Anda mungkin juga menyukai
- Safe and Secure Cyber-Physical Systems and Internet-of-Things SystemsDari EverandSafe and Secure Cyber-Physical Systems and Internet-of-Things SystemsBelum ada peringkat
- Chap17 - 1200 Human Factors Engineering and Safety PDFDokumen17 halamanChap17 - 1200 Human Factors Engineering and Safety PDFДраган ДрагановBelum ada peringkat
- Occupational Safety and Accident Prevention: Behavioral Strategies and MethodsDari EverandOccupational Safety and Accident Prevention: Behavioral Strategies and MethodsBelum ada peringkat
- Success and Failure: Human As Hero Human As Hazard: Carl SandomDokumen9 halamanSuccess and Failure: Human As Hero Human As Hazard: Carl SandomRola Mesrani SimbolonBelum ada peringkat
- FELECIA - Fuzzy Logic Reliability Centered MaintenanceDokumen7 halamanFELECIA - Fuzzy Logic Reliability Centered MaintenanceJoseph Anthony Ramos ArellanoBelum ada peringkat
- Human FactorDokumen22 halamanHuman Factorrosegoncalves27Belum ada peringkat
- Tplus en 4868Dokumen11 halamanTplus en 4868Noureddine NouroBelum ada peringkat
- Analysis of Accidents Through The Approach of Human Error and Job Safety Analysis (JSA)Dokumen19 halamanAnalysis of Accidents Through The Approach of Human Error and Job Safety Analysis (JSA)Ilmi Amalia SholikhaBelum ada peringkat
- Safety Science: Riccardo Patriarca, Giulio Di Gravio, Francesco CostantinoDokumen12 halamanSafety Science: Riccardo Patriarca, Giulio Di Gravio, Francesco CostantinoWidad BousfotBelum ada peringkat
- Human Factors Engineering and Flight Decl Design: Kathy H. AbbottDokumen15 halamanHuman Factors Engineering and Flight Decl Design: Kathy H. AbbottKalimiBelum ada peringkat
- TPM RCMDokumen15 halamanTPM RCMflih khadidjaBelum ada peringkat
- Reliability EngineeringDokumen31 halamanReliability Engineeringshreeram79Belum ada peringkat
- Aviation SafetyDokumen43 halamanAviation SafetyDump MeBelum ada peringkat
- 2019 June 5 Safety PresentationFinalDokumen21 halaman2019 June 5 Safety PresentationFinalHesham HamyBelum ada peringkat
- Human Factors in Aviation A SurveyDokumen4 halamanHuman Factors in Aviation A Surveymannan farzanehBelum ada peringkat
- A System of Safety Management Practices PDFDokumen14 halamanA System of Safety Management Practices PDFAnonymous FmXEu2cHxK100% (1)
- Man Machineinterfaceitscontrols 130919092609 Phpapp01Dokumen20 halamanMan Machineinterfaceitscontrols 130919092609 Phpapp01Arsal KhanBelum ada peringkat
- HumanFactors BBSDokumen26 halamanHumanFactors BBSnarasimhamurthy414Belum ada peringkat
- Human Factors-Systems Engineering and Analysis by Blanchard and FabryckyDokumen1 halamanHuman Factors-Systems Engineering and Analysis by Blanchard and FabryckyBianca TimofteBelum ada peringkat
- Safety Engineering: Felipe A. Arnejo Ii Sheila Marie C. Cagadas Jamelee S. Marzonia John Henry V. MoratallaDokumen11 halamanSafety Engineering: Felipe A. Arnejo Ii Sheila Marie C. Cagadas Jamelee S. Marzonia John Henry V. MoratallaSheila Marie CagadasBelum ada peringkat
- Extended System Engineering - Ese: Integrating Usability Engineering in System EngineeringDokumen9 halamanExtended System Engineering - Ese: Integrating Usability Engineering in System EngineeringJohns968Belum ada peringkat
- Lecture 3 هندسه بشريهDokumen7 halamanLecture 3 هندسه بشريهzqrxtbbh5pBelum ada peringkat
