A22 PDF
Diunggah oleh
JUANJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
A22 PDF
Diunggah oleh
JUANHak Cipta:
Format Tersedia
Trabajo Final de Carrera
- Licenciatura en Logística Integral -
Reciclado de material plástico –
Taller Protegido
2015
Universidad Nacional del Centro de la
Provincia de Buenos Aires
Rigonat, Sergio Ariel
Unidad de Enseñanza Universitaria Quequén
(UEUQ) Tutor: Lic. Ramiro Santiago
Reciclado de material plástico – Taller Protegido
Índice
1. Introducción
1.1. El plástico 3
1.2. La problemática del plástico 4
1.3. Reciclado del plástico 5
1.4. Botellas plásticas 9
1.5. Proyectos 10
1.5.1. Proyecto Taller Protegido 10
1.5.2. Proceso de trabajo 11
1.6. Razón del trabajo 12
2. Objetivos
2.1. Objetivo general 13
2.2. Objetivos específicos 13
3. Metodología 14
4. Marco teórico
4.1. Introducción 15
4.2. Distribución de planta 16
4.3. Diseño de distribución por proceso 18
4.3.1. Modelo cuantitativo 18
4.3.2. Modelo cualitativo 19
5. Situación actual
5.1. Relevamiento 23
5.2. Proceso productivo 25
5.3. Cursograma analítico 28
5.4. Ubicación del Taller Protegido 30
6. Situación propuesta
6.1. Desarrollo de la propuesta 32
6.2. Distribución de planta propuesta 35
6.3. Cursograma analítico simulado de la propuesta 40
7. Conclusiones 44
8. Bibliografía 45
Sergio Rigonat – Licenciatura en Logística Integral Página 1
Reciclado de material plástico – Taller Protegido
RESUMEN
El presente trabajo aborda el estudio en detalle del proceso productivo perteneciente al
Taller Protegido de la Asociación Todo para Ellos, una entidad Civil sin fines de lucro que
trabaja en la ciudad de Necochea por la inclusión de las personas con discapacidad,
brindando oportunidades a jóvenes y adultos desde lo laboral, social y personal. El Taller
desarrolla tareas de reciclado de material plástico como el Tereftalato de polietileno (PET)
y el Polietileno de alta densidad (HDPE), materiales que encontramos a diario en los
productos que la sociedad consume (botellas de agua, gaseosa, jugos, productos de
limpieza y demás). El foco se centra en la distribución de planta y la circulación en el
interior del taller, persiguiendo un orden que garantice la eficiencia en los procesos
(disminución de tiempos, distancias y costos), y a la vez la seguridad del personal.
Sergio Rigonat – Licenciatura en Logística Integral Página 2
Reciclado de material plástico – Taller Protegido
1. INTRODUCCIÓN
1.1- El plástico
Los plásticos son un producto que acompañan nuestro día a día y que encontramos en
todas partes, miremos donde miremos encontramos productos fabricados a partir de los
distintos tipos de polímeros que existen. El desarrollo de estas sustancias se inició en
1860, cuando el fabricante estadounidense de bolas de billar Phelan and Collander ofreció
una recompensa de 10.000 dólares a quien consiguiera un sustituto aceptable del marfil
natural. Una de las personas que optaron al premio fue el inventor estadounidense
Wesley Hyatt quien desarrolló el celuloide, utilizado para fabricar diferentes objetos,
desde placas dentales a cuellos de camisa, si bien Hyatt no ganó el premio su producto
tuvo un notable éxito comercial a pesar de ser inflamable y de su deterioro al exponerlo a
la luz. Durante las décadas siguientes aparecieron de forma gradual más tipos de plásticos.
