CV Additional Information 05112019Dokumen5 halamanNipun CV Additional Information 05112019Nipun MahajanBelum ada peringkat