Anda mungkin juga menyukai
- Gave Levas 099ca00852.03esDokumen60 halamanGave Levas 099ca00852.03esMIGUEL100% (1)
- Problemas de Fundamentos de Electrotecnia PDFDokumen278 halamanProblemas de Fundamentos de Electrotecnia PDFJosé MiguelBelum ada peringkat
- CEM-C31 Manual Contador WattsDokumen58 halamanCEM-C31 Manual Contador WattsSergio OrtizBelum ada peringkat
- PP-R. Cuadernillo. Carreras TécnicasDokumen4 halamanPP-R. Cuadernillo. Carreras TécnicasceltnsBelum ada peringkat
- Curso BETT de Electricidad y ElectrónicaDokumen212 halamanCurso BETT de Electricidad y ElectrónicaJesus Lopez yajaBelum ada peringkat
- TM-1920 - Marquez Gonzales, RichardDokumen165 halamanTM-1920 - Marquez Gonzales, RichardJAIR RODRIGO CARVAJAL FERRUFINOBelum ada peringkat
- Informe de Residencia Profesional Desarrollo de Software Medico para El Instituto Tecnológico de Ciudad JuárezDokumen356 halamanInforme de Residencia Profesional Desarrollo de Software Medico para El Instituto Tecnológico de Ciudad JuárezVíctor ManuelBelum ada peringkat
- Memoria de Estadía JOSE LUIS1Dokumen31 halamanMemoria de Estadía JOSE LUIS1Maiz AgrioBelum ada peringkat
- JORGE QUISPE PROYECTO 2 ....Dokumen28 halamanJORGE QUISPE PROYECTO 2 ....cahuanavladimir7Belum ada peringkat
- Informe Final Expediente Tecnico en SeguridadDokumen131 halamanInforme Final Expediente Tecnico en SeguridadItaloUlloaGuarniz100% (2)
- Informe Sobre EgemsaDokumen85 halamanInforme Sobre EgemsaAnette Wendy Quipo KanchaBelum ada peringkat
- Tesis - T1523idDokumen403 halamanTesis - T1523idPaul Jordan OrtizBelum ada peringkat
- Proceso e Inspeccion de Calidad para La Fabricación en El Area de Formado de Tubos y Mangueras (Final 3) PDFDokumen60 halamanProceso e Inspeccion de Calidad para La Fabricación en El Area de Formado de Tubos y Mangueras (Final 3) PDFUriiel Armstrong BunburyyBelum ada peringkat
- Proyecto Auditoria U - IiiDokumen64 halamanProyecto Auditoria U - Iiiroiber lopez del aguilaBelum ada peringkat
- Informe - FinalDokumen145 halamanInforme - FinalTQGBelum ada peringkat
- Proyecto Final PDFDokumen63 halamanProyecto Final PDFflor neida100% (1)
- 2020 Informe Practica Julian Arturo Mejia EspitiaDokumen23 halaman2020 Informe Practica Julian Arturo Mejia EspitiaJ Pablo Torres CBelum ada peringkat
- Proyecto de Residencia ProfesionalDokumen59 halamanProyecto de Residencia ProfesionalMarisol GonzalezBelum ada peringkat
- Desarrollo de Un Módulo de Entrenamiento para El Control de Motores de Inducción Trifásicos Asíncronos Mediante Una Plataforma Virtual PDFDokumen77 halamanDesarrollo de Un Módulo de Entrenamiento para El Control de Motores de Inducción Trifásicos Asíncronos Mediante Una Plataforma Virtual PDFJn SpnsBelum ada peringkat
- Efsrt-3.4 - Mei-2021-2Dokumen93 halamanEfsrt-3.4 - Mei-2021-2Gaby Leon GutierrezBelum ada peringkat
- Informe Técnico SukarneDokumen71 halamanInforme Técnico SukarneAlbberto Jimmenez EspinozzaBelum ada peringkat
- Aplicacion Movil FerreteriaDokumen66 halamanAplicacion Movil FerreteriaMabel Quispe Olivera100% (2)