Sin embargo, no es hasta 1907 cuando se introducen los polímeros sintéticos, cuando el
Dr. Leo Baeckeland descubre un compuesto de fenol-formaldehído al cual denomina
“baquelita” y que se comercializa desde 1909. Este material presenta gran resistencia
mecánica, aislamiento eléctrico y resistencia a elevadas temperaturas. Los resultados
alcanzados por los primeros plásticos incentivaron a los químicos y a la industria a buscar
otras moléculas sencillas que pudieran enlazarse para crear polímeros. En la década del
30, químicos ingleses descubrieron que el gas etileno polimerizaba bajo la acción del calor
y la presión, formando un termoplástico al que nombraron polietileno (PE). Al reemplazar
en el etileno un átomo de hidrógeno por uno de cloruro se produjo el cloruro de polivinilo
(PVC), un plástico duro y resistente al fuego, especialmente adecuado para cañerías de
todo tipo. Al agregarles diversos aditivos se logra un material más blando, sustitutivo del
caucho, comúnmente usado para ropa impermeable, manteles, cortinas y juguetes. Otro
de los plásticos desarrollados en los años 30 en Alemania fue el poliestireno (PS), un
material muy transparente comúnmente utilizado para vasos. En 1941 los científicos
británicos Whinfield y Dickson desarrollan y patentan el tereftalato de polietileno (PET),
material que desplazaría en un futuro al vidrio y al PVC principalmente en el mercado de
envases.
Durante la Segunda Guerra Mundial, tanto los aliados como las fuerzas del eje sufrieron
reducciones en sus suministros de materias primas. La industria de los plásticos demostró
ser una fuente inagotable de sustitutos aceptables. Alemania, por ejemplo, que perdió sus
fuentes naturales de látex, inició un gran programa que llevó al desarrollo de un caucho
sintético. La entrada de Japón en el conflicto mundial cortó los suministros de caucho
natural, seda y muchos metales asiáticos a Estados Unidos. La respuesta estadounidense
fue la intensificación del desarrollo y la producción de plásticos. Las poliamidas (se pueden
Sergio Rigonat – Licenciatura en Logística Integral Página 3
Reciclado de material plástico – Taller Protegido
encontrar en la naturaleza, como la lana o la seda, y también ser sintéticas, como el nailon
o el Kevlar) se convirtieron en una de las fuentes principales de fibras textiles, los
poliésteres se utilizaron en la fabricación de blindajes y otros materiales bélicos, y se
produjeron en grandes cantidades varios tipos de caucho sintético. Durante los años de la
posguerra se mantuvo el elevado ritmo de los descubrimientos y desarrollos de la
industria de los plásticos. Tuvieron especial interés los avances en plásticos técnicos, como
los policarbonatos, los acetatos y las poliamidas. Se utilizaron otros materiales sintéticos
en lugar de los metales en componentes para maquinaria, cascos de seguridad, aparatos
sometidos a altas temperaturas y muchos otros productos empleados en lugares con
condiciones ambientales extremas. En 1953, el químico alemán Karl Ziegler desarrolló el
polietileno, y en 1954 el italiano Giulio Natta desarrolló el polipropileno, que son los dos
plásticos más utilizados en la actualidad. En 1963, estos dos científicos compartieron el
Premio Nobel de Química por sus estudios acerca de los polímeros. Las investigaciones de
1990 al 2000 se orientaron a la combinación entre polímeros para formar mezclas
poliméricas y aleaciones plásticas.
1.2- La problemática del plástico
La producción mundial de plásticos pasó de 1,5 millones de toneladas (Mt) al año en 1950
a 245 Mt en 2008. Un estudio internacional concluyó que más de 5 billones de trozos de
plástico, con un peso aproximado de 270.000 toneladas, flotan en los océanos. Esto podría
equivaler a 270.000 autos, teniendo en cuenta que el peso promedio de cada unidad es de
una tonelada (Nota publicada por bbc.com1). El plástico en el medio ambiente se va
fragmentando en trozos cada vez más diminutos que atraen y acumulan sustancias
tóxicas. Estos fragmentos contaminan los mares, costas y tierras del planeta y están
presentes en prácticamente todos los ecosistemas. Los fragmentos de plástico son
ingeridos por animales, incluso por seres microscópicos como el plancton, contaminando
la cadena alimentaria de la que dependemos, por lo que se ve afectada directamente la
salud humana, ya que muchas de las enfermedades que han ido sospechosamente en
aumento en las últimas décadas están relacionadas a la contaminación que está sufriendo
el planeta; se pueden mencionar los diferentes tipos de cáncer, la hiperactividad, la
deficiencia de atención, el parkinson, autismo y diabetes entre algunas de las principales
enfermedades.
