Anda mungkin juga menyukai
- Diseño Del Sistema de Producción Por Proceso - Sofá Cama - LiteraDokumen24 halamanDiseño Del Sistema de Producción Por Proceso - Sofá Cama - LiteraHolaBelum ada peringkat
- Proceso de Fabricación de Pupitres AdmoncDokumen5 halamanProceso de Fabricación de Pupitres AdmoncEnrique Altamirano100% (1)
- Sem - 6 Activ Productivas e Improductivas VDCDokumen24 halamanSem - 6 Activ Productivas e Improductivas VDCPedro VillanuevaBelum ada peringkat
- Capacidad de ProduccionDokumen11 halamanCapacidad de ProduccionBarbara BarrientosBelum ada peringkat
- Automatizacion de Procesos - 20212 - EPDokumen2 halamanAutomatizacion de Procesos - 20212 - EPElizabeth Q.100% (1)
- E2 201702 SolDokumen10 halamanE2 201702 SolCristian DanielBelum ada peringkat
- Ejercicios Unidad 1Dokumen28 halamanEjercicios Unidad 1Victor Huchim67% (3)
- Ejercicios ResueltosDokumen6 halamanEjercicios ResueltosMarcell Tejeda SanchezBelum ada peringkat
- Ejercicioseoqsinfaltante 110520194816 Phpapp02Dokumen4 halamanEjercicioseoqsinfaltante 110520194816 Phpapp02Rafael GarciaBelum ada peringkat
- Guia Lab 3 Medios Graficos para El Analisis de Metodos - Analisis Al HombreDokumen10 halamanGuia Lab 3 Medios Graficos para El Analisis de Metodos - Analisis Al HombreDaphneOquendo100% (1)
- Teoria de ColasDokumen3 halamanTeoria de ColasYawar Chavez Gonzales100% (1)
- Diagrama de Análisis Del Proceso SillaDokumen3 halamanDiagrama de Análisis Del Proceso SillaAntonio Salas Chavez100% (2)
- Cap 2,3,4,5,6,8,11 - CruellesDokumen42 halamanCap 2,3,4,5,6,8,11 - CruellesVale Scarabino100% (1)
- Workstation y MaterialesDokumen1 halamanWorkstation y MaterialesEleazar CosmeBelum ada peringkat
- Caso 3 Producción - Diseño DistribuciónDokumen2 halamanCaso 3 Producción - Diseño DistribuciónEdder Pereira0% (1)
- Llave PQRSTDokumen1 halamanLlave PQRSTDaniel Gonzalez Rodriguez0% (1)
- EdredonesDokumen4 halamanEdredonesCarlos TálagaBelum ada peringkat
- Diagrama de FlujoDokumen2 halamanDiagrama de FlujoOlson Archila GomezBelum ada peringkat
- Diagrama de Secuencias - Sofá Cama - LiteraDokumen1 halamanDiagrama de Secuencias - Sofá Cama - LiteraHolaBelum ada peringkat
- Ejercicios para FluidsimDokumen10 halamanEjercicios para FluidsimJuan GabrielBelum ada peringkat
- Investigacion Operaciones 13Dokumen15 halamanInvestigacion Operaciones 13gonloq0% (1)
- Io D2-6 QuillupanguiDokumen10 halamanIo D2-6 QuillupanguiAlexander QuillupanguiBelum ada peringkat
- El Cursograma Sinóptico Del ProcesoDokumen3 halamanEl Cursograma Sinóptico Del Procesovaesveva80% (5)
- Ejercicio Exam MaleDokumen8 halamanEjercicio Exam MaleJeffryEduardo100% (1)
- Triplayera UcayaliDokumen8 halamanTriplayera UcayaliKevin Jhordy Urcos TorresBelum ada peringkat
- Proceso de Fabricación de Una Silla de MaderaDokumen12 halamanProceso de Fabricación de Una Silla de MaderaEstuardo Mauricio Montesinos Jaramillo0% (2)