- Benavides Maldonado, José Leonardo.Dokumen100 halamanBenavides Maldonado, José Leonardo.Juan David Guijarro MonteroBelum ada peringkat
- Mejora procesos producción acero inoxidableDokumen277 halamanMejora procesos producción acero inoxidableSTHEFANY LUCIA MEZA ACUNABelum ada peringkat
- Introducción A La Industria de Los HidrocarburosDokumen253 halamanIntroducción A La Industria de Los HidrocarburosRoberto Carrasco Olano100% (3)
- Automatización de Invernadero para Tecnológico de Estudios Superiores de Ixtapaluca.Dokumen120 halamanAutomatización de Invernadero para Tecnológico de Estudios Superiores de Ixtapaluca.ING.R.HBelum ada peringkat
- Proyecto de Prensa Hidraulica (Ortiz) 1Dokumen86 halamanProyecto de Prensa Hidraulica (Ortiz) 1Alexis Mueras Salcedo88% (8)
- Proyecto Integfrador Capitulo 3 - 1Dokumen46 halamanProyecto Integfrador Capitulo 3 - 1Erika MalisaBelum ada peringkat
- Vibra PantallDokumen46 halamanVibra PantallAndres PerozoBelum ada peringkat
- Diseño de IndustriaDokumen260 halamanDiseño de IndustriaJipson PinBelum ada peringkat
- Banco Didáctico de Entrenamiento Neumatico. Proyecto de GradoDokumen99 halamanBanco Didáctico de Entrenamiento Neumatico. Proyecto de GradoLeonel Cristhian100% (1)
- Diseño de Un Sistema de Gestión de La Calidad para El Taller de Bobinado de Motores Eléctricos Del Departamento de Mantenimiento EléctricoDokumen100 halamanDiseño de Un Sistema de Gestión de La Calidad para El Taller de Bobinado de Motores Eléctricos Del Departamento de Mantenimiento EléctricoManuel OrtegaBelum ada peringkat
- Fabricación e Implementación de Un Tornillo de Banco para El Departamento de Mantenimiento en Mitsubishi Electric de México S.A. de C.V. Planta Ii PDFDokumen60 halamanFabricación e Implementación de Un Tornillo de Banco para El Departamento de Mantenimiento en Mitsubishi Electric de México S.A. de C.V. Planta Ii PDFDaniel Lagunas HernándezBelum ada peringkat
- Trabajo Proyecto de Grado AppGroTerminadoDokumen116 halamanTrabajo Proyecto de Grado AppGroTerminadoDembow ReggeatonBelum ada peringkat
- Residencia 1ra RevisionDokumen66 halamanResidencia 1ra RevisionEdgar MartinezBelum ada peringkat
- Juliaca - Perú 2021Dokumen167 halamanJuliaca - Perú 2021Cristiano Ronaldo ApazaBelum ada peringkat
- Planta UHT LecheDokumen117 halamanPlanta UHT LecheRoberto MounzónBelum ada peringkat
- Helados TonnyDokumen52 halamanHelados TonnySergio VargasBelum ada peringkat
- Proyecto Auditoria U - IiiDokumen50 halamanProyecto Auditoria U - IiiJean Alexis Rodas BautistaBelum ada peringkat
- Panificadora Trigo DoradoDokumen76 halamanPanificadora Trigo Doradooskar omar romero villanueva83% (6)
- 3560901543838UTFSMDokumen93 halaman3560901543838UTFSMBruno TamayoBelum ada peringkat
- Plan de Mantenimiento Instaaciones ElectricasDokumen64 halamanPlan de Mantenimiento Instaaciones ElectricasGuillermo BlancarteBelum ada peringkat
- Tmec 1135Dokumen80 halamanTmec 1135laukgrBelum ada peringkat