En la actualidad gran parte del planeta se encuentra contaminado por el plástico que no
ha sido adecuadamente descartado y por lo tanto que no ha podido ser reciclado. El
plástico en sí es un invento increíble, liviano, resistente y económico, pero es
1
http://www.bbc.com/mundo/ultimas_noticias/2014/12/141211_ultnot_ciencia_oceanos_plasticos_az
Sergio Rigonat – Licenciatura en Logística Integral Página 4
Reciclado de material plástico – Taller Protegido
indispensable su reciclado, ya que por sí solo no vuelve a formar parte de la naturaleza,
por el contrario, la contamina.
1.3- Reciclado del plástico
En el año 1988, con el fin de propiciar y dar más eficiencia al reciclaje, la Sociedad de la
Industria de Plásticos (SPI) creo el Código de Identificación de Plástico, un sistema
utilizado internacionalmente en el sector industrial para distinguir la composición de
resinas en los envases y otros productos plásticos.
Podemos citar siete clases distintas: PET, PEAD, PVC, PEBD, PP, PS, y una séptima
categoría denominada “otros”. Esto es importante, ya que si no se sabe de qué tipo de
plástico se trata, dificulta e incluso imposibilita el reciclaje. Para facilitar tal tarea se
convino que los productos elaborados tengan una leyenda que indique de qué tipo de
material se trata, para que quien se dé a la tarea de recolectar este material note que éste
es reciclable y pueda separarlo y así posteriormente se clasifique para darle el tratamiento
adecuado.
A continuación se puede observar en el cuadro 1.1 el Código de Identificación de Plástico
(artículo publicado en cairplas.org.ar2), seguido de su correspondiente descripción.
Cuadro 1.1: Código de Identificación de Plástico
1- PET Tereftalato de polietileno (PET). Se utiliza para botellas de bebidas gaseosas y
aguas, bolsas de hervir ahí mismo el alimento congelado y bandejas para comidas
calentadas en microondas. Es liviano, resistente y reciclable. En este sentido, una
vez reciclado, el PET se puede utilizar en muebles, alfombras, fibras textiles, piezas
de automóvil y reciclado convenientemente en nuevos envases de alimentos.
2
http://www.cairplas.org.ar/plasticosreciclables.html
Sergio Rigonat – Licenciatura en Logística Integral Página 5
Reciclado de material plástico – Taller Protegido
2- PEAD Polietileno de alta densidad (HDPE). Se usa en envases de lavandina,
detergentes y cosméticos, bidones, baldes y cajones plásticos. Asimismo, también
se puede ver en envases de leche, zumos, yogurt, agua, y bolsas de basura. Se
recicla de muy diversas formas, fabricando cañerías, botellas de detergentes y
limpiadores, muebles de jardín, botes de aceite, etc.
3- PVC Cloruro de polivinilo (PVC). Se fabrican botellas para aceite de cocina,
productos de limpieza y en la construcción: ventanas, tubos de drenaje, perfiles,
forro para cables, etc. También es muy resistente. Una vez reciclado, puede ser
utilizado para paneles, tarimas, tapetes, etc.
Sergio Rigonat – Licenciatura en Logística Integral Página 6
Reciclado de material plástico – Taller Protegido
4- PEBD Polietileno de baja densidad (LDPE). Usado para bolsas para vegetales en
supermercados, bolsas para pan, envolturas de alimentos, silos bolsa. Este plástico
fuerte, flexible y transparente se puede encontrar también en bolsas muy diversas,
mangueras, etc. Tras su reciclado se puede utilizar de nuevo en contenedores y
papeleras, sobres, paneles, tuberías o baldosas.
