Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Materials 12 01325 PDFDokumen21 halamanMaterials 12 01325 PDFRodolfoMarínBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Special Provision To Specal Specification Marine StructuresDokumen47 halamanSpecial Provision To Specal Specification Marine StructuresRodolfoMarínBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Ultralok Construction Tooth System: vs. Cat K Series™ SystemDokumen1 halamanUltralok Construction Tooth System: vs. Cat K Series™ SystemRodolfoMarínBelum ada peringkat
- IALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2Dokumen10 halamanIALA Model Course L2.1.10 Maintenance of Plastic Buoys Ed.2RodolfoMarínBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- IALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2Dokumen11 halamanIALA Model Course L2.1.11 Maintenance of Steel Buoys Ed.2RodolfoMarínBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- International Standard: Metallic Materials - Brinell Hardness TestDokumen8 halamanInternational Standard: Metallic Materials - Brinell Hardness TestFilipe AlmeidaBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 602 Ssab Toolox Machining Rec 6 PDFDokumen20 halaman602 Ssab Toolox Machining Rec 6 PDFRodolfoMarín100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Tecnicas de SoldaduraDokumen96 halamanTecnicas de SoldaduraRodolfoMarínBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Echnical Pecification: Ersion AnuaryDokumen42 halamanEchnical Pecification: Ersion AnuaryRodolfoMarínBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Welcomes: Protecting The World From WearDokumen30 halamanWelcomes: Protecting The World From WearRodolfoMarínBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Vautid 100: Wear Plate For Highly Wear Resistant HardfacingDokumen1 halamanVautid 100: Wear Plate For Highly Wear Resistant HardfacingRodolfoMarínBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Pala CAT 6050 Bucket PDFDokumen12 halamanPala CAT 6050 Bucket PDFRodolfoMarínBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Iala Guideline: 1015 Painting Aids To Navigation BuoysDokumen9 halamanIala Guideline: 1015 Painting Aids To Navigation BuoysRodolfoMarín100% (1)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- 1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015Dokumen114 halaman1111 Ed.1 Preparation of Operational and Technical Performance Requirements For VTS Systems May2015RodolfoMarínBelum ada peringkat
- Vertical Shroud For Cat 966 - 980 LoadersDokumen1 halamanVertical Shroud For Cat 966 - 980 LoadersRodolfoMarínBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- P6003CON01LDokumen28 halamanP6003CON01LRodolfoMarínBelum ada peringkat
- Mining Tooth SystemDokumen5 halamanMining Tooth SystemRodolfoMarínBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Scrap MGT - Optimization SolutionsDokumen25 halamanScrap MGT - Optimization SolutionsRodolfoMarínBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
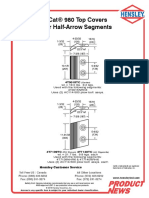
- Cat® 980 Top Covers For Half-Arrow SegmentsDokumen1 halamanCat® 980 Top Covers For Half-Arrow SegmentsRodolfoMarínBelum ada peringkat
- Owner'S Manual Manual Del Usuario: DelanceyDokumen32 halamanOwner'S Manual Manual Del Usuario: DelanceyRodolfoMarínBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Hensley AdaptersDokumen8 halamanHensley AdaptersRodolfoMarínBelum ada peringkat
- 966 & 966GDokumen1 halaman966 & 966GRodolfoMarínBelum ada peringkat
- QT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFDokumen71 halamanQT-3 ASME QPM 8th Edition Rev 1 Quality Manual PDFRodolfoMarínBelum ada peringkat
- Hensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersDokumen4 halamanHensley Hensley': Features of The 370 Series PARABOLIC Teeth & AdaptersRodolfoMarínBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 330 SeriesDokumen4 halaman330 SeriesRodolfoMarínBelum ada peringkat
- 290 SeriesDokumen4 halaman290 SeriesRodolfoMarínBelum ada peringkat
- Sidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncDokumen1 halamanSidecutter Protector For Cat® Excavators: Cat® & Caterpillar® Are Registered Trademarks of Caterpillar, IncRodolfoMarínBelum ada peringkat