- 1 Planeamiento Del LayoutDokumen26 halaman1 Planeamiento Del LayoutadolfoBelum ada peringkat
- Procesó Industrial de Una SudaderaDokumen12 halamanProcesó Industrial de Una SudaderaEST55Belum ada peringkat
- Cursograma Sinoptico Ejemplo MesaDokumen1 halamanCursograma Sinoptico Ejemplo MesaJordi Gramage Doria25% (8)
- Lab 7Dokumen7 halamanLab 7JherssyBelum ada peringkat
- Tarea de E.TDokumen3 halamanTarea de E.Tjose rosalesBelum ada peringkat
- ETDokumen8 halamanETDeron Alfredo Ruiz PinedaBelum ada peringkat
- Diagrama Del Proceso de OperacionesDokumen3 halamanDiagrama Del Proceso de OperacionesJim Cemak0% (1)
- Instrucciones de Instalación Del Software ARENA 16.1Dokumen1 halamanInstrucciones de Instalación Del Software ARENA 16.1Cesar0% (1)
- 16 Ejercicios Balanceo de LineaDokumen6 halaman16 Ejercicios Balanceo de Lineaharold murilloBelum ada peringkat
- Ejercicios 7 - 9Dokumen3 halamanEjercicios 7 - 9DecksBelum ada peringkat
- Preguntas de Análisis: 410 Parte Cinco InventarioDokumen5 halamanPreguntas de Análisis: 410 Parte Cinco InventarioKarlaBelum ada peringkat
- Ejercicio 1 y 2 LogisticaDokumen4 halamanEjercicio 1 y 2 LogisticaJose GuatemalBelum ada peringkat
- Ejercicios de Localizacion y Distribucion Fisica COMPLETODokumen22 halamanEjercicios de Localizacion y Distribucion Fisica COMPLETOLucia Sosa0% (1)
- Servicio SincronicoDokumen4 halamanServicio SincronicoDANIELA TERESA YANDUN QUINTEROBelum ada peringkat
- Proceso de Fabricación de Una Llave StillsonDokumen45 halamanProceso de Fabricación de Una Llave StillsonJAIME ANTONIO VALVERDE RAMOSBelum ada peringkat
- Ejercicos H.maquina2017Dokumen5 halamanEjercicos H.maquina2017JerelDragneel0% (1)
- Taller Producció 1Dokumen4 halamanTaller Producció 1naoBelum ada peringkat
- Problema de Analisis de Sensibilidad - Franco Zazueta José UrielDokumen3 halamanProblema de Analisis de Sensibilidad - Franco Zazueta José UrielURIEL FRANCOBelum ada peringkat
- Ensamble de BoligrafoDokumen6 halamanEnsamble de BoligrafoGriselda Mares Chaparro0% (1)
- Caso 2. Suav. Exp. Con Ajuste de Tend PDFDokumen4 halamanCaso 2. Suav. Exp. Con Ajuste de Tend PDFJuan PabloBelum ada peringkat
- Diseño de Controles y Herramientas Desarrollo de La PracticaaaDokumen21 halamanDiseño de Controles y Herramientas Desarrollo de La Practicaaarubi_acevedo_1Belum ada peringkat
- Trabajo Simulacion Caso Torno PDFDokumen12 halamanTrabajo Simulacion Caso Torno PDFWiston Yamil CRBelum ada peringkat
- Planta de Producción de Sillas de MaderaDokumen10 halamanPlanta de Producción de Sillas de Maderakeylavm100% (2)
- Unidad IV Distribucion de Una PlantaDokumen9 halamanUnidad IV Distribucion de Una PlantaPiñeres ReinaldoBelum ada peringkat
- Actividad #1Dokumen1 halamanActividad #1Margarita Rodriguez0% (1)
- Ayuda 3.1Dokumen16 halamanAyuda 3.1Sirley Vilca LeonardoBelum ada peringkat
- Deber 4 Curva de AprendizajeDokumen2 halamanDeber 4 Curva de AprendizajeMiguel Angel Mateo MenendezBelum ada peringkat