5- PP Polipropileno (PP). Se fabrican envases para yogurt, botellas para champú,
potes, muebles de jardín y recipientes para margarina. Su alto punto de fusión
permite envases capaces de contener líquidos y alimentos calientes. Se suele
utilizar en la fabricación de envases médicos, pajitas, envases de kétchup, tapas,
algunos contenedores de cocina, autopartes, cajones, etc. Una vez reciclado se
puede utilizar en señales luminosas, cables de batería, escobas, cepillos, rastrillos,
baldes, palets, bandejas, etc.
Sergio Rigonat – Licenciatura en Logística Integral Página 7
Reciclado de material plástico – Taller Protegido
6- PS Poliestireno (PS). Espuma plástica utilizada en tazas para bebidas calientes,
envase para comidas rápidas, cartones para huevos y bandejas para carnes. Su
bajo punto de fusión hace posible que pueda derretirse en contacto con el calor.
Una vez reciclado, se pueden obtener diversos productos entre ellos, material para
edificación, aislantes, etc.
7- Otros. Todas las demás resinas de plástico o mezclas no indicadas arriba. Se
incluyen una gran diversidad de plásticos. Por ejemplo, con estos plásticos están
hechos algunos materiales a prueba de balas, DVD, gafas de sol, MP3 y PC, etc.
El reciclado de plástico comienza con la separación de todos los objetos hechos con este
material, para su posterior depósito en los contenedores correspondientes. Hay dos tipos
principales de plásticos, los cuales se procesan de forma diferente. Por un lado los
llamados termoplásticos, de fácil reciclaje ya que se funden con calor y pueden ser
reutilizados dándoles una nueva forma. Éstos son los PEBD, PEAD, PP, PET, PVC y PS. El
otro grupo de plásticos, comprende a los termoestables, que son más difíciles de reciclar
ya que para fundirlos es necesario romper la estructura de sus moléculas. Forman parte
de estos plásticos las resinas fenólicas y las ureicas.
Hay dos formas de reciclar el plástico, una es la mecánica y otra la química. Los
termoplásticos pueden ser reciclados de forma mecánica, la cual consiste en la trituración,
remoción de otros materiales (como etiquetas), lavado, secado y extrusión. La extrusión
consigue reducir el plástico a una estructura llamada pellets, (gránulos plásticos) que es la
materia prima para la realización de nuevos objetos hechos con plástico reciclado. La
forma de reciclaje química es más costosa y se utiliza con los plásticos termoestables. En
la misma es necesario transformar la estructura molecular del plástico en forma de
polímeros a monómeros, es decir que el plástico vuelve a la estructura simple que tenía al
comienzo de su existencia. El resultado es un material completamente igual al plástico
virgen, pero el proceso es más caro que la obtención de los polímeros directamente del
petróleo.
Sergio Rigonat – Licenciatura en Logística Integral Página 8
Reciclado de material plástico – Taller Protegido
1.4- Botellas Plásticas
Las botellas plásticas que encontramos en todos los comercios en diferentes formatos y
colores han acaparado el mayor porcentaje del mercado de envases de bebidas. El mundo
adquiere cientos de millones de botellas por día (gaseosas, jugos, agua, etcétera.), que son
consumidas e inmediatamente desechadas a la basura; por sí solo un envase plástico
tarda en degradarse alrededor de 500 años y si queda enterrado los microrganismos
difícilmente pueden degradar este material aumentando el intervalo de años hasta los
1000. Al desperdiciar el producto se derrochan todos los materiales y energía que habían
sido empleados en su producción perdiendo la oportunidad de ser reciclados.
