Anda mungkin juga menyukai
- Model AR2 Assembly ManualDokumen68 halamanModel AR2 Assembly ManualDreyer1416100% (1)
- Manual - AR2 Robot Arm AssemblyDokumen67 halamanManual - AR2 Robot Arm AssemblyMohammad NasutionBelum ada peringkat
- Prusa I3 Build Document by 3D Printer Czar PDFDokumen29 halamanPrusa I3 Build Document by 3D Printer Czar PDFlasersmartBelum ada peringkat
- Manual - AR2 Robot Arm AssemblyDokumen53 halamanManual - AR2 Robot Arm AssemblyNelson Rey Laura0% (1)
- (Filmmaking Technique) - CAMERA STABILIZER PLANS, STEADY, STEADI, STEADICAM, STEDYDokumen81 halaman(Filmmaking Technique) - CAMERA STABILIZER PLANS, STEADY, STEADI, STEADICAM, STEDYTaproot Photog100% (1)
- Axl 6 141 WebDokumen26 halamanAxl 6 141 Webmiguelsalazarhome88Belum ada peringkat
- Shapeoko 3 - Assembly GuideDokumen37 halamanShapeoko 3 - Assembly GuidePedro RoccaBelum ada peringkat
- GENMITSU CNC ROUTER 3018 USER MANUALDokumen26 halamanGENMITSU CNC ROUTER 3018 USER MANUALFernando MarcanoBelum ada peringkat
- Portabee 3D Assembly InstructionsDokumen84 halamanPortabee 3D Assembly InstructionsbillyboyclydeBelum ada peringkat
- Mikado LOGO 550SE ManualDokumen13 halamanMikado LOGO 550SE Manualr521999Belum ada peringkat
- AMT-102 encoder and J5 motor installation settingsDokumen163 halamanAMT-102 encoder and J5 motor installation settingsAlexandre PeixotoBelum ada peringkat
- John Deere 27Czts Compact Excavator Service Repair Manual (TM2053)Dokumen17 halamanJohn Deere 27Czts Compact Excavator Service Repair Manual (TM2053)laopaodunBelum ada peringkat
- Prusa I3 Achatz Edition Frame Kit ManualDokumen34 halamanPrusa I3 Achatz Edition Frame Kit ManualLászló BogárdiBelum ada peringkat
- Anin RobotDokumen21 halamanAnin RobotZall Boed-zilsBelum ada peringkat
- Mikado LOGO 600SE ManualDokumen13 halamanMikado LOGO 600SE Manualr521999Belum ada peringkat
- Hypercube 3D Printer Using RatRig Frame KitDokumen13 halamanHypercube 3D Printer Using RatRig Frame KitceovcdkqgdheqgauwaBelum ada peringkat
- Ender3 XZ BeltZ Build GuideDokumen12 halamanEnder3 XZ BeltZ Build GuideSeverino Campos BravoBelum ada peringkat
- Build Manual for Reprap Prusa i3 3D Printer FrameDokumen26 halamanBuild Manual for Reprap Prusa i3 3D Printer FrameEuclides RezendeBelum ada peringkat
- VZ235 Assembly ManualDokumen56 halamanVZ235 Assembly ManualViorel ParaBelum ada peringkat
- Manual Rosq - enDokumen10 halamanManual Rosq - enRobinson JimenezBelum ada peringkat
- Prusa I3 Build Document by 3D Printer CzarDokumen29 halamanPrusa I3 Build Document by 3D Printer CzarlasersmartBelum ada peringkat
- Parts Manual Rexel Shredder 1400 & 4000Dokumen24 halamanParts Manual Rexel Shredder 1400 & 4000Raltec Ltd100% (2)
- Manual - AR4 Travel TrackDokumen22 halamanManual - AR4 Travel TrackKshitijBelum ada peringkat
- Assembly & User Guide: By: Henry Arnold Jonathan KDokumen84 halamanAssembly & User Guide: By: Henry Arnold Jonathan KJonny MotaBelum ada peringkat
- HKS 2JZ CoilDokumen19 halamanHKS 2JZ CoilernestoBelum ada peringkat
- Catalogo de Metales Cigueñal-Biela PDFDokumen43 halamanCatalogo de Metales Cigueñal-Biela PDFAlex Xavier Malasquez LeónBelum ada peringkat
- V-Slot Corexy 3D Printer: Assembly InstructionsDokumen21 halamanV-Slot Corexy 3D Printer: Assembly InstructionsCuong Nguyen VanBelum ada peringkat
- 1984 Johnson Evinrude 2 Thru V-6 Service Manual PN 394607 PDFDokumen8 halaman1984 Johnson Evinrude 2 Thru V-6 Service Manual PN 394607 PDFChrisStainton11% (18)
- R22 Slip-On Exhaust Boosts GSX-R1000 PerformanceDokumen6 halamanR22 Slip-On Exhaust Boosts GSX-R1000 PerformanceDaniel MartínBelum ada peringkat
- LG-6001 Lead Gage: Operation ManualDokumen24 halamanLG-6001 Lead Gage: Operation ManualSukumarBelum ada peringkat
