Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- World Soccer Winning Eleven 7 International - WalkthroughDokumen161 halamanWorld Soccer Winning Eleven 7 International - WalkthroughRAF04100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Crane Engineering Data 1Dokumen56 halamanCrane Engineering Data 1jerry666aBelum ada peringkat
- Test Probe Paut G1E190016LRDokumen2 halamanTest Probe Paut G1E190016LRRAF04Belum ada peringkat
- Metallurgy and Welding PDFDokumen18 halamanMetallurgy and Welding PDFPatrick DominguezBelum ada peringkat
- MW Series: Shear Waves Angle Beam TransducersDokumen2 halamanMW Series: Shear Waves Angle Beam TransducersRAF04Belum ada peringkat
- Astm A609Dokumen9 halamanAstm A609RAF04Belum ada peringkat
- AISC Advisory Changes Tkk1Dokumen4 halamanAISC Advisory Changes Tkk1mohamedadel100Belum ada peringkat
- Changes to Ultrasonic Testing Bring Phased Array to CanadaDokumen7 halamanChanges to Ultrasonic Testing Bring Phased Array to CanadaRAF04Belum ada peringkat
- FICHA TECNICA GEL ULTRASONIDO Tylose H 60000 YP2Dokumen1 halamanFICHA TECNICA GEL ULTRASONIDO Tylose H 60000 YP2RAF04Belum ada peringkat
- Metallurgy and Welding PDFDokumen18 halamanMetallurgy and Welding PDFPatrick DominguezBelum ada peringkat
- Gambar 1Dokumen10 halamanGambar 1Mario HanamiciBelum ada peringkat
- PT-MT Kurs NotuDokumen300 halamanPT-MT Kurs NotuBahadir TekinBelum ada peringkat
- Arc Gouging GuideDokumen44 halamanArc Gouging Guidedirtylsu0% (1)
- The Radiological Accident in CochabambaDokumen65 halamanThe Radiological Accident in CochabambacavrisBelum ada peringkat
- EURAMET-cg-19 V 2.1 Guidelines in Uncertainty Volume PDFDokumen20 halamanEURAMET-cg-19 V 2.1 Guidelines in Uncertainty Volume PDFGaby JaureguiBelum ada peringkat
- DEWMASTER Chilled Mirror HygrometerDokumen2 halamanDEWMASTER Chilled Mirror Hygrometerviethuong96Belum ada peringkat
- Present Progressive vs Simple Present TenseDokumen2 halamanPresent Progressive vs Simple Present TenseMario Andrés Mendoza CastilloBelum ada peringkat
- Geophone Catalogue CompressedDokumen8 halamanGeophone Catalogue Compressedjulio cesar cabrera gonzalezBelum ada peringkat
- Measurement of Vehicular Response To Traveled Surface RoughnessDokumen4 halamanMeasurement of Vehicular Response To Traveled Surface RoughnessDannyChaconBelum ada peringkat
- The Effect of Temperature On Manual Dexterity, Reaction Time, and Optimum Grip-SpanDokumen5 halamanThe Effect of Temperature On Manual Dexterity, Reaction Time, and Optimum Grip-SpanMladen PuljićBelum ada peringkat
- Everyday ScienceDokumen117 halamanEveryday ScienceFawad Hayat MohmandBelum ada peringkat
- EXPERIMENT No 2Dokumen8 halamanEXPERIMENT No 2Nathaniel NatividadBelum ada peringkat
- Weidmuller PT100 TransducersDokumen3 halamanWeidmuller PT100 TransducersF Sisniegas GCBelum ada peringkat
- NT VVS 103 PDFDokumen7 halamanNT VVS 103 PDFFërnando Rodrîguëz Herrerä100% (1)
- Kelvin Scale Pressure Temperature Relationship Edexcel IgcseDokumen2 halamanKelvin Scale Pressure Temperature Relationship Edexcel IgcseZoonieFRBelum ada peringkat
- Thermodynamics Multiple Choice Questions and Answers SEODokumen21 halamanThermodynamics Multiple Choice Questions and Answers SEOPadmavathi C50% (2)
- Tripura Factory RulesDokumen309 halamanTripura Factory RulesRajiv Lochan BaruahBelum ada peringkat
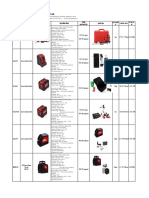
- ZHZ Industry LTD.: Model Description Picture Specification FOB Price (Usd) Package Pc/carto N Carton Size N.w/G. WDokumen2 halamanZHZ Industry LTD.: Model Description Picture Specification FOB Price (Usd) Package Pc/carto N Carton Size N.w/G. WSamy ChemalaBelum ada peringkat
- ...Dokumen44 halaman...Mercy'deth MangaoilBelum ada peringkat
- Model C30 Electrical Tech RefDokumen22 halamanModel C30 Electrical Tech RefIan SnowBelum ada peringkat
- Module 2 Warming and Cooling Earth and Its AtmosphereDokumen16 halamanModule 2 Warming and Cooling Earth and Its AtmosphereConcepcion Jasmin JodlomanBelum ada peringkat
- Atomic Clock Instructions ManualDokumen9 halamanAtomic Clock Instructions ManualAaron RayBelum ada peringkat
- Climatic Data ElementsDokumen9 halamanClimatic Data ElementsNico RobinBelum ada peringkat
- UNIT 5 Changes of StateDokumen6 halamanUNIT 5 Changes of StatePham Van Tin B1909842Belum ada peringkat
- Chemistry Experiment 7 ReportDokumen12 halamanChemistry Experiment 7 ReportFN6012021 RAVICHANDRAN GOKULBelum ada peringkat
- Specification Sheet: CBB21 Metallized Polypropylene Film CapacitorDokumen6 halamanSpecification Sheet: CBB21 Metallized Polypropylene Film Capacitorömer güneşBelum ada peringkat
- BS en 196-3, 1995-Cement Setting Time and SoundnessDokumen15 halamanBS en 196-3, 1995-Cement Setting Time and Soundnesscemsavant33% (3)
- The Mathematical Theory of Communication. Shannon y Weaver.Dokumen374 halamanThe Mathematical Theory of Communication. Shannon y Weaver.Emilio Patané SpataroBelum ada peringkat
- Astm d1125Dokumen7 halamanAstm d1125Đăng Lưu100% (1)
- Greenhouse Effect Experiment Lab 1Dokumen4 halamanGreenhouse Effect Experiment Lab 1api-320549212100% (1)
- Earth Science Metric Conversion and Measurement WorksheetDokumen3 halamanEarth Science Metric Conversion and Measurement WorksheetJohn Carlo MañagoBelum ada peringkat
- Gen Math Final ExamDokumen3 halamanGen Math Final ExamGemma Canong Magdato100% (1)
- علم البيئة العمليDokumen49 halamanعلم البيئة العمليHalkawt AminBelum ada peringkat