Anda mungkin juga menyukai
- Welding Inspector Job and ResponsilbilitiesDokumen5 halamanWelding Inspector Job and ResponsilbilitiesFelix GomintongBelum ada peringkat
- 12 Storage of Parent MaterialsDokumen3 halaman12 Storage of Parent MaterialselmiraBelum ada peringkat
- Assessment Procedure Welding Report FormDokumen23 halamanAssessment Procedure Welding Report Formssierro100% (1)
- Material Traceability ProcedureDokumen12 halamanMaterial Traceability Procedureqamar qateebBelum ada peringkat
- WP-8.5.1-02 Role of RWCDokumen3 halamanWP-8.5.1-02 Role of RWCNitin SharmaBelum ada peringkat
- NDT Request (Template)Dokumen4 halamanNDT Request (Template)Bethel NdifonBelum ada peringkat
- Welding CoordinationDokumen3 halamanWelding CoordinationIon PlesaBelum ada peringkat
- Welding Coordination-Tasks & ResponsibilitiesDokumen14 halamanWelding Coordination-Tasks & Responsibilitieskumaraswamy.kBelum ada peringkat
- Duties of The RWCDokumen3 halamanDuties of The RWCbluegalago100% (1)
- Procedure For Qualification of Welders or Welding OperatorsDokumen1 halamanProcedure For Qualification of Welders or Welding OperatorsSatish KeskarBelum ada peringkat
- Iso 3834Dokumen2 halamanIso 3834Jaay Vel0% (1)
- WPS & SmawDokumen12 halamanWPS & Smawnuke apriyaniBelum ada peringkat
- PDF Iso 3834 Checklist 1 CompressDokumen12 halamanPDF Iso 3834 Checklist 1 CompressViệt VũBelum ada peringkat
- Welding Parameters Control PipelineDokumen1 halamanWelding Parameters Control PipelinemusheerBelum ada peringkat
- PBI-CCP-QA-0001 QA Welding Consumable Control ProcedureDokumen15 halamanPBI-CCP-QA-0001 QA Welding Consumable Control ProcedureTadaya KasaharaBelum ada peringkat
- QC Sample Manual GenericDokumen34 halamanQC Sample Manual GenericIan Stewart PorterBelum ada peringkat
- Weld Joint Repaire Procedure - 08.04.14Dokumen6 halamanWeld Joint Repaire Procedure - 08.04.14Raj AryanBelum ada peringkat
- Audit Checklist TemplateDokumen12 halamanAudit Checklist TemplateMurugeswari Rajaselvam100% (1)
- Iso 3834 1 2021Dokumen10 halamanIso 3834 1 2021sosheyanBelum ada peringkat
- ISO 9001 2015 Cluases PDFDokumen1 halamanISO 9001 2015 Cluases PDFA MBelum ada peringkat
- Welder TrainingDokumen13 halamanWelder Trainingויליאם סן מרמיגיוסBelum ada peringkat
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Dokumen4 halamanAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- Inspection Flash Report: RFI NO & Date: 1.0 Type of VisitDokumen3 halamanInspection Flash Report: RFI NO & Date: 1.0 Type of VisitFahad AhmadBelum ada peringkat
- Guidance To Prepare Wps PQR For WeldingDokumen1 halamanGuidance To Prepare Wps PQR For WeldingHamid MansouriBelum ada peringkat
- Linde Rates For Welding Test Services-2018Dokumen2 halamanLinde Rates For Welding Test Services-2018Hoque AnamulBelum ada peringkat
- Pt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesDokumen0 halamanPt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesZoebairBelum ada peringkat
- Daily Report-31 (Su Jinlong)Dokumen3 halamanDaily Report-31 (Su Jinlong)sujinlongBelum ada peringkat
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDokumen3 halamanInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalBelum ada peringkat
- Comparison of Welding Inspector Qualification or Certification SchemesDokumen7 halamanComparison of Welding Inspector Qualification or Certification Schemeswahyu santosoBelum ada peringkat
- Template For List of DocumentsDokumen1 halamanTemplate For List of DocumentsSatish KeskarBelum ada peringkat
- Gap Analysis - ISO 3834Dokumen2 halamanGap Analysis - ISO 3834shabashakkim0% (1)
- Alishar SP 2Dokumen84 halamanAlishar SP 2Alam MD SazidBelum ada peringkat
- FactoryDokumen72 halamanFactorywhitebrosBelum ada peringkat
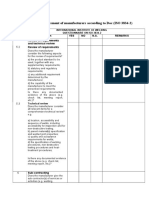
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Dokumen5 halamanCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarBelum ada peringkat
- Template For "Review of Requirements"Dokumen1 halamanTemplate For "Review of Requirements"Satish KeskarBelum ada peringkat