- A Systematic Approach For The Design of Safety Critical SystemsDokumen5 halamanA Systematic Approach For The Design of Safety Critical SystemsInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Building MaintenanceDokumen9 halamanBuilding Maintenanceive23Belum ada peringkat
- KgfgyDokumen18 halamanKgfgyArsal KhanBelum ada peringkat
- Analysis of Accidents Through The Approach of Human Error and Job Safety Analysis (JSA)Dokumen8 halamanAnalysis of Accidents Through The Approach of Human Error and Job Safety Analysis (JSA)dian puspitaBelum ada peringkat
- 13.4 Human Factors Psychology and Workplace Design - Psychology 2e - OpenStaxDokumen3 halaman13.4 Human Factors Psychology and Workplace Design - Psychology 2e - OpenStaxShadyBelum ada peringkat
- A Model For Cryptography in Information Security: Hayfaa Abdulzahra AteeDokumen3 halamanA Model For Cryptography in Information Security: Hayfaa Abdulzahra AteeerpublicationBelum ada peringkat
- The Challenges of Human Consideration in The Systems Engineering Technical ProcessesDokumen8 halamanThe Challenges of Human Consideration in The Systems Engineering Technical ProcessesVJ VijayBelum ada peringkat
- Day1-Pagi-HUMAN-FACTORS - PRESENTATION-EASA-VERSION-CORRECTION PDFDokumen62 halamanDay1-Pagi-HUMAN-FACTORS - PRESENTATION-EASA-VERSION-CORRECTION PDFTiara putriBelum ada peringkat
- MODULE-1 OverviewOfSafetyDokumen18 halamanMODULE-1 OverviewOfSafetyEdcel Merene100% (1)
- Safety Engineering: The Task of Safety EngineersDokumen6 halamanSafety Engineering: The Task of Safety EngineersEvaline Faith Tacadena BlancoBelum ada peringkat
- Human FactorsDokumen30 halamanHuman FactorsOscar David Henao Merchán100% (1)
- 1 s2.0 S0926580518304138 MainDokumen15 halaman1 s2.0 S0926580518304138 MainYona NurhalizaBelum ada peringkat
- Process Safety ManagementDokumen5 halamanProcess Safety Managementpatrickandreas77100% (2)
- Introduction To Safety: Topic 1Dokumen32 halamanIntroduction To Safety: Topic 1Nelvin Kaw Chee QingBelum ada peringkat
- The Role of Risk Management in IT Systems of Organizations: Hamid Tohidi/ Procedia Computer Science 00 (2010) 000-000Dokumen7 halamanThe Role of Risk Management in IT Systems of Organizations: Hamid Tohidi/ Procedia Computer Science 00 (2010) 000-000Anisa FitriahBelum ada peringkat
- A Field Methodology For The Control of Musculoskeletal InjuriesDokumen14 halamanA Field Methodology For The Control of Musculoskeletal InjuriesIbañez AlejandroBelum ada peringkat
- Safety ENGINEERING/Engineering SafetyDokumen39 halamanSafety ENGINEERING/Engineering SafetyAbdi Aziz Mohamed BuleBelum ada peringkat
- Methods and Tools Used in Criticality Analysis in Industrial SystemsDokumen18 halamanMethods and Tools Used in Criticality Analysis in Industrial SystemsLeandro Baran100% (1)
- Introduction To SHELLDokumen2 halamanIntroduction To SHELLNekoRacingBelum ada peringkat
- LOPA - Quantifying Human Performance in IE and IPLDokumen25 halamanLOPA - Quantifying Human Performance in IE and IPLfelisianus100% (1)
- Hazards 26 Paper 16 Determination of Alarm Safety Response TimeDokumen9 halamanHazards 26 Paper 16 Determination of Alarm Safety Response TimeRujisak MuangsongBelum ada peringkat
- 007 Kondaveeti2012Dokumen9 halaman007 Kondaveeti2012gabrielBelum ada peringkat
- Confiabilidade Humana em Sistemas Homem-MáquinaDokumen8 halamanConfiabilidade Humana em Sistemas Homem-MáquinaJonas SouzaBelum ada peringkat
- Inherently Safer Automation: Angela SummersDokumen6 halamanInherently Safer Automation: Angela Summersأحمد موريسBelum ada peringkat