- Clase 21 Abril 2020Dokumen29 halamanClase 21 Abril 2020Marta Troncoso BarbosaBelum ada peringkat
- Fabricacion de Silla PDFDokumen16 halamanFabricacion de Silla PDFValentina Cadena PadillaBelum ada peringkat
- Fabricacion de SillaDokumen16 halamanFabricacion de SillaDayan Pamela Mejia VargasBelum ada peringkat
- PROBLEMA 1 SinopticoDokumen4 halamanPROBLEMA 1 SinopticoAbraham QuiriogaBelum ada peringkat
- Informe SillaDokumen6 halamanInforme SillaGleitze RamosBelum ada peringkat
- PROBLEMA2 SinopticoDokumen4 halamanPROBLEMA2 SinopticoALFREDO COSIO PAPADOPOLISBelum ada peringkat
- Fabricacion de SillaDokumen16 halamanFabricacion de Sillawxv17% (6)
- Informe Práctica #9 Carga de Un Capacitor EléctricoDokumen10 halamanInforme Práctica #9 Carga de Un Capacitor EléctricoFelipe Félix Arias Gutiérrez100% (1)
- Informe Práctica Nro. 7 Circuitos en Serie y Paralelo (Grupo 7)Dokumen10 halamanInforme Práctica Nro. 7 Circuitos en Serie y Paralelo (Grupo 7)Felipe Félix Arias GutiérrezBelum ada peringkat
- Ejecución Del Geogebra - Vectores en 3dDokumen11 halamanEjecución Del Geogebra - Vectores en 3dFelipe Félix Arias GutiérrezBelum ada peringkat
- Debeer Ing EconomicaDokumen33 halamanDebeer Ing EconomicaFelipe Félix Arias GutiérrezBelum ada peringkat
- Ariasgutiérrezfelipefélix Seccionc PcpfiiDokumen4 halamanAriasgutiérrezfelipefélix Seccionc PcpfiiFelipe Félix Arias GutiérrezBelum ada peringkat
- Guía Nro. 3 Riesgos Biologicos Arias Gutiérrez FelipeDokumen18 halamanGuía Nro. 3 Riesgos Biologicos Arias Gutiérrez FelipeFelipe Félix Arias GutiérrezBelum ada peringkat
- Informe Práctica Nro. 6 Ley de OhmDokumen9 halamanInforme Práctica Nro. 6 Ley de OhmFelipe Félix Arias GutiérrezBelum ada peringkat
- Desarrollo de La Práctica 13Dokumen5 halamanDesarrollo de La Práctica 13Felipe Félix Arias GutiérrezBelum ada peringkat
- Grupo 5 s09s1 Participación en ClaseDokumen2 halamanGrupo 5 s09s1 Participación en ClaseFelipe Félix Arias GutiérrezBelum ada peringkat
- Desarrollo de La Práctica Nro. 5 (Concluido)Dokumen8 halamanDesarrollo de La Práctica Nro. 5 (Concluido)Felipe Félix Arias GutiérrezBelum ada peringkat
- Citas Mariategui Nro. 3Dokumen1 halamanCitas Mariategui Nro. 3Felipe Félix Arias GutiérrezBelum ada peringkat
- Reglamento Nacional de EdificacionesDokumen2 halamanReglamento Nacional de EdificacionesFelipe Félix Arias GutiérrezBelum ada peringkat
- Practica TirDokumen14 halamanPractica TirFelipe Félix Arias GutiérrezBelum ada peringkat
- Filosofia y Educación - Grupo 10 FilosofíaDokumen27 halamanFilosofia y Educación - Grupo 10 FilosofíaFelipe Félix Arias GutiérrezBelum ada peringkat
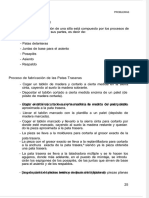
- Qué Es Una Materia Prima DirectaDokumen1 halamanQué Es Una Materia Prima DirectaFelipe Félix Arias GutiérrezBelum ada peringkat
