Anda mungkin juga menyukai
- Geotechnical Investigation of Upper Keng Tawng DamDokumen6 halamanGeotechnical Investigation of Upper Keng Tawng DamEditor IJTSRDBelum ada peringkat
- Interaction of Shotcrete With Rock and RockboltsDokumen16 halamanInteraction of Shotcrete With Rock and RockboltsJaime Salazar L100% (1)
- Slurry W Alls: Design, Construction, and Quality Contro/: Ichard - SoDokumen4 halamanSlurry W Alls: Design, Construction, and Quality Contro/: Ichard - SoAyman SobhyBelum ada peringkat
- Overcoring TestDokumen93 halamanOvercoring TestJakin ChowBelum ada peringkat
- Discontinuity Spacings in RockDokumen14 halamanDiscontinuity Spacings in RockGisber Mamani ColcaBelum ada peringkat
- Astm D 5030 - 04Dokumen13 halamanAstm D 5030 - 04Pierre Moro VigoBelum ada peringkat
- Astm D 7070-04Dokumen6 halamanAstm D 7070-04Pamela SanabriaBelum ada peringkat
- Hencher - Interpretation of Direct Shear Tests On Rock JointsDokumen8 halamanHencher - Interpretation of Direct Shear Tests On Rock JointsMark2123100% (1)
- Determining Situ Deformation Modulus Using A Flexible Volumetric DilatometerDokumen26 halamanDetermining Situ Deformation Modulus Using A Flexible Volumetric DilatometerelenaBelum ada peringkat
- Martin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Dokumen28 halamanMartin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Juan Andres Jarufe RavenBelum ada peringkat
- Seismic-Wave-Based Testing in Geotechnical Engineering. Stokoe & SantamarinaDokumen47 halamanSeismic-Wave-Based Testing in Geotechnical Engineering. Stokoe & SantamarinaJesus GonzalezBelum ada peringkat
- ISRM-EUROCK-2010-012 - Determination of Direct Tensile Strength and Stiffness of Intact RocksDokumen4 halamanISRM-EUROCK-2010-012 - Determination of Direct Tensile Strength and Stiffness of Intact Rocksamy75Belum ada peringkat
- Soil Nailing With Flexible Structural Facing - Design and ExpDokumen6 halamanSoil Nailing With Flexible Structural Facing - Design and ExptehBelum ada peringkat
- Handbook No 2Dokumen266 halamanHandbook No 2Z ABelum ada peringkat
- Astm d5873 Esclerometro PDFDokumen4 halamanAstm d5873 Esclerometro PDFJulio Oyola Salvador100% (1)
- Mechanisms of Shotcrete Roof Support: C. Banton, M.S. Diederichs, D.J. Hutchinson S. EspleyDokumen6 halamanMechanisms of Shotcrete Roof Support: C. Banton, M.S. Diederichs, D.J. Hutchinson S. EspleyAlexandre GomesBelum ada peringkat
- Rock-Engineering Tutorials Solutions BBDDokumen7 halamanRock-Engineering Tutorials Solutions BBDSandip PaudelBelum ada peringkat
- SUniaxial Compression Test 1979Dokumen4 halamanSUniaxial Compression Test 1979Alejandro425Belum ada peringkat
- Astm D2573 D2573M 15Dokumen8 halamanAstm D2573 D2573M 15Wilson KoBelum ada peringkat
- Evaluation of The Susceptibility To Flow Liquefaction of A Bauxite TailingsDokumen9 halamanEvaluation of The Susceptibility To Flow Liquefaction of A Bauxite TailingsMauro P Dos Santos JuniorBelum ada peringkat
- AstmDokumen2 halamanAstmluchitopadilla100% (2)
- Drainage Pipe Deflection For High HeapsDokumen5 halamanDrainage Pipe Deflection For High HeapsEsse HistBelum ada peringkat
- 09 Practical Hints Using Numerical Methods Rock MechanicsDokumen26 halaman09 Practical Hints Using Numerical Methods Rock MechanicsnahkbceBelum ada peringkat
- 2009 MartinDokumen10 halaman2009 Martinengr_usman04Belum ada peringkat
- InclinometerDokumen5 halamanInclinometerAnis MulyaniBelum ada peringkat
- 1979 - Einstein-Schwarz - Simplified Analysis For Tunnel SupportsDokumen21 halaman1979 - Einstein-Schwarz - Simplified Analysis For Tunnel SupportsReza OsgouiBelum ada peringkat
- Slope Inclinometers For Landslides-1Dokumen13 halamanSlope Inclinometers For Landslides-1godbugBelum ada peringkat
- International Society for Rock Mechanics: List of Members 1980Dari EverandInternational Society for Rock Mechanics: List of Members 1980Penilaian: 3.5 dari 5 bintang3.5/5 (2)
- Peso Unitario SuelosDokumen7 halamanPeso Unitario SuelossergioBelum ada peringkat
