Anda mungkin juga menyukai
- 02 - Força e Potência de CorteDokumen8 halaman02 - Força e Potência de CorteCleverton LopesBelum ada peringkat
- ISO 7730 e Conforto TermicoDokumen10 halamanISO 7730 e Conforto TermicoJJMVF100% (2)
- 1 - Calculo Da Velocidade de CorteDokumen6 halaman1 - Calculo Da Velocidade de Corteleandrosanches75% (4)
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvDari EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvBelum ada peringkat
- Catálogo Repuestos Agrale MA 8.5 PlusDokumen105 halamanCatálogo Repuestos Agrale MA 8.5 PlusmarearrietaBelum ada peringkat
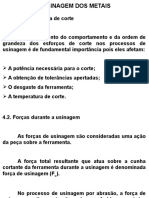
- Aula Força, Pressão, Potência e Temperatura PDFDokumen31 halamanAula Força, Pressão, Potência e Temperatura PDFMarcelo Oliveira AnastacioBelum ada peringkat
- Forças de UsinagemDokumen7 halamanForças de Usinagemdiego700Belum ada peringkat
- Parametros de Corte Torno Mec - SenaiDokumen16 halamanParametros de Corte Torno Mec - SenaiRobert Scheer100% (1)
- Forças e Potencias de CorteDokumen17 halamanForças e Potencias de CorteGabriel LimaBelum ada peringkat
- Força de Corte PDFDokumen39 halamanForça de Corte PDFJoão Maria BezerraBelum ada peringkat
- Power of The CutDokumen37 halamanPower of The CutWanderley XavierBelum ada peringkat
- ProcFabr Cap7 ForcaCorteDokumen8 halamanProcFabr Cap7 ForcaCorteHenryRSBelum ada peringkat
- 04 - Força e Potência de CorteDokumen8 halaman04 - Força e Potência de CorteLucas IsaiasBelum ada peringkat
- Analogia de Mohr e Eq 3 Momentos 160505164721Dokumen109 halamanAnalogia de Mohr e Eq 3 Momentos 160505164721Leonardo PereiraBelum ada peringkat
- Apostila de Tornearia-HorcioDokumen3 halamanApostila de Tornearia-HorcioCarlos SilvaBelum ada peringkat
- Aula 03 - Parâmetros de UsinagemDokumen22 halamanAula 03 - Parâmetros de UsinagemJuan Alves100% (1)
- Força, Energia e Potência de UsinagemDokumen32 halamanForça, Energia e Potência de UsinagemlucaszarutzkiBelum ada peringkat
- Braga Et Al., 2014Dokumen8 halamanBraga Et Al., 2014Guilherme 1234Belum ada peringkat
- 3-Forcas de Corte Na UsinagemDokumen51 halaman3-Forcas de Corte Na UsinagemHenriqueBelum ada peringkat
- Usinagem MecânicaDokumen34 halamanUsinagem Mecânicaricardo6a6zimmermannBelum ada peringkat
- TorneamentoDokumen35 halamanTorneamentoAntonio Del Carmen Mendes ManchonBelum ada peringkat
- Aula 5 - Forças e Potências de CorteDokumen25 halamanAula 5 - Forças e Potências de CorteIgor AraujoBelum ada peringkat
- Cálculo No TorneamentoDokumen5 halamanCálculo No TorneamentoBruno SilvaBelum ada peringkat
- Forças e Potências de CorteDokumen36 halamanForças e Potências de CorteClaitonBelum ada peringkat
- Aula 11 - Exercicios de Corteedobra1Dokumen17 halamanAula 11 - Exercicios de Corteedobra1Gustavo ChavesBelum ada peringkat
- Pressão Especifica de CorteDokumen12 halamanPressão Especifica de CorteLuiz SilvaBelum ada peringkat
- Força e Potência de CorteDokumen13 halamanForça e Potência de CortevictorBelum ada peringkat
- 2021 Prova de UsinagemDokumen2 halaman2021 Prova de UsinagemJoão MoraesBelum ada peringkat
- Fundamentos de UsinagemDokumen23 halamanFundamentos de UsinagemCleverton LopesBelum ada peringkat
- Potência de CorteDokumen4 halamanPotência de CorteJoão Felipe Chueh Beja100% (1)
