Anda mungkin juga menyukai
- APOSTILA CRONOAN LISE Aula 20 Introdu o Melhoria de Atividades PDFDokumen7 halamanAPOSTILA CRONOAN LISE Aula 20 Introdu o Melhoria de Atividades PDFWesley alves martinsBelum ada peringkat
- MASP - Módulo 3Dokumen8 halamanMASP - Módulo 3Wagner M GomesBelum ada peringkat
- Folha de Estudo de Tempos SimplesDokumen1 halamanFolha de Estudo de Tempos SimplesWesley alves martinsBelum ada peringkat
- MaspDokumen9 halamanMaspWesley alves martinsBelum ada peringkat
- CronoDokumen1 halamanCronoWesley alves martinsBelum ada peringkat
- APOSTILA CRONOAN LISE Aula 19 Atividades Repetitivas e N o RepetitivasDokumen10 halamanAPOSTILA CRONOAN LISE Aula 19 Atividades Repetitivas e N o RepetitivasWesley alves martinsBelum ada peringkat
- MASP - MóduloDokumen10 halamanMASP - Módulomaxwellaraujo_crownBelum ada peringkat
- MASP - Módulo 2Dokumen12 halamanMASP - Módulo 2Wagner M GomesBelum ada peringkat
- APOSTILA CRONOAN LISE Aula 14 Defini o Dos Elementos Das AtividadesDokumen18 halamanAPOSTILA CRONOAN LISE Aula 14 Defini o Dos Elementos Das AtividadesWesley alves martinsBelum ada peringkat
- Folha de Estudo de Tempos Padroniza O2Dokumen1 halamanFolha de Estudo de Tempos Padroniza O2Wesley alves martinsBelum ada peringkat
- Apostila Cronoan Lise Aula 01 Apresenta oDokumen10 halamanApostila Cronoan Lise Aula 01 Apresenta oWesley alves martinsBelum ada peringkat
- Apostila Cronoan Lise Aula 02 o Que Cronoan LiseDokumen23 halamanApostila Cronoan Lise Aula 02 o Que Cronoan LiseWesley alves martinsBelum ada peringkat
- Apostila Cronoan Lise Aula 08 Tipos de Medi o de TemposDokumen8 halamanApostila Cronoan Lise Aula 08 Tipos de Medi o de TemposWesley alves martinsBelum ada peringkat
- Pontos Fortes Oportunidades: Diagnostico SwotDokumen3 halamanPontos Fortes Oportunidades: Diagnostico SwotWesley alves martinsBelum ada peringkat
- Folha de Verificação (Exemplo4)Dokumen1 halamanFolha de Verificação (Exemplo4)Wesley alves martinsBelum ada peringkat
- Níveis NeurológicosDokumen2 halamanNíveis NeurológicosWesley alves martinsBelum ada peringkat
- Análise comparativa entre cronoanálise e método dos micromovimentos em estudo de caso de produção de biquiniDokumen64 halamanAnálise comparativa entre cronoanálise e método dos micromovimentos em estudo de caso de produção de biquiniWesley alves martinsBelum ada peringkat
- Seis SigmaDokumen74 halamanSeis SigmaWesley alves martinsBelum ada peringkat
- Artigo 250Dokumen3 halamanArtigo 250Wesley alves martinsBelum ada peringkat
- 01 Apostila Estrategia GE IDokumen36 halaman01 Apostila Estrategia GE IWesley alves martinsBelum ada peringkat
- Análise de valor pelo clienteDokumen29 halamanAnálise de valor pelo clienteWesley alves martinsBelum ada peringkat
- Métodos de Balanceamento de Linhas de Montagem Uni-Modelo E MistaDokumen71 halamanMétodos de Balanceamento de Linhas de Montagem Uni-Modelo E MistaWesley alves martinsBelum ada peringkat
- Cronoanálise para melhoria do suprimento da linha de montagem de empresa agrícolaDokumen55 halamanCronoanálise para melhoria do suprimento da linha de montagem de empresa agrícolahigormeBelum ada peringkat
- Seis Sigma Otimização Dos Custos. ALBERTO PEZEIRO Sócio-Fundador e CEO PDFDokumen31 halamanSeis Sigma Otimização Dos Custos. ALBERTO PEZEIRO Sócio-Fundador e CEO PDFWesley alves martinsBelum ada peringkat
- Níveis NeurológicosDokumen2 halamanNíveis NeurológicosWesley alves martinsBelum ada peringkat
- CT Damec 2017 2 49Dokumen95 halamanCT Damec 2017 2 49Wesley alves martinsBelum ada peringkat
- Metodologia para o Balanceamento de Linhas de Montagem Multi-Modelo em Ambientes de Customização em MassaDokumen14 halamanMetodologia para o Balanceamento de Linhas de Montagem Multi-Modelo em Ambientes de Customização em MassaWesley alves martinsBelum ada peringkat
- Estudo de Caso - Cronoanálise Motagem de CadeiraDokumen14 halamanEstudo de Caso - Cronoanálise Motagem de CadeiraWesley alves martinsBelum ada peringkat
