Anda mungkin juga menyukai
- Gas Turbine MaterialsDokumen15 halamanGas Turbine MaterialsTemesgen Debelo DesissaBelum ada peringkat
- Weld Repair of Steam Turbine Rotor With 12 CR WeldDokumen5 halamanWeld Repair of Steam Turbine Rotor With 12 CR Weldsemarasik_651536604Belum ada peringkat
- Steam Turbines Mechanical Drive Applications 1 160 MWDokumen8 halamanSteam Turbines Mechanical Drive Applications 1 160 MWKalai SelvanBelum ada peringkat
- USC Steam Turbine TechnologyDokumen17 halamanUSC Steam Turbine TechnologyteijarajBelum ada peringkat
- 3 Experience and Case Studies 12.5.05Dokumen3 halaman3 Experience and Case Studies 12.5.05Sikander Girgoukar100% (1)
- Turbine Blade ManufacturingDokumen4 halamanTurbine Blade ManufacturingnivasssvBelum ada peringkat
- MHPS Large Frame F Series Gas Turbine PDFDokumen8 halamanMHPS Large Frame F Series Gas Turbine PDFI Wayan Arimbawa100% (1)
- Some Advantages of Welding Turbine Rotors PDFDokumen10 halamanSome Advantages of Welding Turbine Rotors PDFAli VarmazyarBelum ada peringkat
- Structural and Thermal Analysis On Gas Turbine Blade Using Solid WorksDokumen4 halamanStructural and Thermal Analysis On Gas Turbine Blade Using Solid WorksSeth Ferrara100% (1)
- A Brief Presentation To Steam TurbineDokumen194 halamanA Brief Presentation To Steam TurbineHammad Naeem100% (1)
- Geothermal Turbines - A Maintainer's PerspectiveDokumen10 halamanGeothermal Turbines - A Maintainer's Perspectiveale sepulvedaBelum ada peringkat
- Edoc - Pub - Steam Turbine Inspection Bhel PDFDokumen26 halamanEdoc - Pub - Steam Turbine Inspection Bhel PDFKarthikeyanBelum ada peringkat
- Development of Steam DrumDokumen8 halamanDevelopment of Steam DrumRaja SellappanBelum ada peringkat
- Solid Particle Erosion and Mechanical DamageDokumen5 halamanSolid Particle Erosion and Mechanical DamageCarlos ToscanoBelum ada peringkat
- Steam-Turbines 2 PDFDokumen2 halamanSteam-Turbines 2 PDFGaneshsikarwarBelum ada peringkat
- Submerged Arc Weld Restoration of Steam Turbine Rotors Using PDFDokumen16 halamanSubmerged Arc Weld Restoration of Steam Turbine Rotors Using PDFRafael Garcia IllescasBelum ada peringkat
- Comparison Between Single&multi Shaft Turbine PDFDokumen12 halamanComparison Between Single&multi Shaft Turbine PDFcobrasrkBelum ada peringkat
- 60 Steam Turbine ManagementDokumen25 halaman60 Steam Turbine ManagementLTE002100% (1)
- BladeProTM: ANSYS-Based Turbine Blade Analysis SystemDokumen19 halamanBladeProTM: ANSYS-Based Turbine Blade Analysis SystemParvin SurwadeBelum ada peringkat
- ManufProc 4 BulkFormingDokumen96 halamanManufProc 4 BulkFormingHannan yusuf KhanBelum ada peringkat
- Ceramic Coatings Improve Boiler Reliability and PerformanceDokumen8 halamanCeramic Coatings Improve Boiler Reliability and PerformancedocturboBelum ada peringkat
- Steam Turbine Diaphragm Repair StrategyDokumen8 halamanSteam Turbine Diaphragm Repair StrategyEliyanto E BudiartoBelum ada peringkat
- Gas Turbine Heat Transfer Ten Remaining Hot Gas Path ChallengesDokumen9 halamanGas Turbine Heat Transfer Ten Remaining Hot Gas Path Challengeseankibo100% (1)