El Tereftalato de Polietileno, más conocido por sus siglas en inglés, PET, se remonta al año
1941 y fue patentado por sus descubridores como un polímero para la fabricación de
fibras textiles, ya que es más fuerte que el algodón y la celulosa. No obstante, su
aplicación se ha diversificado con el paso de los años expandiendo su utilidad a la industria
de envases y empaque y a la ingeniería y electrónica (aislamiento de motores, aparatos
destinados a la telecomunicación, etc.). En la actualidad representa alrededor del 78-80%
del consumo de plástico y a partir de él se fabrican las botellas de plástico que son en
quien se centra este trabajo.
Según una nota publicada en el diario digital tiempopatagonico.com3 en la Argentina se
consume un promedio de 180 mil toneladas de envases PET al año, y de las mismas se
recupera aproximadamente un 30%, por lo que más de 126 mil toneladas de envases
terminan contaminado el medio ambiente en rellenos sanitarios o a basurales a cielo
abierto, un problema cada vez más visible en el paisaje urbano.
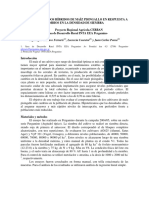
Según un informe estadístico publicado en la página ecoce.mx4 sobre la recuperación de
envases PET, México es el país líder en América con un 62% de material recuperado al año
del total consumido, seguido por Brasil y Canadá.
El siguiente grafico reúne los principales países de América enfocados en la recuperación
de envases PET.
3
http://www.tiempopatagonico.com/medio-ambiente/2015/2/19/reciclaje-inteligente-maquina-recicla-
botellas-3945.html
4
http://www.ecoce.mx/datos-estadisticos.php
Sergio Rigonat – Licenciatura en Logística Integral Página 9
Reciclado de material plástico – Taller Protegido
Grafico 1: Estadística de recuperación de envases PET en América
Argentina con un 30% de envases recuperados se ubica considerablemente lejos de lo
realizado por México, pero diferentes proyectos de recuperación y reciclado de material
plástico demuestran el interés por querer mejor la situación de cara al futuro, buscando
soluciones para que la contaminación no se agrave año tras año y sus consecuencias sean
cada vez de mayor envergadura.
1.5- Proyectos
En la actualidad podemos encontrar diferentes proyectos abocados a mejorar las
estadísticas de reciclado de envases PET en el país, como es el caso de un grupo de
estudiantes universitarios que desarrollaron una pequeña máquina denominada "PETIT”,
capaz de pinchar, aplastar, triturar y almacenar hasta 40 kilos (unas 2000 botellas) en una
sola bolsa de consorcio. También hay municipios que desarrollan proyectos de separación
de residuos domiciliarios para facilitar la recuperación de material reciclable, o el caso
cooperativas que llevan adelante tareas de consolidación, clasificación y compactado de
material plástico que luego venden a empresas que se encargan del proceso de reciclado.
1.5-1. Proyecto Taller Protegido
En la Localidad de Necochea, provincia de Buenos Aires, desde hace más de 12 años se
está desarrollando un proyecto por medio del cual se busca recuperar y reciclar envases
plásticos. El emprendimiento es llevado a cabo por La Asociación Todo para Ellos, una
Sergio Rigonat – Licenciatura en Logística Integral Página 10
Reciclado de material plástico – Taller Protegido
entidad Civil sin fines de lucro que trabaja en la ciudad por la inclusión de las personas con
discapacidad, brindando oportunidades a jóvenes y adultos desde lo laboral, social y
personal. La asociación también desarrolla otros emprendimientos como la producción de
mermeladas de fruta y el estampado de bolsas.
El proyecto de recuperación de botellas plásticas del taller protegido "Todo para Ellos” fue
creciendo con el aporte de la comunidad y hoy en día cuenta con cien puntos de acopio en
el distrito y una producción aproximada mensual de 10 toneladas de fardos de plástico
(aproximadamente 300 mil botellas).
El proyecto tiene dos grandes objetivos, por un lado, se promueve el reciclado del plástico
y, en este sentido, la entidad desarrolla en forma exitosa la única propuesta de
tratamiento de residuos sólidos urbanos que existe en la ciudad. Por otro lado, a partir de
este emprendimiento, se crean puestos de trabajo para personas con discapacidad,
asegurando su inserción en el mercado laboral. Este último objetivo es el más importante
por tratarse de un taller protegido, donde se les brinda posibilidades de trabajo a jóvenes
y adultos con capacidades diferentes.