- Project Name: Report Number: Project Code: Inspection Date: Costumer: Inspector NameDokumen1 halamanProject Name: Report Number: Project Code: Inspection Date: Costumer: Inspector NameprasongBelum ada peringkat
- Tasks and Responsibilities of RWCDokumen1 halamanTasks and Responsibilities of RWCKDT100% (1)
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Dokumen2 halamanSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzBelum ada peringkat
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDokumen3 halamanSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamBelum ada peringkat
- Twi LTD: Welding Procedure Specification (WPS) - Page 1Dokumen2 halamanTwi LTD: Welding Procedure Specification (WPS) - Page 1Anonymous SLI4aGBelum ada peringkat
- Ins-P-021, Long Seam Set UpDokumen4 halamanIns-P-021, Long Seam Set UpDeepak100% (1)
- UntitledDokumen2 halamanUntitledIrfan NaqibBelum ada peringkat
- Flame StraighteningDokumen3 halamanFlame StraighteningAvishek Gupta100% (1)
- Bs Tech: Electrodes Issue and Return RegisterDokumen1 halamanBs Tech: Electrodes Issue and Return RegisterRhannie GarciaBelum ada peringkat
- Welding Control ProcedureDokumen18 halamanWelding Control ProceduresumitBelum ada peringkat
- ISO 3834-2 Compliance Check List PDFDokumen1 halamanISO 3834-2 Compliance Check List PDFMichael TayactacBelum ada peringkat
- Welding Coordinator WeldMap Weld Data Sheet PDFDokumen1 halamanWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadBelum ada peringkat
- Welding Procedure QualificationDokumen23 halamanWelding Procedure QualificationHosam AhmedBelum ada peringkat
- QMS Audit ChecklistDokumen8 halamanQMS Audit ChecklistAmb Patrick OghateBelum ada peringkat
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Dokumen65 halamanWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- Welder Qualification Manual Revision 5Dokumen20 halamanWelder Qualification Manual Revision 5Hugo RodriguezBelum ada peringkat
- 25 Tack Welder - ABSDokumen7 halaman25 Tack Welder - ABSvudinhnambrBelum ada peringkat
- BS 1724 (Bronze Welding by Gas)Dokumen24 halamanBS 1724 (Bronze Welding by Gas)nandi_scrBelum ada peringkat
- Document Purpose & Personnel ResponsibilityDokumen3 halamanDocument Purpose & Personnel ResponsibilityIlkin hasanovBelum ada peringkat
- Doc. No: - Date: 16.02.2023 Rev: 00 Method Statement For Pipe and Flange Fit-Up & Welding Works (Manual Fit Up & Welding)Dokumen3 halamanDoc. No: - Date: 16.02.2023 Rev: 00 Method Statement For Pipe and Flange Fit-Up & Welding Works (Manual Fit Up & Welding)muthuinchristBelum ada peringkat
- 1guidlines - QC EngineerDokumen2 halaman1guidlines - QC EngineerShashank PandyaBelum ada peringkat
- PID ResponsibilityDokumen2 halamanPID Responsibilityimurugan06Belum ada peringkat
- Quality Control Procedure For HVDokumen9 halamanQuality Control Procedure For HVVIKRAM DESAIBelum ada peringkat
- Quality Control Procedure For HVDokumen9 halamanQuality Control Procedure For HVVIKRAM DESAIBelum ada peringkat
- HicDokumen18 halamanHicIlkin hasanovBelum ada peringkat
- EPRG Weld Defect GuidelinesDokumen20 halamanEPRG Weld Defect GuidelinesIlkin hasanovBelum ada peringkat
- Recommended Practices For Local Postweld Heat TreatmentDokumen17 halamanRecommended Practices For Local Postweld Heat TreatmentIlkin hasanovBelum ada peringkat
- En 10029 For Hot Rolled Plate 3mm and AboveDokumen4 halamanEn 10029 For Hot Rolled Plate 3mm and AboveIlkin hasanovBelum ada peringkat
- WPQR Status Register For EPS ProjectDokumen3 halamanWPQR Status Register For EPS ProjectIlkin hasanovBelum ada peringkat
- Folder LabelDokumen1 halamanFolder LabelIlkin hasanovBelum ada peringkat
- Document Purpose & Personnel ResponsibilityDokumen3 halamanDocument Purpose & Personnel ResponsibilityIlkin hasanovBelum ada peringkat
- Carbon Arc Cutting PDFDokumen44 halamanCarbon Arc Cutting PDFIlkin hasanov100% (1)
- International Standard: Arc Welding Equipment - Part 14: Calibration, Validation and Consistency TestingDokumen11 halamanInternational Standard: Arc Welding Equipment - Part 14: Calibration, Validation and Consistency TestingIlkin hasanov33% (3)