- Para Una Mezcla de 100 KG de Una Aleación de Cu y Ni Con Una Composición de 35Dokumen1 halamanPara Una Mezcla de 100 KG de Una Aleación de Cu y Ni Con Una Composición de 35Felipe Félix Arias GutiérrezBelum ada peringkat
- Deformación FrágilDokumen7 halamanDeformación FrágilFelipe Félix Arias GutiérrezBelum ada peringkat
- Trabajo Filosofía y EducaciónDokumen21 halamanTrabajo Filosofía y EducaciónFelipe Félix Arias GutiérrezBelum ada peringkat
- Encuesta A Estudiantes de La Carrera de Derecho de La Universidad Tecnológica Del Perú, Que Cursan El Semestre Lectivo 2020.Dokumen2 halamanEncuesta A Estudiantes de La Carrera de Derecho de La Universidad Tecnológica Del Perú, Que Cursan El Semestre Lectivo 2020.Felipe Félix Arias GutiérrezBelum ada peringkat
- Desarrollo de La Práctica Nro. 9Dokumen4 halamanDesarrollo de La Práctica Nro. 9Felipe Félix Arias GutiérrezBelum ada peringkat
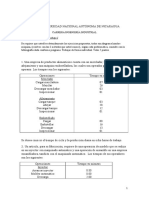
- Práctica N°5 - Planeación Agregada 2 - 2021Dokumen4 halamanPráctica N°5 - Planeación Agregada 2 - 2021Felipe Félix Arias GutiérrezBelum ada peringkat
- Práctica Nro. 1 Factor Único PagoDokumen10 halamanPráctica Nro. 1 Factor Único PagoFelipe Félix Arias GutiérrezBelum ada peringkat
- Si Tu Me Dices Ven AcordesDokumen1 halamanSi Tu Me Dices Ven AcordesFelipe Félix Arias GutiérrezBelum ada peringkat
- Guía Nro. 2 Analisis Bacteriologico 2021 Arias Gutiérrez Felipe FélixDokumen18 halamanGuía Nro. 2 Analisis Bacteriologico 2021 Arias Gutiérrez Felipe FélixFelipe Félix Arias GutiérrezBelum ada peringkat
- Realiza El Siguiente Cuadro y Coloca Las Competencias Que Consideras Tener Si Tuvieras Que Trabajar El Día de Mañana en Una OrganizaciónDokumen1 halamanRealiza El Siguiente Cuadro y Coloca Las Competencias Que Consideras Tener Si Tuvieras Que Trabajar El Día de Mañana en Una OrganizaciónFelipe Félix Arias GutiérrezBelum ada peringkat
- PCP02 Programación AgregadaDokumen34 halamanPCP02 Programación AgregadaFelipe Félix Arias GutiérrezBelum ada peringkat
- Trabajo IvuDokumen1 halamanTrabajo IvuFelipe Félix Arias GutiérrezBelum ada peringkat
- Estabilización de Suelos Con Jet Grouting - Mariana BernasconiDokumen18 halamanEstabilización de Suelos Con Jet Grouting - Mariana BernasconiLorea ElvisBelum ada peringkat
- Clase 2 Tema 2Dokumen46 halamanClase 2 Tema 2Pablo ChinchillaBelum ada peringkat
- La Monumentalidad de Las Termas de CaracallaDokumen15 halamanLa Monumentalidad de Las Termas de CaracallaRenato Mendoza CárdenasBelum ada peringkat
- Tema 1 - Del 1.1 Al 1.2 (27 Puntos)Dokumen7 halamanTema 1 - Del 1.1 Al 1.2 (27 Puntos)Janser Nicolas Estevez MorroberBelum ada peringkat
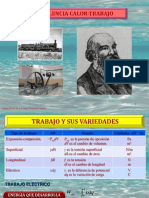
- Equivalencia Calor TrabajoDokumen12 halamanEquivalencia Calor TrabajoCharlyBelum ada peringkat
- Problemas Geotécnicos en La Construcción de Túneles y Nociones de Controles de CalidadDokumen17 halamanProblemas Geotécnicos en La Construcción de Túneles y Nociones de Controles de CalidadLuis BrandonBelum ada peringkat