- Apostila de Usinagem CompletaDokumen160 halamanApostila de Usinagem CompletaamorimmarianaBelum ada peringkat
- Universidade Federal Do Rio Grande - FURG Processos de Usinagem, 2020, 04274, Turma B1 - Prova 2Dokumen2 halamanUniversidade Federal Do Rio Grande - FURG Processos de Usinagem, 2020, 04274, Turma B1 - Prova 2João MoraesBelum ada peringkat
- Aula 2 Introdução e Grandezas Físicas Processo de Fabricação 1Dokumen34 halamanAula 2 Introdução e Grandezas Físicas Processo de Fabricação 1Leonardo GonçalvesBelum ada peringkat
- EM535 - Prova 2s2016Dokumen6 halamanEM535 - Prova 2s2016guilherme lacerdaBelum ada peringkat
- Aula 4 - Formacao de Cavaco 2015Dokumen43 halamanAula 4 - Formacao de Cavaco 2015Guilherme Moroni WindmullerBelum ada peringkat
- Usinagem GD - Tecnologia de ProcessoDokumen51 halamanUsinagem GD - Tecnologia de ProcessoCristianoBarretoBelum ada peringkat
- Aula 10 U 2007 1 ForcasDokumen32 halamanAula 10 U 2007 1 ForcasJhony GolombieskiBelum ada peringkat
- Modelo de Norma ISO 10816-3Dokumen13 halamanModelo de Norma ISO 10816-3Elton BarrosBelum ada peringkat
- Manual Fundam Corte Arranque de AparaDokumen24 halamanManual Fundam Corte Arranque de AparaTorcato JorgeBelum ada peringkat
- 11 - Parametros de Corte No Processo de Usinagem FresamentoDokumen13 halaman11 - Parametros de Corte No Processo de Usinagem FresamentoCris NunesBelum ada peringkat
- Apostila de Usinagem CompletaDokumen160 halamanApostila de Usinagem Completarusmn4100% (3)
- Processo de Estampagem FinalDokumen74 halamanProcesso de Estampagem FinalhamiltonnovaisBelum ada peringkat
- Manual Técnico DormerDokumen145 halamanManual Técnico DormerLeandro Michels Justi100% (3)
- Pv1-Usinagem2sem20 Joao Augusto Da Costa Terilli - Joao Vitor de OliveiraDokumen6 halamanPv1-Usinagem2sem20 Joao Augusto Da Costa Terilli - Joao Vitor de OliveiragustavoBelum ada peringkat
- 2 TorneamentoDokumen23 halaman2 TorneamentoDaniel Theodoro BrianoBelum ada peringkat
- Impressao2 PDFDokumen21 halamanImpressao2 PDFOrtega CristianoBelum ada peringkat
- Ferramentas de CorteDokumen50 halamanFerramentas de CortejonathasBelum ada peringkat
- Exame Final2010.1-1Dokumen3 halamanExame Final2010.1-1Fabrycio Érico de MedeirosBelum ada peringkat
- Aula 17 U 2007 1 FuracaoDokumen87 halamanAula 17 U 2007 1 FuracaoPaula OliveiraBelum ada peringkat
- Trabalho de UsinagemDokumen2 halamanTrabalho de UsinagemJosepe Franco GerentBelum ada peringkat
- Aulas-Usinagem Convencional IIDokumen81 halamanAulas-Usinagem Convencional IIPedro Kenji OrikassaBelum ada peringkat
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDari EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoBelum ada peringkat
- Dispersão de temperatura em geradores fotovoltaicos: impacto nas perdas por mismatch e na caracterização de módulos fotovoltaicos a sol realDari EverandDispersão de temperatura em geradores fotovoltaicos: impacto nas perdas por mismatch e na caracterização de módulos fotovoltaicos a sol realBelum ada peringkat
- Desenvolvendo Projetos Programados Em C Para Mcu Psoc Volume ÚnicoDari EverandDesenvolvendo Projetos Programados Em C Para Mcu Psoc Volume ÚnicoBelum ada peringkat