- Optimization of A Highly Stressed Radial Compressor Impeller OptislangDokumen42 halamanOptimization of A Highly Stressed Radial Compressor Impeller OptislangticklinBelum ada peringkat
- Fireside Corrosion Resistance of Advanced MaterialsDokumen13 halamanFireside Corrosion Resistance of Advanced Materialscarl2001Belum ada peringkat
- Corrosion Performance of Alloys in Coal Combustion EnvironmentsDokumen11 halamanCorrosion Performance of Alloys in Coal Combustion Environmentsdealer82Belum ada peringkat
- GSC Steam Turbine CastingsDokumen10 halamanGSC Steam Turbine CastingsJozsef MagyariBelum ada peringkat
- Rotor Dynamics of Aircraft Gas Turbine EnginesDokumen5 halamanRotor Dynamics of Aircraft Gas Turbine EnginesfengrotorBelum ada peringkat
- A Review of Aerodynamically Induced Forces Acting On Centrifugal Compressors, and Resulting Vibration Characteristics of RotorsDokumen18 halamanA Review of Aerodynamically Induced Forces Acting On Centrifugal Compressors, and Resulting Vibration Characteristics of RotorsThiMinhKhuyenBelum ada peringkat
- Gorni SFHTHandbook PDFDokumen218 halamanGorni SFHTHandbook PDFCristóbal BustamanteBelum ada peringkat
- Steam Turbine Products: GE EnergyDokumen16 halamanSteam Turbine Products: GE Energyrewr5345100% (1)
- Study of Manufacturing of Gas TurbineDokumen33 halamanStudy of Manufacturing of Gas TurbineSalman MohammedBelum ada peringkat
- Hot Working of Metals PresentationDokumen27 halamanHot Working of Metals PresentationRommel Blanco100% (1)
- New Parts Manufacturing Equivalent To GE MS6001FA SULTZER 17 JUNDokumen2 halamanNew Parts Manufacturing Equivalent To GE MS6001FA SULTZER 17 JUNcristobal_tl2277Belum ada peringkat
- ThermallySprayedAbradableCoatings 2012.10Dokumen9 halamanThermallySprayedAbradableCoatings 2012.10Thanaraj SanmughamBelum ada peringkat
- Elliot CompressorsDokumen12 halamanElliot Compressorsmatteo2009Belum ada peringkat
- Gas Turbine Blade CoatingsDokumen1 halamanGas Turbine Blade CoatingsshamsBelum ada peringkat
- Meraj Engineering - CatalogueDokumen29 halamanMeraj Engineering - CatalogueMohammad Iqbal KhanBelum ada peringkat
- An Introduction to FRP Composites for ConstructionDokumen77 halamanAn Introduction to FRP Composites for ConstructionMohamed KhalilBelum ada peringkat
- APD Dynamic StressesDokumen11 halamanAPD Dynamic StressesadehriyaBelum ada peringkat
- Technical Material-Mechanical PDFDokumen256 halamanTechnical Material-Mechanical PDFpalaniBelum ada peringkat
- Helium Turbomachinery Operating Experience From Gas Turbine Power PlantsDokumen35 halamanHelium Turbomachinery Operating Experience From Gas Turbine Power PlantsLarry SmithBelum ada peringkat
- Combustion Inspection Elimination KitDokumen2 halamanCombustion Inspection Elimination KitP_DaviesBelum ada peringkat
- Experimental and Numerical Investigations On The Leakage Flow Characteristics of The Labyrinth Brush SealDokumen10 halamanExperimental and Numerical Investigations On The Leakage Flow Characteristics of The Labyrinth Brush SealНиколайBelum ada peringkat