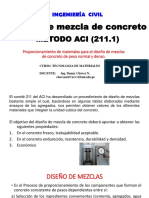
- Clase 8. Diseño de Mezcla de ConcretoDokumen51 halamanClase 8. Diseño de Mezcla de ConcretoEddie Jara SanchezBelum ada peringkat
- Escalera Modular Corsam PDFDokumen6 halamanEscalera Modular Corsam PDFRafael Castro MalarinBelum ada peringkat
- Cuadro de Mando de Indicadores KPIDokumen2 halamanCuadro de Mando de Indicadores KPIdavtitoBelum ada peringkat
- ERFT 1 - Pérdida de Control de VehículoDokumen11 halamanERFT 1 - Pérdida de Control de VehículoPatricio Andres Berrios JofréBelum ada peringkat
- Materiales-Puzolanicos-Alternativos (Tarea 2)Dokumen4 halamanMateriales-Puzolanicos-Alternativos (Tarea 2)Alex HernandezBelum ada peringkat
- Lab3 CubrebocasDokumen17 halamanLab3 CubrebocasEmilly WallesBelum ada peringkat
- Anexo Del Informe Del ExperimentoDokumen21 halamanAnexo Del Informe Del ExperimentoMariana Isabel Sarabia NavaBelum ada peringkat
- Metricas Orientada Al Tamaño - ConvotDokumen3 halamanMetricas Orientada Al Tamaño - ConvotdavidBelum ada peringkat
- Colocación de CerrojosDokumen10 halamanColocación de Cerrojoskarlos41Belum ada peringkat
- SUELOS IsraelDokumen25 halamanSUELOS IsraelBladimir Orellana FerrelBelum ada peringkat
- Algoritmo para El Diseño de Platos PerforadosDokumen6 halamanAlgoritmo para El Diseño de Platos PerforadosFerlan David Murcia Moreno100% (1)
- Modos de Falla en Cadenas de RodillosDokumen1 halamanModos de Falla en Cadenas de RodillosSantiago Bonilla RiveraBelum ada peringkat
- Prom ArtDokumen2 halamanProm ArtJose Adelmo Peralta VeraBelum ada peringkat
- Mapa Mental EEDokumen1 halamanMapa Mental EEVictor Hugo SillericoBelum ada peringkat
- Ejercicios Mezcla Rapida - Mezcla LentaDokumen6 halamanEjercicios Mezcla Rapida - Mezcla LentaJunior Steven Solorzano Fabian57% (7)
- Laboratorio Muro TendinosoDokumen13 halamanLaboratorio Muro TendinosoDavid Gaviria HolguínBelum ada peringkat
- Consulta Sobre Captacion de Agua LluviaDokumen4 halamanConsulta Sobre Captacion de Agua LluviaJhyson Gonzalo Uchuari ParedesBelum ada peringkat
- Helico BoostDokumen1 halamanHelico BoostTau Omicr0nBelum ada peringkat
- Tarea de Tecnicas de ConteoDokumen2 halamanTarea de Tecnicas de ConteoJaimeCortezDiaz100% (1)
- Practica 1 Balanza de Pesos MuertosDokumen4 halamanPractica 1 Balanza de Pesos MuertoslightninfireBelum ada peringkat
- Anexo Tecnico Consultorios Jurídicos U Mariana PDFDokumen23 halamanAnexo Tecnico Consultorios Jurídicos U Mariana PDFbrayan arley cortes tobarBelum ada peringkat
- CARTA #018-2023 AMPLIACIÓN DE PLAZO Nro 02Dokumen3 halamanCARTA #018-2023 AMPLIACIÓN DE PLAZO Nro 02Michael Quispe BasilioBelum ada peringkat
- Reporte 5 PavimentosDokumen21 halamanReporte 5 PavimentosAndres Felipe ChavezBelum ada peringkat
- Tema #4 Sistemas de DirecciónDokumen29 halamanTema #4 Sistemas de DirecciónEber SiñanisBelum ada peringkat