Anda mungkin juga menyukai
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDokumen2 halamanWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaBelum ada peringkat
- Pocket Guide to Flanges, Fittings, and Piping DataDari EverandPocket Guide to Flanges, Fittings, and Piping DataPenilaian: 3.5 dari 5 bintang3.5/5 (22)
- WPS GTAW Stainless SteelDokumen7 halamanWPS GTAW Stainless SteelVarun MalhotraBelum ada peringkat
- Materials Data for Cyclic Loading: Low-Alloy SteelsDari EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsPenilaian: 5 dari 5 bintang5/5 (2)
- PWPS WPS CAP 039 PQR 035Dokumen15 halamanPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRBelum ada peringkat
- 1108-DES-005 Rev02Dokumen1 halaman1108-DES-005 Rev02Omar TocmoBelum ada peringkat
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Dokumen2 halamanSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisBelum ada peringkat
- WPS SS316Dokumen4 halamanWPS SS316Budi Setia RahmanBelum ada peringkat
- NSH-DALM-JERP-WPS-11-P2 Rev.00Dokumen10 halamanNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidBelum ada peringkat
- Form Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokumen10 halamanForm Qw-482 Suggested Format For Welding Procedure Specification (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Prakash PatelBelum ada peringkat
- WPS 7018+70S2Dokumen8 halamanWPS 7018+70S2rajuBelum ada peringkat
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDokumen3 halamanWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- KKJV WPS PP01Dokumen2 halamanKKJV WPS PP01serbay tuncaBelum ada peringkat
- Astm 537 CL.1 WPSDokumen2 halamanAstm 537 CL.1 WPSaudiihussain67% (3)
- GCB WPS Tsila 012Dokumen19 halamanGCB WPS Tsila 012AslaouiBelum ada peringkat
- P. WpsDokumen14 halamanP. WpsIsmiArdyBelum ada peringkat
- Wps PQR A3620 PDFDokumen5 halamanWps PQR A3620 PDFHamid MansouriBelum ada peringkat
- Qw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)Dokumen2 halamanQw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)BalasahebBelum ada peringkat
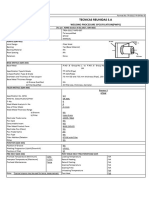
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Dokumen2 halamanTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaBelum ada peringkat
- SILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Dokumen2 halamanSILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Abdulmecit YetisBelum ada peringkat
- Prpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1Dokumen1 halamanPrpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1MohamedBelum ada peringkat
- (P1) NSC-1020-TR-0102-1.1-WPS-06Dokumen6 halaman(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaBelum ada peringkat
- Ongc WPS 1 of 2Dokumen4 halamanOngc WPS 1 of 2Kiran NikateBelum ada peringkat
- Toaz - Info Welding Procedure Specification Format PRDokumen3 halamanToaz - Info Welding Procedure Specification Format PRKarim ZahranBelum ada peringkat
- Welding Procedure Specification FormatDokumen3 halamanWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Welding Procedure Specification: JOINTS (QW-402)Dokumen3 halamanWelding Procedure Specification: JOINTS (QW-402)Nitin KurupBelum ada peringkat
- PQR 9 DuplexDokumen6 halamanPQR 9 Duplexross anthonyBelum ada peringkat
- Welding Procedure Specification (WPS)Dokumen2 halamanWelding Procedure Specification (WPS)Abdulmecit YetisBelum ada peringkat
- Joints (Qw-402) DetailsDokumen3 halamanJoints (Qw-402) DetailsNaqqash SajidBelum ada peringkat
- 004 Gtaw P5aDokumen16 halaman004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Dokumen3 halamanWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielBelum ada peringkat
