Anda mungkin juga menyukai
- 2 Alumina SicDokumen5 halaman2 Alumina SicmaniBelum ada peringkat
- Characterization of Titanium/Steel Joints Brazed in Vacuum: Welding ResearchDokumen6 halamanCharacterization of Titanium/Steel Joints Brazed in Vacuum: Welding Researchmojtaba nBelum ada peringkat
- 1-s2.0-S0921509315306262-BIN HU Alumina Forming 2015Dokumen29 halaman1-s2.0-S0921509315306262-BIN HU Alumina Forming 2015AwasthiBelum ada peringkat
- Strength of Single-Phase High-Entropy Carbide Ceramics Up To 2300°CDokumen25 halamanStrength of Single-Phase High-Entropy Carbide Ceramics Up To 2300°Cvantrong217183Belum ada peringkat
- Processing of Grain-Size Functionally Gradient Bioceramics For Implant ApplicationsDokumen7 halamanProcessing of Grain-Size Functionally Gradient Bioceramics For Implant ApplicationsKilaru Harsha VardhanBelum ada peringkat
- The Role of Carbon Biotemplate Density in Mechanical Properties of Biomorphic SiCDokumen8 halamanThe Role of Carbon Biotemplate Density in Mechanical Properties of Biomorphic SiCAntonio CamaranoBelum ada peringkat
- MgO - SiO2 - H2ODokumen12 halamanMgO - SiO2 - H2Oaemp2009100% (1)
- Journal of Alloys and CompoundsDokumen10 halamanJournal of Alloys and CompoundsMuhammad Abal Zahriwan ZaeniBelum ada peringkat
- Metals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersDokumen17 halamanMetals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersMarcionilo Neri da Silva JúniorBelum ada peringkat
- Microstructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositesDokumen10 halamanMicrostructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositeskdfjlkjlkBelum ada peringkat
- 1 s2.0 S0264127523001399 MainDokumen8 halaman1 s2.0 S0264127523001399 MainArunBelum ada peringkat
- TMP 96 B2Dokumen9 halamanTMP 96 B2FrontiersBelum ada peringkat
- Effect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesDokumen8 halamanEffect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesTJPRC PublicationsBelum ada peringkat
- S 0366317517301176Dokumen9 halamanS 0366317517301176duyen nguyen chi luongBelum ada peringkat
- Effect of Spark Plasma Sintering Temperature On Microstructure andDokumen8 halamanEffect of Spark Plasma Sintering Temperature On Microstructure andAmar JabarBelum ada peringkat
- JEMP-kineticsofsecondarycarbides...Dokumen13 halamanJEMP-kineticsofsecondarycarbides...isaac quiroz catalanBelum ada peringkat
- 10 1016@j Micromeso 2013 11 012Dokumen12 halaman10 1016@j Micromeso 2013 11 012david andres sandi ovaresBelum ada peringkat
- Effect of film thickness on thermal conductivity of diamond/BeO compositesDokumen6 halamanEffect of film thickness on thermal conductivity of diamond/BeO compositesbintang7454Belum ada peringkat
- Residual Mechanical Properties of Polypropylene Fiber ReinforcedDokumen12 halamanResidual Mechanical Properties of Polypropylene Fiber ReinforcedMa. Gleiza PoBelum ada peringkat
- Sliding Wear Behavior of SPS Processed TaC-containing TiCN-WC-Ni/Co Cermets Against Silicon CarbideDokumen10 halamanSliding Wear Behavior of SPS Processed TaC-containing TiCN-WC-Ni/Co Cermets Against Silicon CarbideVikas VermaBelum ada peringkat
- Strength and Fracture Toughness of Aluminum/alumina Composites With Interpenetrating NetworksDokumen12 halamanStrength and Fracture Toughness of Aluminum/alumina Composites With Interpenetrating NetworksMuhd ZackuanBelum ada peringkat
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDokumen7 halamanMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqBelum ada peringkat
- The Effect of Sintering Temperatures On Alumina Foam StrengthDokumen5 halamanThe Effect of Sintering Temperatures On Alumina Foam StrengthEdgar PinedaBelum ada peringkat
- Mechanical Properties of Dual Phase Steel Quenched in BitumenDokumen16 halamanMechanical Properties of Dual Phase Steel Quenched in BitumenSiddharth VibhuteBelum ada peringkat
- Ghasali2016 PDFDokumen17 halamanGhasali2016 PDFNih kBelum ada peringkat
- Ijmet: ©iaemeDokumen8 halamanIjmet: ©iaemeIAEME PublicationBelum ada peringkat
- Materials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HeDokumen7 halamanMaterials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HelucasBelum ada peringkat