- Propuesta, Implementacion y Evaluacion de Programa para El Mantenimiento de Las Unidades de Tuberia FlexibleDokumen40 halamanPropuesta, Implementacion y Evaluacion de Programa para El Mantenimiento de Las Unidades de Tuberia FlexibleErick Sabino Ruiz HernándezBelum ada peringkat
- Universidad Nacional Autónoma de México: Informe Del Ejercicio ProfesionalDokumen135 halamanUniversidad Nacional Autónoma de México: Informe Del Ejercicio ProfesionalChemaPitolBelum ada peringkat
- Supervision OkokokDokumen35 halamanSupervision OkokokJuan Carlos Aguilar SandovalBelum ada peringkat
- Implementacion TPM y DMAICDokumen74 halamanImplementacion TPM y DMAICSantiago Villarreal0% (1)
- Programa de Salud Ocupacional para LechesanDokumen442 halamanPrograma de Salud Ocupacional para Lechesand-fbuser-84613706100% (1)
- Universidad Catolica de Santa Maria Facultad de Ciencias E Ingenierias Fisicas Y FormalesDokumen155 halamanUniversidad Catolica de Santa Maria Facultad de Ciencias E Ingenierias Fisicas Y FormalesDavid IturriagaBelum ada peringkat
- Optimización de planes de mantenimiento y monitoreo continuo en planta de ácido de Codelco División VentanasDokumen128 halamanOptimización de planes de mantenimiento y monitoreo continuo en planta de ácido de Codelco División Ventanaswaldo arceBelum ada peringkat
- PG 2118Dokumen180 halamanPG 2118Luis MhkBelum ada peringkat
- Formación técnica en gestión electrónica de motoresDokumen111 halamanFormación técnica en gestión electrónica de motoresEdwin Tito PérezBelum ada peringkat
- MantenimientoDokumen61 halamanMantenimientoRoberto Ramirez Zavala100% (1)
- Proyecto NoeliaDokumen29 halamanProyecto NoeliaRolando LoaizaBelum ada peringkat
- Diseño de MaquinasDokumen99 halamanDiseño de MaquinasChristian Vargas CentenoBelum ada peringkat
- Tesis Silva OrtizDokumen104 halamanTesis Silva OrtizDariana CusquisivánBelum ada peringkat
- Diseno de Un Sistema de Control Operacional TPMDokumen269 halamanDiseno de Un Sistema de Control Operacional TPMealdas86Belum ada peringkat
- Evaluación de Calidad de Agua de Los Ríos y Quebradas Del Distrito de Oxapampa A Través de MacroinvertDokumen121 halamanEvaluación de Calidad de Agua de Los Ríos y Quebradas Del Distrito de Oxapampa A Través de MacroinvertMdyoriFlrsRmsBelum ada peringkat
- Memoria de Titulacion GabieDokumen64 halamanMemoria de Titulacion GabieArriaga Ayala EmanuelBelum ada peringkat
- P1 - LL1 - Prado JuanDokumen3 halamanP1 - LL1 - Prado JuanJuaniito PradoBelum ada peringkat
- P1 IB1 Prado JuanDokumen10 halamanP1 IB1 Prado JuanJuan PradoBelum ada peringkat
- P1 - IB2 - Prado JuanDokumen7 halamanP1 - IB2 - Prado JuanJuaniito PradoBelum ada peringkat
- S/E QuevedoDokumen1 halamanS/E QuevedoJuaniito PradoBelum ada peringkat
- Esquema unifilar de la subestación SE RIOBAMBA 230 kVDokumen1 halamanEsquema unifilar de la subestación SE RIOBAMBA 230 kVJuaniito PradoBelum ada peringkat
- P1 - IB3 - Prado Juan - LinkDokumen1 halamanP1 - IB3 - Prado Juan - LinkJuaniito PradoBelum ada peringkat
