Anda mungkin juga menyukai
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDari EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionBelum ada peringkat
- Pipe ComponentDokumen28 halamanPipe Componentarifinzaky27Belum ada peringkat
- Piping & Piping ComponentsDokumen39 halamanPiping & Piping ComponentsRamesh mudunuri100% (1)
- Types of Pipe Fittings and ComponentsDokumen12 halamanTypes of Pipe Fittings and ComponentsNithin chandranBelum ada peringkat
- Pipe RoutingDokumen4 halamanPipe RoutingJaykumarBelum ada peringkat
- Stressman Engineering - Study - Stresses in Pipe Bends With Different Angles R2Dokumen4 halamanStressman Engineering - Study - Stresses in Pipe Bends With Different Angles R2Desmond ChangBelum ada peringkat
- Steam Piping and CalculationsDokumen15 halamanSteam Piping and CalculationsMuller RezqBelum ada peringkat
- High-Rise Fan - Coil - EngineerDokumen15 halamanHigh-Rise Fan - Coil - EngineerMIN GUIBelum ada peringkat
- Treatment of Support Friction in Pipe Stress AnalysisDokumen6 halamanTreatment of Support Friction in Pipe Stress Analysissateesh chandBelum ada peringkat
- v1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterDokumen4 halamanv1.0 Rishabh Engineering CS 37 Piping Stress Analysis Horizontal HeaterJasonChong212Belum ada peringkat
- AFT Evaluating Pipe Dynamic Loads Caused by WaterhammerDokumen24 halamanAFT Evaluating Pipe Dynamic Loads Caused by WaterhammerroyalcomBelum ada peringkat
- 2005 Pearson Education South Asia Pte LTDDokumen68 halaman2005 Pearson Education South Asia Pte LTDDickson LeongBelum ada peringkat
- Piping PDFDokumen29 halamanPiping PDFEzekielBelum ada peringkat
- Introduction To Steam DistributionDokumen6 halamanIntroduction To Steam DistributionKagira Drawing SoltuionBelum ada peringkat
- Pipe Support Design SoftwareDokumen61 halamanPipe Support Design Softwaremuhammad0umar-4Belum ada peringkat
- Basics of Pipe StressDokumen32 halamanBasics of Pipe Stressrajuksk_pipingBelum ada peringkat
- U-Tube Heat ExchangerDokumen9 halamanU-Tube Heat Exchangerhirenpatel_62Belum ada peringkat
- Clad MetalsDokumen16 halamanClad MetalsVenkateswaran KrishnamurthyBelum ada peringkat
- Pipe Thickness Calculation GuideDokumen10 halamanPipe Thickness Calculation GuideVinay SharmaBelum ada peringkat
- Jacketed Piping DesignDokumen6 halamanJacketed Piping DesignManuel Vivian SouzaBelum ada peringkat
- Fluid Mechanics Course OverviewDokumen148 halamanFluid Mechanics Course OverviewPriyesh SinghBelum ada peringkat
- Introduction To Piping EngineeringDokumen33 halamanIntroduction To Piping EngineeringkysucoBelum ada peringkat
- PIPE RACK Design and Layout Guide for RefineriesDokumen50 halamanPIPE RACK Design and Layout Guide for Refineries124swadeshiBelum ada peringkat
- Piping Material SpecificationsDokumen26 halamanPiping Material SpecificationsWahidfunBelum ada peringkat
- Form A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Dokumen2 halamanForm A-1P Manufacturer'S Data Report For Plate Heat Exchangers As Required by The Provisions of The ASME Code Rules, Section VIII, Division 2Emma DBelum ada peringkat
- 2007 Catalog Constant SpringDokumen36 halaman2007 Catalog Constant Springinfo592Belum ada peringkat
- Flange & Gasket Design: Dr.S.Raja, Associate Professor (Senior Grade), Dept of Chemical Engg, MITDokumen54 halamanFlange & Gasket Design: Dr.S.Raja, Associate Professor (Senior Grade), Dept of Chemical Engg, MITRaja SelvarajBelum ada peringkat
- Orifice Plate Showing VenaDokumen6 halamanOrifice Plate Showing VenahugepotatoBelum ada peringkat
- Tables of Piping Standards - PittsburghDokumen166 halamanTables of Piping Standards - PittsburghzhangamecBelum ada peringkat
- Unraveling the mysteries of pipe thread sizesDokumen1 halamanUnraveling the mysteries of pipe thread sizesJeffrey WalkerBelum ada peringkat
- Check ValvesDokumen14 halamanCheck ValvesEryl YeongBelum ada peringkat
- Chapter 3 Final Control ElementDokumen77 halamanChapter 3 Final Control Elementmuhammad izzulBelum ada peringkat