1.5-2. Proceso de trabajo
El proceso de reciclado del plástico (se desarrolla en forma detallada en el apartado 6)
comienza con la llegada del material recolectado al galpón que posee la entidad en el
Complejo Jesuita Cardiel. Con un vehículo propio de la asociación y la contribución tres
veces por semana de la empresa que realiza la recolección de residuos en el municipio,
aportando sus camiones, se retiran las botellas que se encuentran en los diferentes
canastos de acopio distribuidos en la ciudad y trasladan hasta el taller, donde se producen
los fardos de PET (polietileno tereftalato) y PEAD/HDPE (polietileno de alta densidad), que
luego son comercializados a empresas recicladoras de Buenos Aires y Mar del Plata.
Al llegar las botellas al galpón, los operarios divididos en equipos se encargan de realizar
los procesos de clasificación del material, limpieza de las botellas y el manejo de las
máquinas para hacer el compactado. A las botellas se les retira la tapita y se clasifican por
tipo de plástico y color en distintos bolsones. A diferencia de los envases de PET, a los de
PEAD es necesario sacarles la etiqueta y el precinto. Luego, a través de máquinas
compactadoras, se arman los fardos de plásticos y se acopian. En una jornada de trabajo
de 5 horas (lunes a viernes) se producen unos 14 fardos con un peso aproximado de 30kg
cada uno, y los mismos contienen entre 800 y 900 botellas. Actualmente el taller tiene una
capacidad de producción mensual de 10 toneladas, que son aproximadamente unos 330
fardos.
Sergio Rigonat – Licenciatura en Logística Integral Página 11
Reciclado de material plástico – Taller Protegido
En los últimos años ha crecido exponencialmente el acopio de botellas de plástico, gracias
a la difusión y a la consolidación del proyecto, pero también al aporte de la comunidad.
1.6- Razón del trabajo
Como resultado de una visita inicial al Taller Protegido de la Asociación Todo Para Ellos, se
pudo obtener mayor información del proyecto que se lleva a cabo sobre el reciclado de
botellas plásticas, no solo de los objetivos que se persiguen, uno ambientalista y otro
social, sino que también se pudo conocer las actividades que se realizan, la forma en que
se desarrollan y, los obstáculos que se deben afrontar a diario. Se pudo observar un
conflicto generado a partir de la acumulación de material procesado y, acopiado en el
mismo lugar donde se deben realizar las tareas de preparación y compactado del plástico.
Dicho conflicto produce una reducción del espacio de trabajo y entorpece la circulación en
el interior del taller, por lo que podría considerarse un disparador de nuevos problemas.
El aumento de tiempos de procesado del material, disminución de capacidad de trabajo y
hasta la seguridad del personal, podrían juzgarse como posibles problemas generados por
el conflicto inicial.
Por medio del presente trabajo se propone analizar de forma exhaustiva la situación
actual del Taller Protegido y, buscar soluciones adecuadas para mejorar su
funcionamiento. El estudio en detalle de cada proceso que se efectúa en el taller, la
distribución en planta del mismo y la propuesta de soluciones serán desarrolladas a
continuación en los diferentes apartados.
Sergio Rigonat – Licenciatura en Logística Integral Página 12
Reciclado de material plástico – Taller Protegido
2. OBJETIVOS
2.1- Objetivo general:
Teniendo en cuenta las problemáticas detectadas, el presente trabajo final de carrera
tiene como objetivo general:
- Proponer alternativas de distribución de las instalaciones que permitan
mejorar el flujo de las operaciones y la capacidad de almacenamiento.
2.2- Objetivos específicos:
Las intervenciones estarán enfocadas hacia:
- Relevar el proceso de reciclaje que lleva a cabo el Taller Protegido.