- MYSWEETY CNC Router 3018PRO-User ManualDokumen30 halamanMYSWEETY CNC Router 3018PRO-User Manualmacaar ibrahimBelum ada peringkat
- Metal Plus (Model 1412) : Written By: Brook DrummDokumen30 halamanMetal Plus (Model 1412) : Written By: Brook DrummEmmanuel LeggeriBelum ada peringkat
- Installation Guide: P802Q Series 3D Printer ModelsDokumen58 halamanInstallation Guide: P802Q Series 3D Printer ModelspazolaBelum ada peringkat
- FT1390-2-9-500 Crimp MachineDokumen8 halamanFT1390-2-9-500 Crimp MachineJulián Ricardo RodriguezBelum ada peringkat
- Ripsaw With Safety Manual GasDokumen18 halamanRipsaw With Safety Manual Gasfire campBelum ada peringkat
- FolgerTech 2020 I3 Build Manual Rev ADokumen40 halamanFolgerTech 2020 I3 Build Manual Rev ASean WangBelum ada peringkat
- Yamaha Yzf-R6 1999-2000 Installation GuidelinesDokumen1 halamanYamaha Yzf-R6 1999-2000 Installation GuidelinesrfffffBelum ada peringkat
- KMC Assembly InstructionDokumen12 halamanKMC Assembly Instructionlojzemulec5966Belum ada peringkat
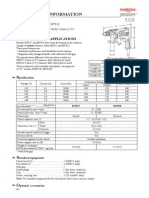
- Manual Da Furadeira MakitaDokumen10 halamanManual Da Furadeira Makitaani_matrixx4733Belum ada peringkat
- Whyte - 146-T-120-E-120 Supplementary Service Manual Edn1Dokumen16 halamanWhyte - 146-T-120-E-120 Supplementary Service Manual Edn1Jamie WatsonBelum ada peringkat
- Rewind Motor BrushlessDokumen11 halamanRewind Motor Brushlesssharingiscaring69Belum ada peringkat
- 3 D Printer ManualDokumen14 halaman3 D Printer ManualyuliantoBelum ada peringkat
- Prusa Mendel Iteration 2 Documentation: Thingdoc November 16, 2011Dokumen13 halamanPrusa Mendel Iteration 2 Documentation: Thingdoc November 16, 2011Mr. KBelum ada peringkat
- Tooling Standard (Die Casting)Dokumen39 halamanTooling Standard (Die Casting)Kmilo GiraldoBelum ada peringkat
- Compact Pet Filament MachineDokumen13 halamanCompact Pet Filament Machineaex853120Belum ada peringkat
- Build GuideDokumen61 halamanBuild GuideAdam MichalskiBelum ada peringkat
- Instructions CompleteDokumen65 halamanInstructions CompleteArifBelum ada peringkat
- King Quad 700 Tips 101 Ver 1.2Dokumen36 halamanKing Quad 700 Tips 101 Ver 1.2Andy House100% (1)
- 1326AB Motor Junction Box: Installation InstructionsDokumen8 halaman1326AB Motor Junction Box: Installation InstructionsNelson MartinezBelum ada peringkat
- Clutch-Brake Coupling: Stationary Field Bearing Mounted Pin Drive Model 308Dokumen2 halamanClutch-Brake Coupling: Stationary Field Bearing Mounted Pin Drive Model 308ElectromateBelum ada peringkat
- Casing Scraper ManualDokumen8 halamanCasing Scraper ManualMinnyeong YoonBelum ada peringkat
- MPCNC Assembly Instructions v0.2Dokumen15 halamanMPCNC Assembly Instructions v0.2Cornelius CockburnBelum ada peringkat
- Genmitsu - 4030XLPROVer MANUALv1.01Dokumen39 halamanGenmitsu - 4030XLPROVer MANUALv1.01abunom48Belum ada peringkat
- Yanmar 4tne88 TNE Series PDFDokumen15 halamanYanmar 4tne88 TNE Series PDFluna281068Belum ada peringkat
- Thy 630y Inst Rev CDokumen6 halamanThy 630y Inst Rev ChavvkxjBelum ada peringkat
- Bearings For Siemens MotorsDokumen1 halamanBearings For Siemens MotorspankajBelum ada peringkat
- Prompting Science and Engineering Students in Practical TrigonometryDari EverandPrompting Science and Engineering Students in Practical TrigonometryBelum ada peringkat
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- Optimize your online presence with SEO tips for effective website contentDokumen1 halamanOptimize your online presence with SEO tips for effective website contentZall Boed-zilsBelum ada peringkat
- Latihan 1Dokumen1 halamanLatihan 1Zall Boed-zilsBelum ada peringkat