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxxDari EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XxxBelum ada peringkat
- Desenvolvendo Projetos Programados Em C Para Mcu Z80 Volume ÚnicoDari EverandDesenvolvendo Projetos Programados Em C Para Mcu Z80 Volume ÚnicoBelum ada peringkat
- Din Maq Analise Dinamica FinalDokumen64 halamanDin Maq Analise Dinamica FinalalehandroBelum ada peringkat
- Seminário 1Dokumen29 halamanSeminário 1Sarah B. LopesBelum ada peringkat
- Poluio SonoraDokumen35 halamanPoluio SonoraSarah B. LopesBelum ada peringkat
- Tutorial ANSYSDokumen31 halamanTutorial ANSYSBruno Vilas BoasBelum ada peringkat
- 2006 2 Pmbok-EscopoDokumen11 halaman2006 2 Pmbok-EscopoSarah B. LopesBelum ada peringkat
- Documento em BrancoDokumen1 halamanDocumento em BrancoSarah B. LopesBelum ada peringkat
- Perfilados ComerciaisDokumen7 halamanPerfilados ComerciaisSarah B. LopesBelum ada peringkat
- Elementos 2Dokumen9 halamanElementos 2Sarah B. LopesBelum ada peringkat
- 2006 2 Pmbok-EscopoDokumen73 halaman2006 2 Pmbok-EscopoSarah B. LopesBelum ada peringkat
- Poluio SonoraDokumen35 halamanPoluio SonoraSarah B. LopesBelum ada peringkat
- Aula 03 Força, Pressão, Potência e Temperatura SEM-0534 2017 PDFDokumen31 halamanAula 03 Força, Pressão, Potência e Temperatura SEM-0534 2017 PDFSarah B. LopesBelum ada peringkat
- Desenvolvimento de Uma Bancada para Avalia o de Package Veicular Integrando Realidade Virtual e Valida o Ergon MicaDokumen91 halamanDesenvolvimento de Uma Bancada para Avalia o de Package Veicular Integrando Realidade Virtual e Valida o Ergon MicaSarah B. LopesBelum ada peringkat
- 2006 2 Pmbok-EscopoDokumen73 halaman2006 2 Pmbok-EscopoSarah B. LopesBelum ada peringkat
- Din Maq Analise Dinamica FinalDokumen64 halamanDin Maq Analise Dinamica FinalalehandroBelum ada peringkat
- Aula 8 ManejoDokumen14 halamanAula 8 ManejoSarah B. LopesBelum ada peringkat
- Aula 8 ManejoDokumen40 halamanAula 8 ManejoSarah B. LopesBelum ada peringkat
- EdinilsonAlvesCosta 13004212 POSMEC PDFDokumen116 halamanEdinilsonAlvesCosta 13004212 POSMEC PDFSarah B. LopesBelum ada peringkat
- NBR 6401 NB 10 - Instalacoes Centrais de Ar Condicionado para Conforto - para Metros Basicos de ProjetoDokumen17 halamanNBR 6401 NB 10 - Instalacoes Centrais de Ar Condicionado para Conforto - para Metros Basicos de Projetogustavo0a100100% (2)
- ISO 7730 e Conforto TermicoDokumen1 halamanISO 7730 e Conforto TermicoSarah B. LopesBelum ada peringkat
- Fadiga Mec Sol IIIDokumen9 halamanFadiga Mec Sol IIISarah B. LopesBelum ada peringkat
- Cartaz Estgio TreDokumen1 halamanCartaz Estgio TreSarah B. LopesBelum ada peringkat
- A Transformac 20172Dokumen12 halamanA Transformac 20172Sarah B. LopesBelum ada peringkat
- Aula 8 ManejoDokumen14 halamanAula 8 ManejoSarah B. LopesBelum ada peringkat
- Desenvolvimento de Uma Bancada para Avalia o de Package Veicular Integrando Realidade Virtual e Valida o Ergon MicaDokumen91 halamanDesenvolvimento de Uma Bancada para Avalia o de Package Veicular Integrando Realidade Virtual e Valida o Ergon MicaSarah B. LopesBelum ada peringkat
- Apres7 Leis ParedeDokumen17 halamanApres7 Leis ParedeSarah B. LopesBelum ada peringkat
- 2015 Adriana Borges Dos SantosDokumen64 halaman2015 Adriana Borges Dos SantosSarah B. LopesBelum ada peringkat