- Piping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other PlaceDokumen28 halamanPiping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other Placerahult19Belum ada peringkat
- "Weights" - Pipe and Tank Weight Calculation ProgramDokumen14 halaman"Weights" - Pipe and Tank Weight Calculation ProgramBayu Aditya SubiyantoBelum ada peringkat
- 2005 Pearson Education South Asia Pte LTDDokumen68 halaman2005 Pearson Education South Asia Pte LTDDickson LeongBelum ada peringkat
- Using Variable Speed Drives VSDs in Pump Applications 1700774456Dokumen36 halamanUsing Variable Speed Drives VSDs in Pump Applications 1700774456hamedBelum ada peringkat
- Pipe Flo Stock ModuleDokumen2 halamanPipe Flo Stock Modulejames_far100% (1)
- Hvac Reference Data GuideDokumen79 halamanHvac Reference Data GuideIndra Rosadi100% (1)
- 2 PBDokumen6 halaman2 PBparag7676Belum ada peringkat
- M11 AceroDokumen187 halamanM11 Aceroleocv_7Belum ada peringkat
- Rating and Design of Tubular Heat Exchangers Using HTRI PDFDokumen4 halamanRating and Design of Tubular Heat Exchangers Using HTRI PDFshridharBelum ada peringkat
- Flange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartDokumen6 halamanFlange Bolt Torque Calculation and Pipe Flange Bolt Torque ChartArya0% (1)
- Vessels For High Pressure Dust CollectorsDokumen4 halamanVessels For High Pressure Dust CollectorsWade ColemanBelum ada peringkat
- GF Piping Systems Contain-IT PLUSDokumen12 halamanGF Piping Systems Contain-IT PLUSRon Don jrBelum ada peringkat
- Mew R6 2016Dokumen33 halamanMew R6 2016SajidBelum ada peringkat
- CAESAR II 2019 - What's NewDokumen38 halamanCAESAR II 2019 - What's NewzahoorBelum ada peringkat
- Nitrile Rubber InsulationDokumen2 halamanNitrile Rubber Insulationavid_ankurBelum ada peringkat
- Bestline Mining Supplies LTD - 2010 EditionDokumen50 halamanBestline Mining Supplies LTD - 2010 EditionTalabarteria RaygozaBelum ada peringkat
- Principles of Process Plant layout-RIL PDFDokumen16 halamanPrinciples of Process Plant layout-RIL PDFPedro DiazBelum ada peringkat
- Pipe FlangesDokumen7 halamanPipe FlangesAli SafdarBelum ada peringkat
- Overview of GRP PipesDokumen14 halamanOverview of GRP PipesMD IBRARBelum ada peringkat
- Pipe Stress and Deflection AppDokumen2 halamanPipe Stress and Deflection AppFahmi AliBelum ada peringkat
- Pumps Installation Handbook Calculations and SpreadsheetsDokumen43 halamanPumps Installation Handbook Calculations and Spreadsheetssasat1801Belum ada peringkat
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDari EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryBelum ada peringkat
- Pipesfitting PDFDokumen35 halamanPipesfitting PDFNavin KumarBelum ada peringkat
- Pipes FittingsDokumen37 halamanPipes Fittingsanand bandekarBelum ada peringkat
- Fluid Flow in PipesDokumen29 halamanFluid Flow in PipesitzGeekInside90% (20)
- Expansion Joints and Flexible Connections (Engineering Guide)Dokumen12 halamanExpansion Joints and Flexible Connections (Engineering Guide)harimecBelum ada peringkat
- Asse Plumbing Dictionary 6thed PDFDokumen202 halamanAsse Plumbing Dictionary 6thed PDFAbbey Guias AquinoBelum ada peringkat
- 01 - Fluid FlowDokumen76 halaman01 - Fluid FlowMubarak AhmadBelum ada peringkat
- Kamus PerkapalanDokumen0 halamanKamus Perkapalanmustain_henyBelum ada peringkat
- 6 - Plumbing PDFDokumen5 halaman6 - Plumbing PDFSadish MaharjanBelum ada peringkat
- Fundamentals of Fluid FlowDokumen38 halamanFundamentals of Fluid FlowharimecBelum ada peringkat
- HINDUSTAN SHIPYARD LIMITED JOBSDokumen26 halamanHINDUSTAN SHIPYARD LIMITED JOBSharimecBelum ada peringkat
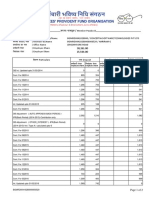
- BG MRD 00410280000000529Dokumen2 halamanBG MRD 00410280000000529harimecBelum ada peringkat
- Door List: P/J:P-618 (HULL21) / P-718 (HULL22)Dokumen12 halamanDoor List: P/J:P-618 (HULL21) / P-718 (HULL22)harimecBelum ada peringkat
- AJKO OdtDokumen1 halamanAJKO OdtharimecBelum ada peringkat
- Rev KDokumen12 halamanRev KharimecBelum ada peringkat