- ISOFIC 2017 Jing WUDokumen10 halamanISOFIC 2017 Jing WUJinyoung ChoiBelum ada peringkat
- Maintenance EngineeringDokumen34 halamanMaintenance EngineeringpsenthilpkumarBelum ada peringkat
- The 3 Essential Capabilities Needed For Operational Risk ManagementDokumen4 halamanThe 3 Essential Capabilities Needed For Operational Risk ManagementRajAnandBelum ada peringkat
- Ebook ErgonomicsPreventionThroughDesignDokumen6 halamanEbook ErgonomicsPreventionThroughDesignHotnog MadalinBelum ada peringkat
- Resilience Engineeringssynergywith Threatand Error ManagementanoperationalisedmodelDokumen9 halamanResilience Engineeringssynergywith Threatand Error ManagementanoperationalisedmodelfegariasBelum ada peringkat
- Social Dimension of Sustainable Development - Safety and Ergonomics in Maintenance ActivitiesDokumen10 halamanSocial Dimension of Sustainable Development - Safety and Ergonomics in Maintenance ActivitiesAsh DenemBelum ada peringkat
- Human Factor Handbook PDFDokumen30 halamanHuman Factor Handbook PDFBela FirmantoyoBelum ada peringkat
- AMT Handbook Addendum Human Factors PDFDokumen30 halamanAMT Handbook Addendum Human Factors PDFAlejandro Cernas MoragaBelum ada peringkat
- Reliability Centered Maintenance - Wikipedia PDFDokumen37 halamanReliability Centered Maintenance - Wikipedia PDFEndhy Wisnu NovindraBelum ada peringkat
- Module 9.1 Notes: 1. What Is The Objectives of Human Factors Training?Dokumen6 halamanModule 9.1 Notes: 1. What Is The Objectives of Human Factors Training?Vandervock RomelusBelum ada peringkat
- Software Reliability Theory: Keywords: History Theory Random Point Process Exponential Order StatisticsDokumen43 halamanSoftware Reliability Theory: Keywords: History Theory Random Point Process Exponential Order StatisticsDebapriya MitraBelum ada peringkat
- A Systems-Theoretic Approach To The Safety Analysis in Medical Cyber-Physical SystemsDokumen8 halamanA Systems-Theoretic Approach To The Safety Analysis in Medical Cyber-Physical SystemseditorinchiefijcsBelum ada peringkat
- Safety Science: Tom P. Huck, Nadine Münch, Luisa Hornung, Christoph Ledermann, Christian WurllDokumen9 halamanSafety Science: Tom P. Huck, Nadine Münch, Luisa Hornung, Christoph Ledermann, Christian WurllDougBelum ada peringkat
- Safety EngineeringDokumen6 halamanSafety EngineeringValentin RadulescuBelum ada peringkat
- Application For Opening A New Nursery 01. Basic InformationDokumen1 halamanApplication For Opening A New Nursery 01. Basic InformationDamigo DiegoBelum ada peringkat
- Wavelet-Based Analysis of MCSA For Fault Detection in Electrical MachineDokumen33 halamanWavelet-Based Analysis of MCSA For Fault Detection in Electrical MachineDamigo DiegoBelum ada peringkat
- Failure Analysis and Intelligent Identification of CriticalDokumen26 halamanFailure Analysis and Intelligent Identification of CriticalDamigo DiegoBelum ada peringkat
- Predictive Maintenance Practices of Induction Motor: V Venkatesh, D Vamsi Krishna, KV Kalyani, D K PandaDokumen9 halamanPredictive Maintenance Practices of Induction Motor: V Venkatesh, D Vamsi Krishna, KV Kalyani, D K PandaDamigo DiegoBelum ada peringkat
- Standardization in Hydropower Projects: How, When and WhereDokumen29 halamanStandardization in Hydropower Projects: How, When and WhereDamigo DiegoBelum ada peringkat
- UntitledDokumen1 halamanUntitledDamigo DiegoBelum ada peringkat