- Seminar - TBCDokumen17 halamanSeminar - TBCTosif MansuriBelum ada peringkat
- TurboTalk Vol11Dokumen12 halamanTurboTalk Vol11Prastowo PriyatmokoBelum ada peringkat
- Lesson 7 NumericalsDokumen11 halamanLesson 7 Numericalssurya kiranBelum ada peringkat
- Türbin Seal SistemleriDokumen72 halamanTürbin Seal SistemleriJoseph100% (1)
- Structural Analysis of Multi-Plate ClutchDokumen5 halamanStructural Analysis of Multi-Plate ClutchseventhsensegroupBelum ada peringkat
- BB73-8.7m2 LP TurbineDokumen2 halamanBB73-8.7m2 LP TurbineMan HumanBelum ada peringkat
- Metal FormingDokumen80 halamanMetal Formingashok PradhanBelum ada peringkat
- Poster SGT-2000E Series - Nov16Dokumen1 halamanPoster SGT-2000E Series - Nov16nasr305Belum ada peringkat
- Erosion in TurbomachinaryDokumen11 halamanErosion in TurbomachinaryJulio Herrera Venegas100% (1)
- Asme Sa 199 Grade t11 TubesDokumen1 halamanAsme Sa 199 Grade t11 TubesFerroPipEBelum ada peringkat
- Gas TurbineDokumen51 halamanGas TurbineratchagarajaBelum ada peringkat
- Materials For Gas Turbines An Overview: November 2011Dokumen23 halamanMaterials For Gas Turbines An Overview: November 2011MahsaBelum ada peringkat
- Turbine Parts and MaterialsDokumen8 halamanTurbine Parts and Materialsdheerudu100% (1)
- All Composite EngineDokumen12 halamanAll Composite EngineRakan KazmiBelum ada peringkat
- Titanium Application: 0 1 Aerospace 0 2 Military 0 3 Vehicle 0 4 ShipbuildingDokumen38 halamanTitanium Application: 0 1 Aerospace 0 2 Military 0 3 Vehicle 0 4 ShipbuildingvinodhpulsBelum ada peringkat
- Andaradhi Nararya 1206291992Dokumen17 halamanAndaradhi Nararya 1206291992Andaradhi NararyaBelum ada peringkat
- Energy Scan Issue 34Dokumen11 halamanEnergy Scan Issue 34adepaul62Belum ada peringkat
- Reliability, Efficiency, Environment and Safety in Thermal Power GenerationDokumen28 halamanReliability, Efficiency, Environment and Safety in Thermal Power Generationadepaul62Belum ada peringkat
- Reliability, Efficiency, Environment and Safety in Thermal Power GenerationDokumen28 halamanReliability, Efficiency, Environment and Safety in Thermal Power Generationadepaul62Belum ada peringkat
- Reliability, Efficiency, Environment and Safety in Thermal Power GenerationDokumen28 halamanReliability, Efficiency, Environment and Safety in Thermal Power Generationadepaul62Belum ada peringkat
- Wattgate 381 Audio Grade Duplex Socket - y CableDokumen20 halamanWattgate 381 Audio Grade Duplex Socket - y Cableapi-11530725100% (1)
- CQ B TECHNIQUESDokumen37 halamanCQ B TECHNIQUESeddie6355100% (3)
- Design Basis Events FOR Pressurised Heavy Water Reactor: Aerb Safety Guide No - Aerb/Sg/D-5Dokumen36 halamanDesign Basis Events FOR Pressurised Heavy Water Reactor: Aerb Safety Guide No - Aerb/Sg/D-5Anuj DeoBelum ada peringkat
- Pic24fj256ga705 Family Data Sheet Ds30010118eDokumen424 halamanPic24fj256ga705 Family Data Sheet Ds30010118eD GzHzBelum ada peringkat
- Therapeutic Drug Monitoring GuideDokumen12 halamanTherapeutic Drug Monitoring GuidePromise NcubeBelum ada peringkat