- Informe de Casos: Caso #2Dokumen2 halamanInforme de Casos: Caso #2Juaniito PradoBelum ada peringkat
- Actividad Emprendedora en EcuadorDokumen4 halamanActividad Emprendedora en EcuadorJuaniito PradoBelum ada peringkat
- Informe de Casos: Caso #1Dokumen3 halamanInforme de Casos: Caso #1Juaniito PradoBelum ada peringkat
- Condensadores para Sistemas de RefrigeracionDokumen7 halamanCondensadores para Sistemas de RefrigeracionJuaniito PradoBelum ada peringkat
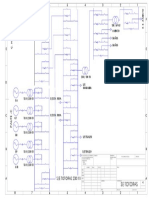
- Se Totoras - PDF 1Dokumen1 halamanSe Totoras - PDF 1steeven youngBelum ada peringkat
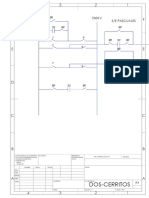
- Dos CerritosDokumen1 halamanDos CerritosSebas AlmeidaBelum ada peringkat
- Subestacion MachalaDokumen1 halamanSubestacion MachalaJuaniito PradoBelum ada peringkat
- Paper Circuitos de Primer OrdenDokumen5 halamanPaper Circuitos de Primer OrdenJuaniito PradoBelum ada peringkat
- Impacto Ambiental de Centrales de Generacion de EnergiaDokumen2 halamanImpacto Ambiental de Centrales de Generacion de EnergiaJuaniito PradoBelum ada peringkat
- Transmisión de energía eléctrica: Líneas de transmisiónDokumen10 halamanTransmisión de energía eléctrica: Líneas de transmisiónJuaniito PradoBelum ada peringkat
- Centrales Colombia PeruDokumen4 halamanCentrales Colombia PeruJuaniito PradoBelum ada peringkat
- Ejercicios Cad CamDokumen3 halamanEjercicios Cad CamJuaniito PradoBelum ada peringkat
- Analisis de CortocircuitoDokumen8 halamanAnalisis de CortocircuitoJuaniito PradoBelum ada peringkat
- Central Termica Enrique GarciaDokumen20 halamanCentral Termica Enrique GarciaJuaniito PradoBelum ada peringkat
- Dos CerritosDokumen1 halamanDos CerritosSebas AlmeidaBelum ada peringkat
- Corriente Del Niño y de HumboldtDokumen3 halamanCorriente Del Niño y de HumboldtBryan Alejandro MontesBelum ada peringkat
- Deber 2 Codigos GDokumen18 halamanDeber 2 Codigos GJuaniito PradoBelum ada peringkat
- Movimiento CurvilineoDokumen20 halamanMovimiento CurvilineoJuaniito PradoBelum ada peringkat
- Deber ProcesosDokumen1 halamanDeber ProcesosJuaniito PradoBelum ada peringkat
- Circuitos de control para tiristores y UJTDokumen169 halamanCircuitos de control para tiristores y UJTDiana CacuangoBelum ada peringkat
- Soldadura 1Dokumen5 halamanSoldadura 1Juaniito PradoBelum ada peringkat
- 2 Diagramas P Id PDFDokumen43 halaman2 Diagramas P Id PDFFreddy YugchaBelum ada peringkat
- Ejercicios Movimiento Rectilíneo 1 ClaseDokumen6 halamanEjercicios Movimiento Rectilíneo 1 ClaseJuaniito PradoBelum ada peringkat
- Ensayo-Esclerometrico 2Dokumen27 halamanEnsayo-Esclerometrico 2Yarsi PadillaBelum ada peringkat
- La Ingeniería y la SustentabilidadDokumen41 halamanLa Ingeniería y la SustentabilidadJuan Jose100% (2)
- 1 Memoria Descriptiva ElectricasDokumen21 halaman1 Memoria Descriptiva ElectricasMiguel Angel Lopez NievesBelum ada peringkat
- Guia1 Propuestos PotenciaDokumen3 halamanGuia1 Propuestos PotenciaEmmanuel Castañeda100% (1)