- Rock Mass Properties For Underground MinesDokumen20 halamanRock Mass Properties For Underground MinesJuanPerezRooneyBelum ada peringkat
- Karzulovisch - Geotechnical Characterization PDFDokumen28 halamanKarzulovisch - Geotechnical Characterization PDFGustavo DonosoBelum ada peringkat
- Slope Analysis PDFDokumen12 halamanSlope Analysis PDFernestnsabimana74Belum ada peringkat
- Modelling in Geotechnics - Script: Prof. Sarah SpringmanDokumen175 halamanModelling in Geotechnics - Script: Prof. Sarah Springmanrathastore7991Belum ada peringkat
- ASTM D6067 - 10 Standard Practice For Using The Electronic Piezocone Penetrometer Tests For Environmental Site CharacterizationDokumen5 halamanASTM D6067 - 10 Standard Practice For Using The Electronic Piezocone Penetrometer Tests For Environmental Site CharacterizationHoracio Martin Basualdo FioreBelum ada peringkat
- Assessment of Liquefaction Susceptibility of Fine Grained Soils Bray - SancioDokumen187 halamanAssessment of Liquefaction Susceptibility of Fine Grained Soils Bray - SancioFernando ChiribogaBelum ada peringkat
- Astmd 6241 PDFDokumen6 halamanAstmd 6241 PDFchandrima baruah mahantaBelum ada peringkat
- Rock Mechanics ModellingDokumen17 halamanRock Mechanics ModellingXedice QasimovaBelum ada peringkat
- Modelling Brittle Failure of Rock: V. Hajiabdolmajid, P.K. Kaiser, C.D. MartinDokumen11 halamanModelling Brittle Failure of Rock: V. Hajiabdolmajid, P.K. Kaiser, C.D. MartinKristi GonzalesBelum ada peringkat
- Asadzadeh - Direct Shear Testing On A Rockfill MaterialDokumen18 halamanAsadzadeh - Direct Shear Testing On A Rockfill MaterialDavid CastañoBelum ada peringkat
- Some Physical Properties of Sands and GravelsDokumen12 halamanSome Physical Properties of Sands and GravelsFernando Alvarado BlohmBelum ada peringkat
- Beam SpringDokumen13 halamanBeam SpringmetropodikasBelum ada peringkat
- Cam Clay Model ParametersDokumen8 halamanCam Clay Model ParametersAdrian Liviu BugeaBelum ada peringkat
- Bolton 1986 - The Strength and Dilatancy of SandsDokumen14 halamanBolton 1986 - The Strength and Dilatancy of SandsCristian SandovalBelum ada peringkat
- Evaluation of Engineering Properties of Rock Using Ultrasonic Pulse Velocity and Uniaxial Compressive StrengthDokumen7 halamanEvaluation of Engineering Properties of Rock Using Ultrasonic Pulse Velocity and Uniaxial Compressive StrengthAzeBelum ada peringkat
- Skempton Pore Pressure Coefficients A and B PDFDokumen5 halamanSkempton Pore Pressure Coefficients A and B PDFSherly MBelum ada peringkat
- Imran Sayeed & Rahul Khanna-INDOROCK-14Dokumen11 halamanImran Sayeed & Rahul Khanna-INDOROCK-14Imran SayeedBelum ada peringkat
- Forensic Geotechnical Engineering Studies of Detection and Mitigation ofDokumen9 halamanForensic Geotechnical Engineering Studies of Detection and Mitigation ofDiya ChaudharyBelum ada peringkat
- Calibration of Modified Cam-Clay Parameters For Red Mud Tailings - A Case StudyDokumen12 halamanCalibration of Modified Cam-Clay Parameters For Red Mud Tailings - A Case StudyAndréBelum ada peringkat
- Probabilistic Seismic Hazard Analysis of IraqDokumen16 halamanProbabilistic Seismic Hazard Analysis of IraqAsim Bashir100% (1)
- Unconsolidated-Undrained Triaxial Compression Test On Cohesive SoilsDokumen7 halamanUnconsolidated-Undrained Triaxial Compression Test On Cohesive SoilsHandyBelum ada peringkat
- Diederichs Et Al. 2004 Damage Initiation and Propagation in Hard Rock During TunnelingDokumen28 halamanDiederichs Et Al. 2004 Damage Initiation and Propagation in Hard Rock During Tunnelingfatihkaya_16Belum ada peringkat
- Suggested Methods For Geophysical Logging of Boreholes: Part 1. TechnicalDokumen16 halamanSuggested Methods For Geophysical Logging of Boreholes: Part 1. TechnicalAntonio PedroBelum ada peringkat
- Soil Modulus Correlations: ABSTRACT: This Paper Focuses On Procedures For Estimating Modulus Values For Soils That AreDokumen16 halamanSoil Modulus Correlations: ABSTRACT: This Paper Focuses On Procedures For Estimating Modulus Values For Soils That AreNhân NguyễnBelum ada peringkat