- G-Series, SL-Series & B-Series Electric Convection Ovens: Owner's ManualDokumen48 halamanG-Series, SL-Series & B-Series Electric Convection Ovens: Owner's ManualZall Boed-zilsBelum ada peringkat
- Miniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting RodDokumen1 halamanMiniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting RodZall Boed-zilsBelum ada peringkat
- TemplateDokumen1 halamanTemplateZall Boed-zilsBelum ada peringkat
- Installation, Operating & Service Manual: Master Series Heavy Duty Ranges, Fryers & BroilersDokumen34 halamanInstallation, Operating & Service Manual: Master Series Heavy Duty Ranges, Fryers & BroilersZall Boed-zilsBelum ada peringkat
- Engineering drawing title under 40 charsDokumen1 halamanEngineering drawing title under 40 charsZall Boed-zilsBelum ada peringkat
- Miniature Model Engine: ReleasedDokumen1 halamanMiniature Model Engine: ReleasedZall Boed-zilsBelum ada peringkat
- Miniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting RodDokumen1 halamanMiniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting RodZall Boed-zilsBelum ada peringkat
- Miniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting Rod HubDokumen1 halamanMiniature Model Engine 6 Cylinder - Radial Engine (Pneumatic) Connecting Rod HubZall Boed-zilsBelum ada peringkat
- OEE - Increasing System EfficiencyDokumen4 halamanOEE - Increasing System EfficiencyZall Boed-zilsBelum ada peringkat
- Downline Personal Marketing CeekhaDokumen194 halamanDownline Personal Marketing CeekhaZall Boed-zilsBelum ada peringkat
- CS NC113 Manual PDFDokumen318 halamanCS NC113 Manual PDFZall Boed-zilsBelum ada peringkat
- Approval Drawing of Cooling Machine NR 81014 PDFDokumen50 halamanApproval Drawing of Cooling Machine NR 81014 PDFZall Boed-zilsBelum ada peringkat
- Tmmin#1 Ais Installation Newdoor Rope S/W Change Spec 1-1 - Connect Spec (Yellow & Red Process)Dokumen2 halamanTmmin#1 Ais Installation Newdoor Rope S/W Change Spec 1-1 - Connect Spec (Yellow & Red Process)Zall Boed-zilsBelum ada peringkat
- Manual - AR2 Wiring HarnessDokumen77 halamanManual - AR2 Wiring HarnessMickBelum ada peringkat
- Flow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperDokumen2 halamanFlow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperZall Boed-zilsBelum ada peringkat
- Book 1Dokumen2 halamanBook 1Zall Boed-zilsBelum ada peringkat
- TIP147 KK1 SK95-2M3 circuit diagramDokumen1 halamanTIP147 KK1 SK95-2M3 circuit diagramZall Boed-zilsBelum ada peringkat
- Mitsubishi Q64DA Series Anolog Module User ManualDokumen186 halamanMitsubishi Q64DA Series Anolog Module User ManualZall Boed-zilsBelum ada peringkat
- Flow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperDokumen2 halamanFlow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperZall Boed-zilsBelum ada peringkat
- FR E700SC EC InstallationGuideline XXXXXX ADokumen36 halamanFR E700SC EC InstallationGuideline XXXXXX AZall Boed-zilsBelum ada peringkat
- Flow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperDokumen2 halamanFlow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperZall Boed-zilsBelum ada peringkat
- TIP147 KK1 SK95-2M3 circuit diagramDokumen1 halamanTIP147 KK1 SK95-2M3 circuit diagramZall Boed-zilsBelum ada peringkat
- Flow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperDokumen2 halamanFlow Chart Cooling M/C Adm Cast For Auto Run: Input, Loading, Unloading Until Buf StopperZall Boed-zilsBelum ada peringkat
- Manual - AR2 Wiring HarnessDokumen77 halamanManual - AR2 Wiring HarnessMickBelum ada peringkat
- TIP147 KK1 SK95-2M3 circuit diagramDokumen1 halamanTIP147 KK1 SK95-2M3 circuit diagramZall Boed-zilsBelum ada peringkat