- Diagnóstico de la situación actual.
- Determinar la influencia de una correcta distribución en planta.
- Estudiar las diferentes alternativas de distribución en planta que favorecerían
al desarrollo de las actividades dentro del taller.
- Proponer oportunidades de mejora.
Sergio Rigonat – Licenciatura en Logística Integral Página 13
Reciclado de material plástico – Taller Protegido
3. METODOLOGIA
El presente trabajo final de carrera se basa en el estudio de un caso real, aplicando los
conocimientos y herramientas adoptados en el proceso de formación universitaria.
La investigación llevada a cabo se caracteriza por ser:
Descriptiva, ya que aborda una problemática definida y se basa en conocimientos
existentes. Se analiza un escenario ya definido con el fin de detallar con mayor
precisión las características del mismo y sus efectos sobre la realidad de la
organización.
Sincrónica, ya que se estudia la situación de la organización en un contexto
espacial y temporal definido y las soluciones ofrecidas tienen aplicación bajo ese
contexto existente.
La información que se utiliza para desarrollar la investigación, es una conjunción de
información de tipo Primaria y Secundaria. Esto es porque parte de la información se
obtiene por recopilación directa, y parte surge de información existente con anterioridad.
La información primaria es recopilada mediante observación, análisis de procesos y,
consultas al personal de la organización, entre otros. La información secundaria es tomada
de libros, publicaciones e internet.
Toda esta descripción compone el enfoque metodológico que se le otorga al proyecto
para lograr los objetivos planteados.
Sergio Rigonat – Licenciatura en Logística Integral Página 14
Reciclado de material plástico – Taller Protegido
4. MARCO TEÓRICO
4.1. Introducción
En una organización donde se producen bienes y/o servicios la Logística se relaciona de
forma directa con todas las actividades inherentes al proceso de aprovisionamiento,
producción, almacenaje y distribución. Como indica Ronald H. Ballou5, “la logística es la
parte del proceso de la cadena de suministros que planea, lleva a cabo y controla el flujo y
almacenamiento eficientes y efectivos de bienes y servicios, así como de la información
relacionada, desde el punto de origen hasta el punto de consumo, con el fin de satisfacer
los requerimientos de los clientes.”
Introduciéndonos en uno de los puntos importantes de la Logística, Anaya Tajero 6 define
al proceso de producción como “un proceso en virtud del cual mediante la utilización de
unos determinados recursos (inputs), a los cuales se les aplica una cierta tecnología,
obtenemos unos bienes o servicios (output).” Los recursos empleados se dividen en:
Recursos Humanos: mano de obra directa (aquella que físicamente elabora el
producto) y mano de obra indirecta (aquella que interviene en la dirección,
supervisión y control de los procesos productivos).
Recursos Materiales: la materia prima, componentes o semielaborados y
consumibles en general.
Recursos de Capital: corresponden a la utilización de una nave industrial,
maquinarias y herramientas en general, o sea, toda la infraestructura necesaria
para materializar los procesos productivos.
Recursos Energéticos: como gas, electricidad, etc.
Para alcanzar la eficiencia se deben aprovechar los recursos disponibles de la mejor
manera evitando los desperdicios, los cuales se traducen en pérdidas. En otras palabras, la
utilización desmedida de materias primas o el consumo de energía en exceso para lograr
producir una cierta cantidad de un determinado producto es lo que se denomina
ineficiencia, como también lo es la incorrecta utilización del espacio de trabajo disponible.
Según Fred E. Meyers & Matthew P. Stephens7 “el diseño de las instalaciones de
manufactura y manejo de materiales afecta casi siempre a la productividad y a la
rentabilidad de una compañía, más que cualquiera otra decisión corporativa importante.