- WPS-Shell To Tubesheet (CS-SS)Dokumen1 halamanWPS-Shell To Tubesheet (CS-SS)suria qaqcBelum ada peringkat
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Dokumen9 halaman(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaBelum ada peringkat
- Pwps-Gtaw FcawDokumen2 halamanPwps-Gtaw FcawAhmed ElsharkawBelum ada peringkat
- Ejemplo Prueba 991003Dokumen2 halamanEjemplo Prueba 991003MARIO ALBABelum ada peringkat
- QW - 482 Welding Procedure Specification (WPS)Dokumen5 halamanQW - 482 Welding Procedure Specification (WPS)Arijit GhoshBelum ada peringkat
- Final - WPS PQR 86Dokumen4 halamanFinal - WPS PQR 86Parag WadekarBelum ada peringkat
- O O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Dokumen1 halamanO O O O: Illustration: Joint Design, Weld Layers and Bead Sequence 3.5+0.5Ali MoosaviBelum ada peringkat
- Revised PWPS 001Dokumen2 halamanRevised PWPS 001stdshopBelum ada peringkat
- Piping WPS SMAWDokumen2 halamanPiping WPS SMAWJk KarthikBelum ada peringkat
- WPS 84281 R06Dokumen1 halamanWPS 84281 R06Ritesh kumarBelum ada peringkat
- According To ASME IX: Welding Procedure Specification (W.P.S)Dokumen4 halamanAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehBelum ada peringkat
- WPS-PQR Pengelasan (AA)Dokumen12 halamanWPS-PQR Pengelasan (AA)Abrianto AkuanBelum ada peringkat
- WPS, PQR & WPQ - Duplex 2205Dokumen20 halamanWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- Asme WPS Demo PWHT PDFDokumen3 halamanAsme WPS Demo PWHT PDFGanesh rohitBelum ada peringkat
- PWPS CS To SS446-3Dokumen5 halamanPWPS CS To SS446-3BIIS QAQC Babu SivaBelum ada peringkat
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Dokumen2 halamanTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaBelum ada peringkat
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokumen2 halamanQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaBelum ada peringkat
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Dokumen4 halamanWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiBelum ada peringkat
- WPS-Shell To Tubesheet (CS-SS)Dokumen1 halamanWPS-Shell To Tubesheet (CS-SS)suria qaqcBelum ada peringkat
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokumen1 halamanQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaBelum ada peringkat
- Wps - Asme Ix - Gtaw - PipaDokumen5 halamanWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraBelum ada peringkat
- 347 310 WPSDokumen2 halaman347 310 WPSBIIS QAQC Babu SivaBelum ada peringkat
- WPS 360-1 Rev0 PDFDokumen14 halamanWPS 360-1 Rev0 PDFAhmed GomaaBelum ada peringkat
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDokumen6 halamanQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshBelum ada peringkat
- Form Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Dokumen4 halamanForm Qw-482 Format For Welding Procedure Specification (WPS) (See QW-200,1, Section Ix, ASME Boiler and Pressure Vessel Code)Rajkumar ArikumarBelum ada peringkat
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Dokumen3 halamanNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalBelum ada peringkat
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Dokumen2 halamanWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajBelum ada peringkat
- SPL - PQR-WPS-SWPS SmawDokumen7 halamanSPL - PQR-WPS-SWPS Smawgopuvinu4uBelum ada peringkat
- Guide Book YisfDokumen10 halamanGuide Book YisfDiki ArmandoBelum ada peringkat
- Past TenseDokumen6 halamanPast TenseDiki ArmandoBelum ada peringkat
- 19 10 2020 11.33.37 PDFDokumen4 halaman19 10 2020 11.33.37 PDFDiki ArmandoBelum ada peringkat