- WG 15a Structural Systems - OffshoreDokumen273 halamanWG 15a Structural Systems - OffshoreIlkin hasanovBelum ada peringkat
- Wrep-Srp /: Permission Letter FormDokumen1 halamanWrep-Srp /: Permission Letter FormIlkin hasanovBelum ada peringkat
- Welding Procedure Qualification Record Pwps No: Client:Bp Welders Name: Welders I.D. Sheet Project: Wrep SRPDokumen1 halamanWelding Procedure Qualification Record Pwps No: Client:Bp Welders Name: Welders I.D. Sheet Project: Wrep SRPIlkin hasanovBelum ada peringkat
- Week 1 - Introduction To Discrete StructuresDokumen3 halamanWeek 1 - Introduction To Discrete StructuresOtaku OverlordBelum ada peringkat
- CS111 Intro. To CS (Lecture 0 - Fall 2021)Dokumen28 halamanCS111 Intro. To CS (Lecture 0 - Fall 2021)Bas SimBelum ada peringkat
- 07-Huawei FTTO Solution IMaster NCE Platform V1.3- 5月26日Dokumen75 halaman07-Huawei FTTO Solution IMaster NCE Platform V1.3- 5月26日Digits HomeBelum ada peringkat
- IBMSDokumen24 halamanIBMSMagesh SubramanianBelum ada peringkat
- Applies To:: EBS Data Model Comparison Report Overview (VIDEO) (Doc ID 1290886.1)Dokumen10 halamanApplies To:: EBS Data Model Comparison Report Overview (VIDEO) (Doc ID 1290886.1)herculean2010Belum ada peringkat
- Unit 41 Electrical Installation Design in Building Services EngineeringDokumen15 halamanUnit 41 Electrical Installation Design in Building Services EngineeringSoch SochBelum ada peringkat
- Traffic-Aware Cloud RAN: A Key For Green 5G NetworksDokumen12 halamanTraffic-Aware Cloud RAN: A Key For Green 5G NetworksJoana Paula Dognini WagnerBelum ada peringkat
- VerizonWireless AffDokumen2 halamanVerizonWireless Affjbjkhb hibBelum ada peringkat
- 1000 VA UPS: For Marine Dynamic Positioning and Vessel Control Systems Model ALS 210Dokumen16 halaman1000 VA UPS: For Marine Dynamic Positioning and Vessel Control Systems Model ALS 210Rodrigo100% (3)
- How To Stop The Charge Account From Rebuilding After Changing The RequesterDokumen5 halamanHow To Stop The Charge Account From Rebuilding After Changing The RequesterSaurabh ChandraBelum ada peringkat
- Manual de La MotherboardDokumen18 halamanManual de La MotherboardelkinpearandaBelum ada peringkat
- Ficha Tecnica SX10Dokumen7 halamanFicha Tecnica SX10José CamachoBelum ada peringkat
- ES074Dokumen158 halamanES074jeddijBelum ada peringkat
- Field Interviewer Cover LetterDokumen7 halamanField Interviewer Cover Letterbcrqhr1n100% (2)
- Community Health MissionDokumen3 halamanCommunity Health MissionMAHESH KULKARNIBelum ada peringkat
- BOSS ManualDokumen182 halamanBOSS ManualMohanBelum ada peringkat
- UserGuide4 0Dokumen102 halamanUserGuide4 0Mike Avalos GonzalezBelum ada peringkat
- Age of TalentDokumen28 halamanAge of TalentSri LakshmiBelum ada peringkat
- CollectionDokumen1 halamanCollectionsofi sureshBelum ada peringkat
- NA-OTP-PMT-0805-HS-SPE-0003 - Specification For Temporary Construction Camps and Ancillary Facilities - Final-2Dokumen25 halamanNA-OTP-PMT-0805-HS-SPE-0003 - Specification For Temporary Construction Camps and Ancillary Facilities - Final-2AHMED AMIRABelum ada peringkat
- Ericsson BTS and Antenna InstallationDokumen8 halamanEricsson BTS and Antenna InstallationRizvaan ALiBelum ada peringkat
- Arduino Project ReportDokumen16 halamanArduino Project ReportBroAmirBelum ada peringkat
- Ztransform AppDokumen5 halamanZtransform AppSyed Ali RazaBelum ada peringkat
- Linear ProgrammingDokumen13 halamanLinear ProgrammingTan KIm HAn0% (1)
- Manual Stretch Wrap Machine H-2304: System SpecificationsDokumen18 halamanManual Stretch Wrap Machine H-2304: System SpecificationsRussellBelum ada peringkat
- ISOBUS Doc PDFDokumen243 halamanISOBUS Doc PDFHotzenplotz HöhleBelum ada peringkat
- Modelo Ecm370Dokumen420 halamanModelo Ecm370RENO100% (2)
- Attivo Networks-Deception MythsDokumen9 halamanAttivo Networks-Deception MythsOscar Gopro SEISBelum ada peringkat
- 10 1109@IoT-SIU 2019 8777722 PDFDokumen6 halaman10 1109@IoT-SIU 2019 8777722 PDFAkshay KumarBelum ada peringkat