- Modelling and Simulating The Pump of An Aerospace Electro-Hydrostatic Module For Fault Detection and Identification PurposesDokumen10 halamanModelling and Simulating The Pump of An Aerospace Electro-Hydrostatic Module For Fault Detection and Identification PurposesDamigo DiegoBelum ada peringkat
- Demonstrating A Condition MonitoringDokumen32 halamanDemonstrating A Condition MonitoringDamigo DiegoBelum ada peringkat
- Experimental and Theoretical Study of A Vane Pass Frequency For A Centrifugal PumpDokumen13 halamanExperimental and Theoretical Study of A Vane Pass Frequency For A Centrifugal PumpDamigo DiegoBelum ada peringkat
- Research On Organization-Level Safety Assurance System: Chen LeiDokumen19 halamanResearch On Organization-Level Safety Assurance System: Chen LeiDamigo DiegoBelum ada peringkat
- Research On Prediction Method of Gear PumpDokumen21 halamanResearch On Prediction Method of Gear PumpDamigo DiegoBelum ada peringkat
- Model-Based Safety and Assessment: Marco Bozzano Yiannis PapadopoulosDokumen275 halamanModel-Based Safety and Assessment: Marco Bozzano Yiannis PapadopoulosDamigo DiegoBelum ada peringkat
- A Novel Fault Diagnosis Method Based On SWT andDokumen29 halamanA Novel Fault Diagnosis Method Based On SWT andDamigo DiegoBelum ada peringkat
- Nonthermal Sterilization of Green Coconut Water For PackagingDokumen15 halamanNonthermal Sterilization of Green Coconut Water For PackagingDamigo DiegoBelum ada peringkat
- RAPTOR Felici NF2011 Reprint PDFDokumen21 halamanRAPTOR Felici NF2011 Reprint PDFDamigo DiegoBelum ada peringkat
- Preservation & Packing of Tender Coconut WaterDokumen5 halamanPreservation & Packing of Tender Coconut WaterDamigo DiegoBelum ada peringkat
- 20180514030039Dr. Rosa Rolle.13Dokumen2 halaman20180514030039Dr. Rosa Rolle.13Damigo DiegoBelum ada peringkat
- A Refreshing Beverage From Mature Coconut Water Blended With Lemon JuiceDokumen7 halamanA Refreshing Beverage From Mature Coconut Water Blended With Lemon JuiceDamigo DiegoBelum ada peringkat
- Sensors 19 05175Dokumen14 halamanSensors 19 05175Damigo DiegoBelum ada peringkat
- Coconut Water Final PDFDokumen2 halamanCoconut Water Final PDFLourdes Faith GappiBelum ada peringkat
- Transportation Research Part CDokumen20 halamanTransportation Research Part CDamigo DiegoBelum ada peringkat
- Applied Sciences: Sensitivity Analysis For Ship-to-Shore Container Crane DesignDokumen14 halamanApplied Sciences: Sensitivity Analysis For Ship-to-Shore Container Crane DesignDamigo DiegoBelum ada peringkat
- DJS HTPD16 PDFDokumen77 halamanDJS HTPD16 PDFDamigo DiegoBelum ada peringkat
- DJS HTPD16 PDFDokumen77 halamanDJS HTPD16 PDFDamigo DiegoBelum ada peringkat
- 05 PDFDokumen7 halaman05 PDFDamigo DiegoBelum ada peringkat
- An Approach For Condition Monitoring of Rolling Stock Sub-SystemsDokumen12 halamanAn Approach For Condition Monitoring of Rolling Stock Sub-SystemsDamigo DiegoBelum ada peringkat
- Ergonomic in MaintainabilityDokumen4 halamanErgonomic in MaintainabilityDamigo DiegoBelum ada peringkat
- JSA Lifting With Equipment+Load ChartDokumen13 halamanJSA Lifting With Equipment+Load ChartBoas BoetarzBelum ada peringkat
- FPAL Product Code GuideDokumen53 halamanFPAL Product Code GuideSRARBelum ada peringkat
- RE 615ANSI DNP-3 Communication Manual 065952Dokumen44 halamanRE 615ANSI DNP-3 Communication Manual 065952Papun Kumar SwainBelum ada peringkat
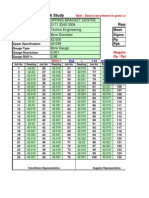