- Sliding Wear Performance of A413 Alloy Reinforced with IntermetallicsDokumen8 halamanSliding Wear Performance of A413 Alloy Reinforced with IntermetallicsirajfarjiBelum ada peringkat
- 1 s2.0 S0921509322006979 MainDokumen13 halaman1 s2.0 S0921509322006979 MainAch KitevarzBelum ada peringkat
- Mechanical and Thermal Properties of Perlite and RDokumen8 halamanMechanical and Thermal Properties of Perlite and RSheilaBelum ada peringkat
- B 0330815Dokumen8 halamanB 0330815AJER JOURNALBelum ada peringkat
- Mechanical and Thermal Properties of Copper Cordierite Ceramic Matrix CompositesDokumen6 halamanMechanical and Thermal Properties of Copper Cordierite Ceramic Matrix CompositesInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Effect of Holding Time and Cooling Medium On Microstructure and Hardness of AISI 8655 in Hardening ProcessDokumen4 halamanEffect of Holding Time and Cooling Medium On Microstructure and Hardness of AISI 8655 in Hardening ProcessBima SorayaBelum ada peringkat
- Mechanical and Micro Structure of MDF Processed MaterialDokumen8 halamanMechanical and Micro Structure of MDF Processed MaterialSharath P CBelum ada peringkat
- Corrosion Mechanisms in ADI Parts: A.D. Sosa, C. Rosales, R. Boeri and S.N. SimisonDokumen6 halamanCorrosion Mechanisms in ADI Parts: A.D. Sosa, C. Rosales, R. Boeri and S.N. SimisonRomiBelum ada peringkat
- High Temperature Microstructural Degradation of Haynes Alloy 230Dokumen10 halamanHigh Temperature Microstructural Degradation of Haynes Alloy 230Owais MalikBelum ada peringkat
- Effect of undissolved cementite on fatigue properties of high carbon steelsDokumen5 halamanEffect of undissolved cementite on fatigue properties of high carbon steelsEngels OchoaBelum ada peringkat
- 1 SM PDFDokumen7 halaman1 SM PDFMursidil KamilBelum ada peringkat
- Jobajala 2017Dokumen5 halamanJobajala 2017mohamed moradBelum ada peringkat
- Roy 2015Dokumen7 halamanRoy 2015曾帅Belum ada peringkat
- Effect of Oxide Particles On The Stabilization and Final Microstructure in AluminiumDokumen7 halamanEffect of Oxide Particles On The Stabilization and Final Microstructure in AluminiumEidelsayedBelum ada peringkat
- Fracture Resistance of Yttrium Oxide Partially-Stabilized Zirconia All-Ceramic Bridges After Veneering and Mechanical Fatigue TestingDokumen7 halamanFracture Resistance of Yttrium Oxide Partially-Stabilized Zirconia All-Ceramic Bridges After Veneering and Mechanical Fatigue TestingMostafa MedhatBelum ada peringkat
- Microwave Sintering of W-18cu and W-7ni-3cu AlloysDokumen5 halamanMicrowave Sintering of W-18cu and W-7ni-3cu AlloysAvijit MondalBelum ada peringkat
- Al2O3-NbC Nanocomposites P...Dokumen22 halamanAl2O3-NbC Nanocomposites P...nilrudraBelum ada peringkat
- ICTINEU 3 SUBMERSIBLE PRESSURE HULLDokumen2 halamanICTINEU 3 SUBMERSIBLE PRESSURE HULLPranesh SbBelum ada peringkat
- AA2618 Alloy Low-Cycle Fatigue Behavior at 200°CDokumen6 halamanAA2618 Alloy Low-Cycle Fatigue Behavior at 200°CFedericaBelum ada peringkat
- Author's Accepted Manuscript: Materials Science & Engineering ADokumen17 halamanAuthor's Accepted Manuscript: Materials Science & Engineering Araulpalma93Belum ada peringkat
- Effect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingDokumen15 halamanEffect of Plasma Carbonitriding On The High Temperature Tribological Properties of A TiAlCrN Coating On 300M Steel by Multi Arc Ion PlatingAbdelkarim GhanemBelum ada peringkat
- 27 34Dokumen8 halaman27 34Mohammad LavasaniBelum ada peringkat
- Synopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthDokumen16 halamanSynopsis: in Order To Decrease Cross Sectional Area of Structural Members, Ultra High StrengthHector Alberto Garcia LopezBelum ada peringkat
- RR3000和CMSX 4单晶高温合金的高温氧化行为 PDFDokumen9 halamanRR3000和CMSX 4单晶高温合金的高温氧化行为 PDFhk esatonBelum ada peringkat
- Effect of Quenching Media On Mechanical Properties of Medium Carbon Steel 1030Dokumen9 halamanEffect of Quenching Media On Mechanical Properties of Medium Carbon Steel 1030مسعود بوزويرBelum ada peringkat
- Strength of PorcelainDokumen4 halamanStrength of PorcelainTravis WoodBelum ada peringkat
- 1 Effect of The Intercritical Annealing Temperature On The Mechanical Properties of 10 PCT MN Multi-Phase Steel PDFDokumen8 halaman1 Effect of The Intercritical Annealing Temperature On The Mechanical Properties of 10 PCT MN Multi-Phase Steel PDFJulio Hernandez MartinezBelum ada peringkat
- Investigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerDokumen4 halamanInvestigation of tungsten/EUROFER97 Diffusion Bonding Using NB InterlayerHARIMETLYBelum ada peringkat
- Effect of Elevated Temperatures On The Mechanical Behavior of Basalt Textile Reinforced Refractory ConcreteDokumen10 halamanEffect of Elevated Temperatures On The Mechanical Behavior of Basalt Textile Reinforced Refractory ConcreteDimas RamboBelum ada peringkat
- Kim2006 Article EffectsOfHeatTreatmentOnWearReDokumen11 halamanKim2006 Article EffectsOfHeatTreatmentOnWearReRicardo Andrés García LeónBelum ada peringkat
- Ref Time Hardness DensityDokumen10 halamanRef Time Hardness DensityOyiFerrerMallariBelum ada peringkat
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessDari EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessBelum ada peringkat
- Thermal Engineering PDFDokumen76 halamanThermal Engineering PDFKartik KuriBelum ada peringkat
- Introducing JiFi ST Petersburg 2014Dokumen4 halamanIntroducing JiFi ST Petersburg 2014danjohhnBelum ada peringkat
- CHY382-01 Ester Hydrolysis Lab ReportDokumen5 halamanCHY382-01 Ester Hydrolysis Lab ReportJoshua AunBelum ada peringkat
- Reability PDFDokumen396 halamanReability PDFMarcelo Ziulkoski100% (1)
- EVER11 Final ProgramDokumen20 halamanEVER11 Final ProgramAdrian PopBelum ada peringkat
- Fluid Mechanics II: Key Concepts of Fluid KinematicsDokumen18 halamanFluid Mechanics II: Key Concepts of Fluid KinematicsYousef FarajBelum ada peringkat
- Mini Project ReportDokumen37 halamanMini Project ReportPRAVIN KUMAR NBelum ada peringkat
- Basic Simulation LabDokumen69 halamanBasic Simulation LabkamalahasanmBelum ada peringkat
- Commercial Building Structural Design and AnalysisDokumen19 halamanCommercial Building Structural Design and AnalysisPatrikBelum ada peringkat
- Change Your MotionDokumen4 halamanChange Your MotionreynandcpcBelum ada peringkat
- Hvs-313. Maximum Demand ControllerDokumen3 halamanHvs-313. Maximum Demand ControllerHari BabuBelum ada peringkat
- Key Words: Targeting, HEN, Composite Curve,: Module 04: Targeting Lecture 10: Energy Targeting ProcedureDokumen8 halamanKey Words: Targeting, HEN, Composite Curve,: Module 04: Targeting Lecture 10: Energy Targeting ProcedureCalBelum ada peringkat
- Generator ProductsDokumen16 halamanGenerator Productspatro242Belum ada peringkat
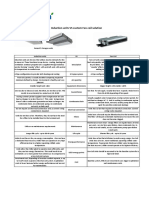
- HotelSolution: Induction Units VS Fan-Coil SolutionDokumen1 halamanHotelSolution: Induction Units VS Fan-Coil SolutionMoriyasu NguyenBelum ada peringkat
- Signature RedactedDokumen49 halamanSignature RedactedG Pavan KumarBelum ada peringkat
- Developing a Solar-Biomass Integrated Drying System for SpicesDokumen30 halamanDeveloping a Solar-Biomass Integrated Drying System for SpicesSantosh AngadiBelum ada peringkat
- Factors that Determine Paper StrengthDokumen23 halamanFactors that Determine Paper StrengthNur Ariesman Salleh100% (2)
- Numerical Analysis 1Dokumen21 halamanNumerical Analysis 1Maged Mohammad Hassan100% (1)
- Electric Current and Charge RelationshipDokumen9 halamanElectric Current and Charge RelationshipLokman HakimBelum ada peringkat
- P 211enDokumen26 halamanP 211enRadhakrishnan BalasubramanianBelum ada peringkat
- Saikat SaraniDokumen11 halamanSaikat SaraniPartha GangopadhyayBelum ada peringkat
- Stress Analysis of Flat Plates With Attached NozzlesDokumen125 halamanStress Analysis of Flat Plates With Attached NozzlesZarra FaktBelum ada peringkat
- Chemical Engineering Magazine Abril 2009 PDFDokumen108 halamanChemical Engineering Magazine Abril 2009 PDFFélix Vargas Santillán100% (1)
- Stiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisDokumen8 halamanStiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisNhật MinhBelum ada peringkat
- GEAS 1 - Chemistry - 2Dokumen4 halamanGEAS 1 - Chemistry - 2Leoneil Angelo AbreuBelum ada peringkat
- FTTH Accessories PDFDokumen10 halamanFTTH Accessories PDFdannyalcivarBelum ada peringkat
- Air SeperatorDokumen35 halamanAir SeperatorhasanBelum ada peringkat
- Soil Nail Wall - Soil Nailing - Deep ExcavationDokumen7 halamanSoil Nail Wall - Soil Nailing - Deep ExcavationAlok Mehta0% (1)
- Lift EstimationDokumen5 halamanLift EstimationAvinash SinghBelum ada peringkat