- Coordinación BIM instalaciones MEPDokumen8 halamanCoordinación BIM instalaciones MEPworihuela10Belum ada peringkat
- Campos de actuación ingeniero civilDokumen9 halamanCampos de actuación ingeniero civilJose Constancio100% (1)
- Buap PorrasDokumen42 halamanBuap PorrasAída SiuBelum ada peringkat
- Relación Entre La Ingenieria y La CienciaDokumen1 halamanRelación Entre La Ingenieria y La CienciaGilmar Sanchez MoranBelum ada peringkat
- CONSTRUCCIÓN SEDE SOCIAL CLUB LOS LEONESDokumen10 halamanCONSTRUCCIÓN SEDE SOCIAL CLUB LOS LEONESDanilo GomezBelum ada peringkat
- Mullisaca Gómez, Luis-Talma-PSP2-G110822-IFDokumen25 halamanMullisaca Gómez, Luis-Talma-PSP2-G110822-IFLuis MullisacaBelum ada peringkat
- El PromptDokumen6 halamanEl PromptHILARIO MARTIN CRUZ CRUZBelum ada peringkat
- Plan Pre y ComisionamientoDokumen17 halamanPlan Pre y ComisionamientoMilton Moreno100% (1)
- Memoria Electrica La ArabiaDokumen46 halamanMemoria Electrica La ArabiaAntonio PelaezBelum ada peringkat
- Diseño Por Corte de ColumnasDokumen13 halamanDiseño Por Corte de ColumnasMilagros LaquiBelum ada peringkat
- Ingeniero informático con 8 años de experiencia en Java, C++, SQL y LinuxDokumen2 halamanIngeniero informático con 8 años de experiencia en Java, C++, SQL y LinuxAriel Gallego AlmanzaBelum ada peringkat
- Cuadro Comparativo Normas de CalidadDokumen3 halamanCuadro Comparativo Normas de Calidadmilton_10100% (2)
- Anexo-1 Curso IsDokumen5 halamanAnexo-1 Curso IsMajo BárcenasBelum ada peringkat
- La Jitopapa PDFDokumen16 halamanLa Jitopapa PDFCarlos CejaBelum ada peringkat
- AnteproyectoDokumen91 halamanAnteproyectoCarlos Arturo Porras AbaunzaBelum ada peringkat
- Maquinas Electricas UNMSMDokumen15 halamanMaquinas Electricas UNMSMKim'y JohanaBelum ada peringkat
- Reconocimiento de Sistemas de Control y AutomatizaciónDokumen23 halamanReconocimiento de Sistemas de Control y AutomatizaciónPedrito SotoBelum ada peringkat
- Capacidad de Carga Segun Terzagui, Meyerhof, Hansen y VesicDokumen11 halamanCapacidad de Carga Segun Terzagui, Meyerhof, Hansen y VesicAlejandro Cortijo CastilloBelum ada peringkat
- Lista de Precios Energia Laumayer 2015 1JUNIO CDokumen300 halamanLista de Precios Energia Laumayer 2015 1JUNIO CRichard BecerraBelum ada peringkat
- Master Estructuras CypeDokumen26 halamanMaster Estructuras CypeWaldemar Cepeda MurilloBelum ada peringkat
- Brochure Coselsa 2011Dokumen13 halamanBrochure Coselsa 2011Javier MatiasBelum ada peringkat
- Método de TaguichiDokumen19 halamanMétodo de TaguichiDoris Gina Romero Vera100% (1)
- Laboratorio AvionesDokumen3 halamanLaboratorio AvionesAlfaro JoseBelum ada peringkat
- Bases RobóticaDokumen26 halamanBases RobóticaStefano Popescu0% (1)
- Control de riesgos en pozosDokumen34 halamanControl de riesgos en pozosJOSE ANTONIO MIRANDA JIMENEZBelum ada peringkat
- Diseño Casa Moderna de Un Piso - Construye HogarDokumen16 halamanDiseño Casa Moderna de Un Piso - Construye HogarAlberto MarsicoBelum ada peringkat