Anda mungkin juga menyukai
- Deep Groove Ball Bearings-6302Dokumen1 halamanDeep Groove Ball Bearings-6302Duc NguyenBelum ada peringkat
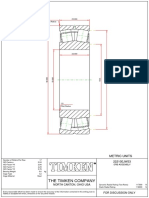
- The Timken Company: North Canton, Ohio UsaDokumen1 halamanThe Timken Company: North Canton, Ohio UsaDuc NguyenBelum ada peringkat
- Guidelines For Abstract Submission: 1. OverviewDokumen3 halamanGuidelines For Abstract Submission: 1. OverviewDuc NguyenBelum ada peringkat
- 22210EJW33 TheTimkenCompany 2DSalesDrawing 07 06 2020 PDFDokumen1 halaman22210EJW33 TheTimkenCompany 2DSalesDrawing 07 06 2020 PDFDuc NguyenBelum ada peringkat
- Tapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDokumen4 halamanTapered Roller Bearings, Single Row: Bearing Data Bearing InterfacesDuc NguyenBelum ada peringkat
- Text of Practice Exercises For Module 1Dokumen1 halamanText of Practice Exercises For Module 1Duc NguyenBelum ada peringkat
- Validation of An In-House 3D Free-Surface Flow Solver CFD3 in Inkjet PrintingDokumen20 halamanValidation of An In-House 3D Free-Surface Flow Solver CFD3 in Inkjet PrintingDuc NguyenBelum ada peringkat
- Abc Lager EnglischDokumen9 halamanAbc Lager EnglischDuc NguyenBelum ada peringkat
- ESN Twente Arrival Guide 2015Dokumen19 halamanESN Twente Arrival Guide 2015Duc NguyenBelum ada peringkat
- List of Handy Shops: Shopping SystemDokumen1 halamanList of Handy Shops: Shopping SystemDuc NguyenBelum ada peringkat
- Brochure Course Essential For NX DesignersDokumen3 halamanBrochure Course Essential For NX DesignersDuc NguyenBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Processing of Green CompositesDokumen142 halamanProcessing of Green CompositesNagarajanBelum ada peringkat
- Bereket ProposalDokumen47 halamanBereket ProposalTesema YohanisBelum ada peringkat
- Paper SHCC3 Self HealingDokumen9 halamanPaper SHCC3 Self HealingMuhamet AhmetiBelum ada peringkat
- Soil Reinforcement by Using Natural and Synthetic FibersDokumen25 halamanSoil Reinforcement by Using Natural and Synthetic FibersAnil D BandeBelum ada peringkat
- Comparative Study On Talahib CompositesDokumen14 halamanComparative Study On Talahib CompositesKirsten Ignacio100% (1)
- Experimental Investigation On The Mechanical Properties of Natural FiberDokumen15 halamanExperimental Investigation On The Mechanical Properties of Natural FiberJuan José Alvarez Tostado RiosBelum ada peringkat
- A Thesis Proposal On Producing Concrete Masonry UnitDokumen46 halamanA Thesis Proposal On Producing Concrete Masonry UnitAna Camille De GuzmanBelum ada peringkat
- Characterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberDokumen7 halamanCharacterization of Hybrid Composite Made of False Banana Fiber and Sisal FiberberhaneBelum ada peringkat
- Degradation Mechanisms of Natural Fiber in The Matrix of Cement CompositesDokumen16 halamanDegradation Mechanisms of Natural Fiber in The Matrix of Cement CompositesIsrael Rico100% (1)
- Synthesis of Bacterial Cellulose by Acetobacter Xylinum Sp. Using Pineapple Pith For Biocomposite ApplicationDokumen26 halamanSynthesis of Bacterial Cellulose by Acetobacter Xylinum Sp. Using Pineapple Pith For Biocomposite ApplicationMike AndersonBelum ada peringkat
- Buss Compeo-Brochure RU-ENDokumen20 halamanBuss Compeo-Brochure RU-ENvBelum ada peringkat
- Natural Fibre Reinforced Cement Concrete: Avenue Through Some InvestigationsDokumen5 halamanNatural Fibre Reinforced Cement Concrete: Avenue Through Some InvestigationsKirsten CarlosBelum ada peringkat
- Properties of Natural Fiber Cement Boards For Building PartitionsDokumen6 halamanProperties of Natural Fiber Cement Boards For Building PartitionsKiara Ticangan ArgelBelum ada peringkat
- Experimental Investigation of Stone Mastic Asphalt With Sisal Fiber IJERTV5IS110309Dokumen5 halamanExperimental Investigation of Stone Mastic Asphalt With Sisal Fiber IJERTV5IS110309Muthu Mari100% (1)
- CPP PROJECT REPORT 6TH SEMESTER FinalDokumen40 halamanCPP PROJECT REPORT 6TH SEMESTER FinalRoopshree Shelke100% (5)
- Material Characterization of Sugarcane Bagasseepoxy Composites For - 2022Dokumen5 halamanMaterial Characterization of Sugarcane Bagasseepoxy Composites For - 2022bakhrul ilmiBelum ada peringkat
- C. Kalavrytinos - The Use of Natural Fibre Reinforced Polymers For The BCU Formula Student VehicleDokumen57 halamanC. Kalavrytinos - The Use of Natural Fibre Reinforced Polymers For The BCU Formula Student VehicleChristos KalavrytinosBelum ada peringkat
- 3 ReportDokumen23 halaman3 ReportClassic PrintersBelum ada peringkat
- Natural FibersDokumen14 halamanNatural FibersDevika KhanBelum ada peringkat
- Potential Materials For Food Packaging From Nanoclaynatural Fibres Filledhybrid Composites (2013)Dokumen20 halamanPotential Materials For Food Packaging From Nanoclaynatural Fibres Filledhybrid Composites (2013)Tiago HerzmannBelum ada peringkat
- Synthetic Fiber Written ReportDokumen4 halamanSynthetic Fiber Written ReportWisi WasiBelum ada peringkat
- Experimental Investigation of Mechanical Behavior of Jute-Flax Based Glass Fiber Reinforced CompositeDokumen12 halamanExperimental Investigation of Mechanical Behavior of Jute-Flax Based Glass Fiber Reinforced Compositerahul reddyBelum ada peringkat
- Mechanical and Water-Absorption Properties of Sisal Fiber (Agave Sisalana) - Reinforced Polyester CompositeDokumen11 halamanMechanical and Water-Absorption Properties of Sisal Fiber (Agave Sisalana) - Reinforced Polyester CompositeberhaneBelum ada peringkat
- International Journal of Adhesion and AdhesivesDokumen11 halamanInternational Journal of Adhesion and Adhesivesilham essaketBelum ada peringkat
- Jute Short + PLADokumen7 halamanJute Short + PLARamkumar RamaiahBelum ada peringkat
- Micro Estructural 2Dokumen16 halamanMicro Estructural 2Luis FelixBelum ada peringkat
- Cecci2019 Article BananaPseudostemFibersCharacteDokumen6 halamanCecci2019 Article BananaPseudostemFibersCharacteanowartexBelum ada peringkat
- ObjectiveDokumen15 halamanObjectivemaniinfant09Belum ada peringkat
- Cellulose Kraft Pulp Reinforced Polylactic Acid (PLA) Composites: Effect of Fibre Moisture ContentDokumen14 halamanCellulose Kraft Pulp Reinforced Polylactic Acid (PLA) Composites: Effect of Fibre Moisture ContentariaerenjaegerBelum ada peringkat
- Palf PDFDokumen16 halamanPalf PDFKamal Nadh TammaBelum ada peringkat