- Morbaut WWW - Solusirumah WatermarkDokumen76 halamanMorbaut WWW - Solusirumah WatermarkDiki ArmandoBelum ada peringkat
- Methley Railway Station: A Proposal To The Department For Transport.Dokumen38 halamanMethley Railway Station: A Proposal To The Department For Transport.Rt Hon. Alec Shelbrooke, M.P.0% (1)
- Solar Water Heater MOU LaodiceaDokumen2 halamanSolar Water Heater MOU LaodiceaZeeshan YasinBelum ada peringkat
- Optimal Control Development System For ElectricalDokumen7 halamanOptimal Control Development System For ElectricalCRISTIAN CAMILO MORALES SOLISBelum ada peringkat
- Lean ConstructionDokumen37 halamanLean ConstructionMohamed Talaat ElsheikhBelum ada peringkat
- Finance and RiskDokumen34 halamanFinance and RiskBlen tesfayeBelum ada peringkat
- Mds SM13CRM 110 enDokumen5 halamanMds SM13CRM 110 enColinBelum ada peringkat
- Breuer - Sun & Shadow (Inglés) PDFDokumen18 halamanBreuer - Sun & Shadow (Inglés) PDFccorrea74Belum ada peringkat
- ENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookDokumen6 halamanENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookBILAL ZAFARBelum ada peringkat
- Introduction To Game Theory: Analysis of GamesDokumen13 halamanIntroduction To Game Theory: Analysis of GamesAoiBelum ada peringkat
- Term Paper On Strategic ManagementDokumen8 halamanTerm Paper On Strategic Managementea7j5ys3100% (1)
- Etrade Bank-StatementDokumen5 halamanEtrade Bank-StatementMark Galanty100% (4)
- Wind Tunnel Technique Notes For Aeronautical Engineers TP 2Dokumen6 halamanWind Tunnel Technique Notes For Aeronautical Engineers TP 2Ramji VeerappanBelum ada peringkat
- Usama Lab 6Dokumen8 halamanUsama Lab 6M mubeen riazBelum ada peringkat
- Extenso MeterDokumen8 halamanExtenso MeterVijayanandh Raja100% (1)
- TA-Modulator EN LowDokumen16 halamanTA-Modulator EN Lowkap4enijBelum ada peringkat
- Fragility Curves For Mixed Concrete-Steel Frames Subjected To SeismicDokumen5 halamanFragility Curves For Mixed Concrete-Steel Frames Subjected To SeismicJulián PovedaBelum ada peringkat
- Spring 2010 MidTerm OPKST CS101 Bc100200572Dokumen6 halamanSpring 2010 MidTerm OPKST CS101 Bc100200572cs619finalproject.comBelum ada peringkat
- Komatsu Wheel Loaders Wa250pz 5 Shop ManualDokumen20 halamanKomatsu Wheel Loaders Wa250pz 5 Shop Manualmarcia100% (48)
- HPB Brochure 0708Dokumen12 halamanHPB Brochure 0708musaluddinBelum ada peringkat
- Wartsila O Env Multi Stage Flash EvaporatorsDokumen2 halamanWartsila O Env Multi Stage Flash EvaporatorsRichard Periyanayagam0% (1)
- Pro Tester ManualDokumen49 halamanPro Tester ManualRobson AlencarBelum ada peringkat
- Technical Data Sheet: BS-510 All Pressure Solvent CementDokumen1 halamanTechnical Data Sheet: BS-510 All Pressure Solvent CementBuwanah SelvaarajBelum ada peringkat
- Synchronous Motor AC DrivesDokumen40 halamanSynchronous Motor AC DrivesHarshal Thakur100% (1)
- Open National Abacus Competition 2021 - Maats PVT LTDDokumen8 halamanOpen National Abacus Competition 2021 - Maats PVT LTDRanjana GalphadeBelum ada peringkat
- h2s Naoh Equilibrium CurveDokumen22 halamanh2s Naoh Equilibrium Curvesmartleo_waloBelum ada peringkat
- Super 6 Comprehension StrategiesDokumen1 halamanSuper 6 Comprehension StrategiesrosypatelBelum ada peringkat
- Module - 5Dokumen92 halamanModule - 5Anand ABelum ada peringkat
- ABAP On HANA TopicsDokumen23 halamanABAP On HANA Topicsrupesh kumarBelum ada peringkat
- Saudi Arabia Companies Contact DetailsDokumen64 halamanSaudi Arabia Companies Contact DetailsYAGHMOURE ABDALRAHMAN86% (69)
- SuperboltDokumen32 halamanSuperboltRajeev Chandel100% (1)