- ASTM A514 GR H Data Sheet 2012 04 02 PDFDokumen2 halamanASTM A514 GR H Data Sheet 2012 04 02 PDFRodolfoMarínBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Lab Session 7: Load Flow Analysis Ofa Power System Using Gauss Seidel Method in MatlabDokumen7 halamanLab Session 7: Load Flow Analysis Ofa Power System Using Gauss Seidel Method in MatlabHayat AnsariBelum ada peringkat
- Everlube 620 CTDSDokumen2 halamanEverlube 620 CTDSchristianBelum ada peringkat
- XgxyDokumen22 halamanXgxyLïkïth RäjBelum ada peringkat
- Brand Positioning of PepsiCoDokumen9 halamanBrand Positioning of PepsiCoAbhishek DhawanBelum ada peringkat
- Embedded Systems DesignDokumen576 halamanEmbedded Systems Designnad_chadi8816100% (4)
- Condition Monitoring of Steam Turbines by Performance AnalysisDokumen25 halamanCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)
- 4th Sem Electrical AliiedDokumen1 halaman4th Sem Electrical AliiedSam ChavanBelum ada peringkat
- Loading N Unloading of Tanker PDFDokumen36 halamanLoading N Unloading of Tanker PDFKirtishbose ChowdhuryBelum ada peringkat
- 18 - PPAG-100-HD-C-001 - s018 (VBA03C013) - 0 PDFDokumen1 halaman18 - PPAG-100-HD-C-001 - s018 (VBA03C013) - 0 PDFSantiago GarciaBelum ada peringkat
- 23 Things You Should Know About Excel Pivot Tables - Exceljet PDFDokumen21 halaman23 Things You Should Know About Excel Pivot Tables - Exceljet PDFRishavKrishna0% (1)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Dry Canyon Artillery RangeDokumen133 halamanDry Canyon Artillery RangeCAP History LibraryBelum ada peringkat
- Income Statement, Its Elements, Usefulness and LimitationsDokumen5 halamanIncome Statement, Its Elements, Usefulness and LimitationsDipika tasfannum salamBelum ada peringkat
- Recommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityDokumen49 halamanRecommended Practices For Developing An Industrial Control Systems Cybersecurity Incident Response CapabilityJohn DavisonBelum ada peringkat
- Electrical ConnectorsDokumen5 halamanElectrical ConnectorsRodrigo SantibañezBelum ada peringkat
- SM Land Vs BCDADokumen68 halamanSM Land Vs BCDAelobeniaBelum ada peringkat
- ESG NotesDokumen16 halamanESG Notesdhairya.h22Belum ada peringkat
- Deed of Assignment CorporateDokumen4 halamanDeed of Assignment CorporateEric JayBelum ada peringkat
- Business Environment Analysis - Saudi ArabiaDokumen24 halamanBusiness Environment Analysis - Saudi ArabiaAmlan JenaBelum ada peringkat
- Pneumatic Fly Ash Conveying0 PDFDokumen1 halamanPneumatic Fly Ash Conveying0 PDFnjc6151Belum ada peringkat
- Oracle FND User APIsDokumen4 halamanOracle FND User APIsBick KyyBelum ada peringkat
- Viceversa Tarot PDF 5Dokumen1 halamanViceversa Tarot PDF 5Kimberly Hill100% (1)
- Elastic Modulus SFRCDokumen9 halamanElastic Modulus SFRCRatul ChopraBelum ada peringkat
- Review of Related LiteratureDokumen4 halamanReview of Related LiteratureCarlo Mikhail Santiago25% (4)
- Hayashi Q Econometica 82Dokumen16 halamanHayashi Q Econometica 82Franco VenesiaBelum ada peringkat
- Daraman vs. DENRDokumen2 halamanDaraman vs. DENRJeng GacalBelum ada peringkat
- COOKERY10 Q2W4 10p LATOJA SPTVEDokumen10 halamanCOOKERY10 Q2W4 10p LATOJA SPTVECritt GogolinBelum ada peringkat
- STM - Welding BookDokumen5 halamanSTM - Welding BookAlvin MoollenBelum ada peringkat
- Epidemiologi DialipidemiaDokumen5 halamanEpidemiologi DialipidemianurfitrizuhurhurBelum ada peringkat
- Dr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceDokumen31 halamanDr. Eduardo M. Rivera: This Is A Riveranewsletter Which Is Sent As Part of Your Ongoing Education ServiceNick FurlanoBelum ada peringkat
- Hip NormDokumen35 halamanHip NormAiman ArifinBelum ada peringkat
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisDari EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesDari EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesBelum ada peringkat
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemDari EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemBelum ada peringkat
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityDari EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityPenilaian: 5 dari 5 bintang5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDari EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsBelum ada peringkat
- A Complete Guide to Safety Officer Interview Questions and AnswersDari EverandA Complete Guide to Safety Officer Interview Questions and AnswersPenilaian: 4 dari 5 bintang4/5 (1)