- Capitulo 4Dokumen32 halamanCapitulo 4Sarah B. LopesBelum ada peringkat
- QUESTIONÁRIODokumen1 halamanQUESTIONÁRIOSarah B. LopesBelum ada peringkat
- Rogério Moreira OrruteaDokumen226 halamanRogério Moreira OrruteaAgnaldo AfsBelum ada peringkat
- Trabalho Semestral RennanDokumen3 halamanTrabalho Semestral RennanRennan BrancoBelum ada peringkat
- Apostila Guitarra Completa PDFDokumen34 halamanApostila Guitarra Completa PDFJonathan Smith71% (14)
- Zinc Clad 61 BRDokumen2 halamanZinc Clad 61 BRMarineide SantanaBelum ada peringkat
- ProvaDokumen3 halamanProvaElves SilvaBelum ada peringkat
- 1 Atividade Online Prova Do Dia 12-05-9Dokumen6 halaman1 Atividade Online Prova Do Dia 12-05-9chapolinpaulojr2912Belum ada peringkat
- 3 Avaliação Formativa: CadernoDokumen26 halaman3 Avaliação Formativa: CadernoGilson Fideles de OliveiraBelum ada peringkat
- Comando PingDokumen3 halamanComando PingfinaseeBelum ada peringkat
- Matéria - Propriedades Gerais e EspecíficasDokumen30 halamanMatéria - Propriedades Gerais e EspecíficasrobsomnetiBelum ada peringkat
- F - 2 Cinematica-Mov CurvDokumen1 halamanF - 2 Cinematica-Mov CurvSidónio EusébioBelum ada peringkat
- A História Da Matemática Como Metodologia de EnsinoDokumen7 halamanA História Da Matemática Como Metodologia de EnsinoLucas FerreiraBelum ada peringkat
- CV - Luiz Otavio-AtualDokumen3 halamanCV - Luiz Otavio-AtualLuiz Otávio PrevedelBelum ada peringkat
- Plano de Ensino Metrologia e InstrumentacaoDokumen4 halamanPlano de Ensino Metrologia e InstrumentacaoMauricio VeberBelum ada peringkat
- Aula 03 - Exercicios - Interface Grafica 1Dokumen7 halamanAula 03 - Exercicios - Interface Grafica 1Lucas SilvaBelum ada peringkat
- Treinamento Comportamento Seguro Operador Empilhadeira - SEGSEMPREDokumen57 halamanTreinamento Comportamento Seguro Operador Empilhadeira - SEGSEMPREBruce Domingues de PaulaBelum ada peringkat
- Apostila Modelagem de Dados IDokumen38 halamanApostila Modelagem de Dados IkaizerslawtenBelum ada peringkat
- Fluxograma PelotizaçãoDokumen1 halamanFluxograma PelotizaçãoJu CottaBelum ada peringkat
- Apostila ESSA 2017-2018 Completa-1-2 PDFDokumen464 halamanApostila ESSA 2017-2018 Completa-1-2 PDFGabriel71% (7)
- Cat C3 A1logo 20brakematic PDFDokumen66 halamanCat C3 A1logo 20brakematic PDFJefferson KennedyBelum ada peringkat
- Circuitos SequenciaisDokumen35 halamanCircuitos Sequenciaisfrankcisco180% (1)
- Exercicios - FundiçãoDokumen3 halamanExercicios - FundiçãoRenata Thebaldi100% (1)
- Datasheet Lge Afff Ar 3 3 HC Ar Tp5Dokumen3 halamanDatasheet Lge Afff Ar 3 3 HC Ar Tp5Franco LealBelum ada peringkat
- Apostila HidrologiaDokumen274 halamanApostila Hidrologiasofialc100% (2)
- UntitledDokumen314 halamanUntitledChristiane MenezesBelum ada peringkat
- Trabalho de Biologia 3Dokumen3 halamanTrabalho de Biologia 3João VictorBelum ada peringkat
- Evaporação Do Caldo ResumoDokumen2 halamanEvaporação Do Caldo ResumoRaniel Gomes AlexandreBelum ada peringkat
- ÓxidosDokumen7 halamanÓxidosFale Art'sBelum ada peringkat
- Ficha Química 8º AnoDokumen4 halamanFicha Química 8º Anogorete71100% (2)
- Sulzer-Abs - Piranha PTDokumen4 halamanSulzer-Abs - Piranha PTMacchi_RJBelum ada peringkat