- Projeto TCC 2021Dokumen66 halamanProjeto TCC 2021João Pedro Moreira PalmaBelum ada peringkat
- Lições de Liderança: Sabedoria para Futuros Líderes.Dokumen3 halamanLições de Liderança: Sabedoria para Futuros Líderes.Erli JuniorBelum ada peringkat
- Matriz Curricular Fisioterapia PDFDokumen4 halamanMatriz Curricular Fisioterapia PDFFrancisco Javier Miranda CortezBelum ada peringkat
- Keirsey - ResumãoDokumen19 halamanKeirsey - ResumãoDr Jorge RodriguesBelum ada peringkat
- Paraiba Nos 500 Anos Do BrasilDokumen433 halamanParaiba Nos 500 Anos Do BrasilJoão Fernando0% (1)
- Leitura 08 - LAKATOS - MARCONI - Fundamentos Da Metodologia Científica (Capítulo 11)Dokumen5 halamanLeitura 08 - LAKATOS - MARCONI - Fundamentos Da Metodologia Científica (Capítulo 11)Jonas AraújoBelum ada peringkat
- A Formação Familiar Dos Escravos Na Freguesia de Nossa Senhora Das Neves Do Sertâo de Macaé, 1809 A 1822Dokumen11 halamanA Formação Familiar Dos Escravos Na Freguesia de Nossa Senhora Das Neves Do Sertâo de Macaé, 1809 A 1822Ronaldo SantosBelum ada peringkat
- ITAn 22Dokumen15 halamanITAn 22Rinaldo MoreiraBelum ada peringkat
- Como Elaborar Um Artigo CientíficoDokumen7 halamanComo Elaborar Um Artigo CientíficoRicardo SuzartBelum ada peringkat
- Transcrição Da Entrevista Do Professor António NóvoaDokumen5 halamanTranscrição Da Entrevista Do Professor António NóvoaCreAmaeabBelum ada peringkat
- Cuidados no trajeto para evitar acidentesDokumen3 halamanCuidados no trajeto para evitar acidentessueli telesBelum ada peringkat
- Cronograma APS Administração FinanceiraDokumen1 halamanCronograma APS Administração FinanceiraFlávia MelloBelum ada peringkat
- MATOS, Olgária. Rousseau - Uma Arqueologia Da Desigualdade PDFDokumen63 halamanMATOS, Olgária. Rousseau - Uma Arqueologia Da Desigualdade PDFSil DeluchiBelum ada peringkat
- Pim - NaturaDokumen24 halamanPim - NaturaAnna melinaBelum ada peringkat
- Manutenção centralina BSP HP 125Dokumen5 halamanManutenção centralina BSP HP 125Gabriel DutraBelum ada peringkat
- Aula 11 Direito Administrativo ResQu CESPE Bens Publicos v3Dokumen42 halamanAula 11 Direito Administrativo ResQu CESPE Bens Publicos v3TJCE 2019Belum ada peringkat
- Brady2018 PDFDokumen136 halamanBrady2018 PDFMaximiliano R. CamposBelum ada peringkat
- LibrasDokumen170 halamanLibrasLuciano Silva77% (35)
- Elaboraçao de Metodologia de ProjectoDokumen3 halamanElaboraçao de Metodologia de ProjectoLuisexy69Belum ada peringkat
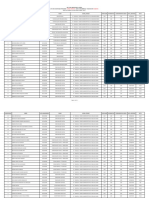
- GDF Ensino Superior - Classificação Provisória Ampla ConcorrênciaDokumen24 halamanGDF Ensino Superior - Classificação Provisória Ampla ConcorrênciaDébora RodriguesBelum ada peringkat
- Infância, Consumo e Mídia na ContemporaneidadeDokumen13 halamanInfância, Consumo e Mídia na ContemporaneidadeRebeca MirandaBelum ada peringkat
- Ana Maria Tavares CavalcantiDokumen13 halamanAna Maria Tavares CavalcantiFausto BarrettoBelum ada peringkat
- Português 9º AnoDokumen7 halamanPortuguês 9º AnoAna Abreu50% (2)
- Participação e representatividade na elaboração do PDD de NamaachaDokumen57 halamanParticipação e representatividade na elaboração do PDD de Namaachaarcade arjunBelum ada peringkat
- Técnicas de comunicação em relações públicas no turismoDokumen47 halamanTécnicas de comunicação em relações públicas no turismoLeonor FaustinoBelum ada peringkat
- Comentarios Ao Código Processo Civil Tomo14Dokumen139 halamanComentarios Ao Código Processo Civil Tomo14Wilson GomesBelum ada peringkat
- Transmissão de dados em subestaçõesDokumen2 halamanTransmissão de dados em subestaçõesDAVID JÚNIOR PEREIRA DA SILVABelum ada peringkat
- Dados Condutor Fabiana PinheiroDokumen129 halamanDados Condutor Fabiana PinheiroalissonBelum ada peringkat
- Língua Portuguesa e MatemáticaDokumen37 halamanLíngua Portuguesa e MatemáticakleniobandBelum ada peringkat
- Marxismo, Estado e políticas públicasDokumen27 halamanMarxismo, Estado e políticas públicasLeonardo Portes PintoBelum ada peringkat