- 6.rock Testing (DR - Tejas Thaker)Dokumen24 halaman6.rock Testing (DR - Tejas Thaker)Rakesh7770Belum ada peringkat
- Vermeer 1984Dokumen64 halamanVermeer 1984anarBelum ada peringkat
- Ground Freezing 1980: Selected Papers from the Second International Symposium on Ground Freezing, Trondheim, Norway, 24-26 June 1980Dari EverandGround Freezing 1980: Selected Papers from the Second International Symposium on Ground Freezing, Trondheim, Norway, 24-26 June 1980Belum ada peringkat
- Fast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CDokumen1 halamanFast-Recovery Rectifier Diodes: Ru 4Y Ru 4Z RU4 Ru 4A Ru 4B Ru 4CY. Leonel MolinaBelum ada peringkat
- Astm A722 PDFDokumen5 halamanAstm A722 PDFNguyễn ThạnhBelum ada peringkat
- DSE7410 MKII DSE7420 MKII Installation Instructions PDFDokumen2 halamanDSE7410 MKII DSE7420 MKII Installation Instructions PDFyao nestorBelum ada peringkat
- Jhamsikhel Apartment - Structural - ReportDokumen48 halamanJhamsikhel Apartment - Structural - ReportNishan GajurelBelum ada peringkat
- VGP - Book1Dokumen94 halamanVGP - Book1Chirag DesaiBelum ada peringkat
- Eurotherm 605 Drive ManualDokumen222 halamanEurotherm 605 Drive Manualodnanref00Belum ada peringkat
- Time of Setting of Hydraulic Cement by Vicat NeedleDokumen6 halamanTime of Setting of Hydraulic Cement by Vicat NeedleAbdullah TrwanshyBelum ada peringkat
- Moi PDFDokumen3 halamanMoi PDFSACHINBelum ada peringkat
- En 19Dokumen3 halamanEn 19Sanjay GoreBelum ada peringkat
- Fundamentals of The Automotive Cabin Climate Control SystemDokumen6 halamanFundamentals of The Automotive Cabin Climate Control SystemSeddik MaarfiBelum ada peringkat
- Evermotion 44 PDFDokumen2 halamanEvermotion 44 PDFAmitBelum ada peringkat
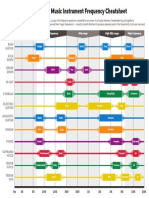
- Music Frequency Cheat SheetDokumen1 halamanMusic Frequency Cheat SheetLeonel Molina AlvaradoBelum ada peringkat
- Casting DefectsDokumen22 halamanCasting DefectsDeepakKaushik100% (1)
- Cooling Load Pasig GymnasiumDokumen62 halamanCooling Load Pasig GymnasiumHenry San PedroBelum ada peringkat
- Product Data: Convertible Air Handlers 1-1/2 - 5 TonDokumen28 halamanProduct Data: Convertible Air Handlers 1-1/2 - 5 TonJonathan CapraBelum ada peringkat
- Charpy Impact Test - STP 1072Dokumen219 halamanCharpy Impact Test - STP 1072biancogallazzi100% (3)
- Plue InformationDokumen34 halamanPlue InformationBisam AlhafizBelum ada peringkat
- CraftDokumen15 halamanCraftImamMukhri100% (1)
- 18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsDokumen1 halaman18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsKunal KoreBelum ada peringkat
- Mekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectDokumen8 halamanMekaniko On The Go: An Online Mechanic Mobile Application: A System Analysis and Design ProjectMarco MagdaelBelum ada peringkat
- Advanced Database - Chap 5Dokumen84 halamanAdvanced Database - Chap 5Anhtho LeeBelum ada peringkat
- 0764 Kali LinuxDokumen322 halaman0764 Kali LinuxAnonymous wlDp7UrBam0% (2)
- Galvanic Cathodic Protection For Power Transmission Tower Grillage FoundationsDokumen6 halamanGalvanic Cathodic Protection For Power Transmission Tower Grillage FoundationsMA100% (1)
- Leeson Speedmaster ManualDokumen80 halamanLeeson Speedmaster ManualOrbán Árpád100% (1)
- 8 - Field Inspectors (CQA) Certification ProgramDokumen7 halaman8 - Field Inspectors (CQA) Certification Program齐左Belum ada peringkat
- Buckling Considerations in Pile Design: October 2005Dokumen9 halamanBuckling Considerations in Pile Design: October 2005shashank sharmaBelum ada peringkat
- Presentation On Usb 3.0Dokumen21 halamanPresentation On Usb 3.0Anuj KumarBelum ada peringkat
- Risk Assesment-Rebar Loading & UnloadingDokumen1 halamanRisk Assesment-Rebar Loading & Unloadingmainraj rajBelum ada peringkat
- Readytoprocess Wave 25Dokumen172 halamanReadytoprocess Wave 25Ashish GowandeBelum ada peringkat
- NJ Res Chapter10Dokumen10 halamanNJ Res Chapter10Anonymous bVFHovBelum ada peringkat