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDokumen3 halamanPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375Belum ada peringkat
- Anvil Pipe Hanger CatalogDokumen252 halamanAnvil Pipe Hanger Catalogneversirender100% (1)
- NETA V Brochure WebDokumen5 halamanNETA V Brochure Webagape plusBelum ada peringkat
- BS en 10016-3-1995 (1999)Dokumen10 halamanBS en 10016-3-1995 (1999)Martijn GrootBelum ada peringkat
- Carbon Steel Crane Rails: Standard Specification ForDokumen3 halamanCarbon Steel Crane Rails: Standard Specification ForRodrigo SimõesBelum ada peringkat
- Feather MillDokumen4 halamanFeather MillalphatoolsBelum ada peringkat
- DX BrochureDokumen44 halamanDX BrochureAbhinav RastogiBelum ada peringkat
- Erosion Behaviour of Hydro Turbine SteelDokumen52 halamanErosion Behaviour of Hydro Turbine SteelAkhileshChauhanBelum ada peringkat
- HSE Safety Alert - External Chloride Stress Corrosion Cracking of Stainless Steel Lokring Pipe ConnectorsDokumen3 halamanHSE Safety Alert - External Chloride Stress Corrosion Cracking of Stainless Steel Lokring Pipe Connectorsalmgdb1453Belum ada peringkat
- IEEMA Formula MotorDokumen4 halamanIEEMA Formula Motorfixer_007722Belum ada peringkat
- Laboratory waterbaths and oilbaths overviewDokumen16 halamanLaboratory waterbaths and oilbaths overviewcriman45Belum ada peringkat
- Is.814.2004 16Dokumen1 halamanIs.814.2004 16Anonymous vwbLPTpjBelum ada peringkat
- Tankguard StorageDokumen5 halamanTankguard StorageBiju_PottayilBelum ada peringkat
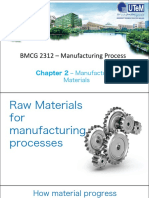
- 2-BMCG2312 Manufaturing MaterialsDokumen80 halaman2-BMCG2312 Manufaturing MaterialsMuhd IzzBelum ada peringkat
- Corrosion Cost JapanDokumen35 halamanCorrosion Cost JapanSudhir SharmaBelum ada peringkat
- Review On Listening Comprehesion, Structure & Written Expression, and Reading ComprehensionDokumen25 halamanReview On Listening Comprehesion, Structure & Written Expression, and Reading ComprehensionFebry JuniorBelum ada peringkat
- TR Torsion Specimens Datasheet 0517 PDFDokumen1 halamanTR Torsion Specimens Datasheet 0517 PDFSebastian CorralesBelum ada peringkat
- Railway Engineering MCQsDokumen14 halamanRailway Engineering MCQstushark12127Belum ada peringkat
- A Study On Elimination of Defects For Enhancement of Cost-Effectiveness in Wire Rod Mills in Indian ScenarioDokumen8 halamanA Study On Elimination of Defects For Enhancement of Cost-Effectiveness in Wire Rod Mills in Indian ScenarioSmruti Ranjan PattanayakBelum ada peringkat
- Belt Cleaning Systems REMA TIP TOP AustraliaDokumen44 halamanBelt Cleaning Systems REMA TIP TOP AustraliadexBelum ada peringkat
- GBT 1591-2008 - High Strength Low Alloy Structural SteelDokumen16 halamanGBT 1591-2008 - High Strength Low Alloy Structural SteelDarren ThoonBelum ada peringkat
- Microstructures, Mechanical Properties, and Fracture Behaviors of Metal-Injection Molded 17-4PH Stainless SteelDokumen7 halamanMicrostructures, Mechanical Properties, and Fracture Behaviors of Metal-Injection Molded 17-4PH Stainless SteelCJPATAGAN100% (1)
- Conceptual Cost Estimating Manual - John S. PageDokumen350 halamanConceptual Cost Estimating Manual - John S. PageiponputraBelum ada peringkat
- Turcont Catalogue EnglishDokumen23 halamanTurcont Catalogue EnglishHusain EbrahimBelum ada peringkat
- MagnetismDokumen5 halamanMagnetismAhmad ZebBelum ada peringkat
- PolymerDokumen30 halamanPolymerBarang TeknikBelum ada peringkat
- Material and Surface Engineering For Precision Forging DiesDokumen146 halamanMaterial and Surface Engineering For Precision Forging Diesflorin_01111Belum ada peringkat
- Density Galvalume N ZincalumeDokumen2 halamanDensity Galvalume N ZincalumeAuranisa SyaikniBelum ada peringkat
- Aluminum Ship StructuresDokumen14 halamanAluminum Ship StructuresJuan CarlosBelum ada peringkat
- Evolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsDokumen3 halamanEvolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsWazir Shah KazmiBelum ada peringkat