- Anin RobotDokumen21 halamanAnin RobotZall Boed-zilsBelum ada peringkat
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Presentation GLDokumen18 halamanPresentation GLAris NurrochmanBelum ada peringkat
- Theoretical Basis For Propulsive Force GenerationDokumen10 halamanTheoretical Basis For Propulsive Force GenerationSolGriffinBelum ada peringkat
- X28HC256Dokumen25 halamanX28HC256schwagerino100% (1)
- Measures of AverageDokumen7 halamanMeasures of AveragemomathtchrBelum ada peringkat
- Shearwall Design of RCCCC Structure 111111222222298909Dokumen77 halamanShearwall Design of RCCCC Structure 111111222222298909Shams KhattakBelum ada peringkat
- Fall Detection With Three-Axis Accelerometer and Magnetometer in A SmartphoneDokumen6 halamanFall Detection With Three-Axis Accelerometer and Magnetometer in A Smartphonesimun3332000Belum ada peringkat
- Laser Theodolite ManualDokumen24 halamanLaser Theodolite Manualp2342Belum ada peringkat
- Linux Optical Disk How ToDokumen36 halamanLinux Optical Disk How ToBenjamin GonzalezBelum ada peringkat
- ECE61labmanua Dukel PDFDokumen80 halamanECE61labmanua Dukel PDFVictorAbrahamGuerreroBelum ada peringkat
- Fourier SeriesDokumen16 halamanFourier Seriesvolly666Belum ada peringkat
- Mathematics in The Modern World-FeuaDokumen12 halamanMathematics in The Modern World-FeuaChachi UsiBelum ada peringkat
- Spacecraft and Mission DesignDokumen10 halamanSpacecraft and Mission DesignluciopatricioBelum ada peringkat
- Password CrackingDokumen13 halamanPassword CrackingBlue MagicBelum ada peringkat
- John Deere ECU Control Wiring ExplanationDokumen8 halamanJohn Deere ECU Control Wiring Explanationsaiman75% (4)
- EnriqueHernandez Fatima M19S2AI4Dokumen7 halamanEnriqueHernandez Fatima M19S2AI4ScribdTranslationsBelum ada peringkat
- How To Operate BlenderDokumen1 halamanHow To Operate BlenderMang Aip RezpectorSejatiBelum ada peringkat
- MECANIQUE - Construction Practice Onshore SteelDokumen54 halamanMECANIQUE - Construction Practice Onshore SteelYaser ShabasyBelum ada peringkat
- 03-LEK-1050 Drill 12.25 Inch SectionDokumen4 halaman03-LEK-1050 Drill 12.25 Inch SectionDrilling Engineering ChannelBelum ada peringkat
- Azenabor - Oruka's Philosophic SagacityDokumen18 halamanAzenabor - Oruka's Philosophic SagacityestifanostzBelum ada peringkat
- Paper Test Critical ThinkingDokumen10 halamanPaper Test Critical Thinkingandrea217Belum ada peringkat
- Lab Report Experiment - 4Dokumen16 halamanLab Report Experiment - 4Debjit SarkarBelum ada peringkat
- Hardware Hacker: Don Lancaster'sDokumen8 halamanHardware Hacker: Don Lancaster'sRon_player8Belum ada peringkat
- Study 3-Phase Circuits and ConnectionsDokumen14 halamanStudy 3-Phase Circuits and ConnectionsEdlyn EstevesBelum ada peringkat
- CTF - Kioptrix Level 4 - Walkthrough Step by Step: @hackermuxam - Edu.vnDokumen12 halamanCTF - Kioptrix Level 4 - Walkthrough Step by Step: @hackermuxam - Edu.vnNguyenDucBelum ada peringkat
- Applications of Linear Algebra in EngineeringDokumen5 halamanApplications of Linear Algebra in EngineeringArtemisBelum ada peringkat
- Data-Mining-Lab-Manual Cs 703bDokumen41 halamanData-Mining-Lab-Manual Cs 703bAmit Kumar SahuBelum ada peringkat
- Charlez Rock Mechanics V1Dokumen339 halamanCharlez Rock Mechanics V1Yehimy Cambas100% (4)
- The Reactivity Series PDFDokumen33 halamanThe Reactivity Series PDFSandipan Chakraborty100% (1)
- Bending Moment Due To Live Load:: A) IRC Class 70R Load (Tracked Vehicle)Dokumen9 halamanBending Moment Due To Live Load:: A) IRC Class 70R Load (Tracked Vehicle)Tashi TamangBelum ada peringkat
- Problem Set 4Dokumen2 halamanProblem Set 4chrisray39Belum ada peringkat