- Software For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Dokumen5 halamanSoftware For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Gurjeet SinghBelum ada peringkat
- IAS Chapter 1 EditedDokumen36 halamanIAS Chapter 1 Editedteshu wodesaBelum ada peringkat
- 10 ProgrammingParadigmsDokumen48 halaman10 ProgrammingParadigmsHải TrầnBelum ada peringkat
- COMPTIA A+ CORE 1 (220-1001) EXAM Chapter 17: Display TechnologiesDokumen2 halamanCOMPTIA A+ CORE 1 (220-1001) EXAM Chapter 17: Display TechnologiesBhushan KingeBelum ada peringkat
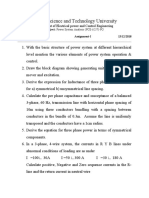
- Adama Science and Technology University: Department of Electrical Power and Control EngineeringDokumen2 halamanAdama Science and Technology University: Department of Electrical Power and Control EngineeringOkezaki TemoyoBelum ada peringkat
- Implementing DR Demings Quality PhilosophyDokumen45 halamanImplementing DR Demings Quality PhilosophyDavid del CampoBelum ada peringkat
- Azure Sphere MT3620 Development Kit Product Brief-2018-09-10Dokumen2 halamanAzure Sphere MT3620 Development Kit Product Brief-2018-09-10Engr Walley Erfan KhanBelum ada peringkat
- AssetDokumen13 halamanAssetrageendrathasBelum ada peringkat
- PTW ManualDokumen13 halamanPTW Manualkhiladikumar24Belum ada peringkat
- Fortios v7.0.0 Release NotesDokumen91 halamanFortios v7.0.0 Release NotesSandro Henrique de OliveiraBelum ada peringkat
- DS-2CD3743G1-IZUHK 4 MP IR Varifocal Dome Network Camera: Key FeaturesDokumen4 halamanDS-2CD3743G1-IZUHK 4 MP IR Varifocal Dome Network Camera: Key FeaturesSecurity STSBelum ada peringkat
- ZipmatchDokumen3 halamanZipmatchDanny CastilloBelum ada peringkat
- Coordinating Parallel Hierarchical Storage ManagemDokumen16 halamanCoordinating Parallel Hierarchical Storage ManagemAdane AbateBelum ada peringkat
- Shore ApproachDokumen5 halamanShore Approachvpandya1981Belum ada peringkat
- Get 100% Success With Certsadvice Valid Microsoft 77-420 Dumps PDFDokumen2 halamanGet 100% Success With Certsadvice Valid Microsoft 77-420 Dumps PDFMuhammad UmairBelum ada peringkat
- Vican 22 12 2020 1Dokumen650 halamanVican 22 12 2020 1Danica SoriaBelum ada peringkat
- III. Pinoy Robot GamesDokumen8 halamanIII. Pinoy Robot GamesOrtigas Aileen GraceBelum ada peringkat
- Module 7 - Bootable MediaDokumen17 halamanModule 7 - Bootable Mediajerome24diassanBelum ada peringkat
- Full Download Test Bank For Technology in Action Complete 16th Edition Evans PDF Full ChapterDokumen35 halamanFull Download Test Bank For Technology in Action Complete 16th Edition Evans PDF Full Chaptertannery.eurusp0p2b6100% (20)
- CourseDokumen11 halamanCourseIvan ElisioBelum ada peringkat
- SXE10 ECU PinoutDokumen13 halamanSXE10 ECU PinoutLeiden O'Sullivan100% (2)
- THYSSENKRUPP ElevatorDokumen3 halamanTHYSSENKRUPP Elevatorhamid taher50% (2)
- Air-Cooled Aircraft Engine Cylinders: An Evolutionary OdysseyDokumen9 halamanAir-Cooled Aircraft Engine Cylinders: An Evolutionary Odysseyyogi5guruBelum ada peringkat
- Converting KW Ton To COP or EERDokumen2 halamanConverting KW Ton To COP or EERswsw2011Belum ada peringkat
- Eureka AssessmentDokumen2 halamanEureka AssessmentTeacher EnglishBelum ada peringkat
- CSC134 Lab 4 - Introduction To MS Word (Part 3)Dokumen9 halamanCSC134 Lab 4 - Introduction To MS Word (Part 3)MUHAMMAD AIDEED RODZIBelum ada peringkat
- B.Tech CSE (CS) 5 6 Semester Session 2021-22 Scheme Syllabus FinalDokumen44 halamanB.Tech CSE (CS) 5 6 Semester Session 2021-22 Scheme Syllabus FinalAkfashion StudioBelum ada peringkat