- WK-3508F IPTV Gateway DatasheetDokumen7 halamanWK-3508F IPTV Gateway DatasheetComunidad Tecnolibre.netBelum ada peringkat
- Laplace Transform AssignmentDokumen1 halamanLaplace Transform AssignmentMohamad DuhokiBelum ada peringkat
- Week 2 - Risk AssessmentDokumen35 halamanWeek 2 - Risk AssessmentTahir BashirBelum ada peringkat
- D-Glucitol (420i) Dextrose MonohydrateDokumen3 halamanD-Glucitol (420i) Dextrose MonohydrateSilvia Melendez HBelum ada peringkat
- PHD Call - TCD - Micha Ruhl - PHD Project Short DescriptionDokumen2 halamanPHD Call - TCD - Micha Ruhl - PHD Project Short DescriptionabuzarBelum ada peringkat
- PHYSICS - Quiz Bee ReviewerDokumen2 halamanPHYSICS - Quiz Bee ReviewerMikhaela Nazario100% (3)
- Picard's Existence and Uniqueness TheoremDokumen2 halamanPicard's Existence and Uniqueness Theoremmanjoy dasBelum ada peringkat
- Minicap FTC260, FTC262: Technical InformationDokumen20 halamanMinicap FTC260, FTC262: Technical InformationAmanda PorterBelum ada peringkat
- Lab 7 Activities Sheet Winter 2020Dokumen7 halamanLab 7 Activities Sheet Winter 2020Mareline MendietaBelum ada peringkat
- M.E. (Mechanical - Heat Power Engineering) SyllabusDokumen37 halamanM.E. (Mechanical - Heat Power Engineering) SyllabusKapil KotangaleBelum ada peringkat
- 2G Call FlowDokumen71 halaman2G Call Flowm191084Belum ada peringkat
- Energy Monitoring With Ultrasonic Flow MetersDokumen35 halamanEnergy Monitoring With Ultrasonic Flow MetersViswa NathanBelum ada peringkat
- Tabel Benkelman Beam Baru - AsisDokumen21 halamanTabel Benkelman Beam Baru - AsisAsisBelum ada peringkat
- Planning Installation and Configuration Guide For Windows PDFDokumen228 halamanPlanning Installation and Configuration Guide For Windows PDFmmilovanmBelum ada peringkat
- ADAMHAND8A4Dokumen11 halamanADAMHAND8A4Elker José Camargo100% (1)
- Lynn Waterhouse - Critique On Multiple IntelligenceDokumen20 halamanLynn Waterhouse - Critique On Multiple IntelligencenkrontirBelum ada peringkat
- Caffeine Extraction 1 PDFDokumen25 halamanCaffeine Extraction 1 PDFShanay ShahBelum ada peringkat
- 6013 GCS-CONTROLS enDokumen5 halaman6013 GCS-CONTROLS enMuhammad SyaqirinBelum ada peringkat
- PLOTINUS: On Beauty (Essay On The Beautiful)Dokumen12 halamanPLOTINUS: On Beauty (Essay On The Beautiful)Frederic LecutBelum ada peringkat
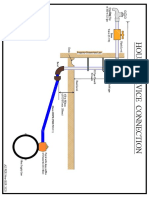
- House Service Connection NEW BSR 2020-1Dokumen1 halamanHouse Service Connection NEW BSR 2020-1Deshraj BairwaBelum ada peringkat
- RUDDER PLATING DIAGRAMDokumen1 halamanRUDDER PLATING DIAGRAMMuhammad Ilham AlfiansyahBelum ada peringkat
- Introduction To The Philosophy of Science First PartDokumen138 halamanIntroduction To The Philosophy of Science First PartChandra Sekhar Sahu100% (1)
- Connorized Classical CatalogDokumen37 halamanConnorized Classical CatalogPablo Olea RodríguezBelum ada peringkat
- Curriculum Vitae of Masilo ModibaDokumen11 halamanCurriculum Vitae of Masilo Modibalevy2011Belum ada peringkat
- The Evolution of Order DiprotodontiaDokumen35 halamanThe Evolution of Order DiprotodontiaMarianne Michelle Quiambao de la RosaBelum ada peringkat