La calidad y el costo del producto y, por tanto, la proporción de suministro/demanda se ve
5
Ronald H. Ballou, LOGÍSTICA - Administración de la cadena de suministro, 5ta Edición - 2004
6
Julio Juan Anaya Tejero, Logística integral: la gestión operativa de la empresa – ESIC EDITORIAL, 2011
7
Fred E. Meyers & Matthew P. Stephens, “Diseño de instalaciones de manufactura y manejo de materiales”
- PEARSON EDUCACIÓN, 2006 -
Sergio Rigonat – Licenciatura en Logística Integral Página 15
Reciclado de material plástico – Taller Protegido
afectada directamente por el diseño de la instalación”. El diseño de instalaciones de
manufactura se refiere a “la organización de las instalaciones físicas de la compañía con el
fin de promover el uso eficiente de sus recursos, como personal, equipo, materiales y
energía. El diseño de instalaciones incluye la ubicación de la planta y el diseño del
inmueble, la distribución de la planta y el manejo de materiales”.
Para este trabajo nos vamos a centrar específicamente en la distribución de la planta y el
manejo de materiales, ya que al tratarse de un Taller que se encuentra en funcionamiento
dentro de una estructura determinada, ciertos aspectos que hacen al diseño de
instalaciones de manufactura no son relevantes, como sería el caso de la ubicación de la
planta y el diseño del inmueble.
4.2. Distribución de planta
Según Fred E. Meyers & Matthew P. Stephens “La distribución de la planta es el arreglo
físico de máquinas y equipos para la producción, estaciones de trabajo, personal, ubicación
de materiales de todo tipo y en toda etapa de elaboración, y el equipo de manejo de
materiales”, y “el manejo de materiales se define sencillamente como mover material”,
relacionado a esta última definición “se dice que si se mejora el flujo del material, en
forma automática se reducen los costos de producción. Entre más corto es el flujo a través
de la planta, mayor es la reducción de costos. El manejo de materiales ocasiona,
aproximadamente, el 50 por ciento de todos los accidentes, y entre el 40 y el 80 por ciento
de todos los costos de operación”, por lo que el estudio del flujo de los materiales es
fundamental para lograr resultados eficientes en la organización.
Enfocado en las estaciones de trabajo o también llamadas centros de trabajo Jose P.
Garcia Sabater8 establece que “antes de tomar decisiones sobre la distribución en planta
es conveniente responder a cuatro preguntas:
¿Qué centros deberán incluirse en la distribución? - Los centros deberán reflejar las
decisiones del proceso y maximizar la productividad. Por ejemplo, un área central
de almacenamiento de herramientas es más eficaz para ciertos procesos, pero
guardar las herramientas en cada una de las estaciones de trabajo resulta más
sensato para otros procesos.
¿Cuánto espacio y capacidad necesita cada centro? - Cuando el espacio es
insuficiente, es posible que se reduzca la productividad, se prive a los empleados de
un espacio propio e incluso se generen riesgos para la salud y seguridad. Sin
embargo, el espacio excesivo es dispendioso, puede reducir la productividad y
provoca un aislamiento innecesario de los empleados.
8
Jose P. Garcia Sabater, Diseño de Sistemas Productivos y Logísticos - Departamento de Organización de
Empresas, E.F. y C.- Curso 04 / 05
Sergio Rigonat – Licenciatura en Logística Integral Página 16
Reciclado de material plástico – Taller Protegido
¿Cómo se debe configurar el espacio de cada centro? La cantidad de espacio, su
forma y los elementos que integran un centro de trabajo están relacionados entre
sí. Por ejemplo, la colocación de un escritorio y una silla en relación con otros
muebles está determinada tanto por el tamaño y la forma de la oficina, como por
las actividades que en ella se desarrollan.
¿Dónde debe localizarse cada centro? - La localización puede afectar
notablemente la productividad. Por ejemplo, los empleados que deben interactuar
con frecuencia unos con otros en forma personal, deben trabajar en una ubicación
central, y no en lugares separados y distantes, pues de ese modo se reduce la
pérdida de tiempo que implicaría el hecho de obligarlos a desplazarse de un lado a
otro.”
Por lo general, la mayoría de las distribuciones quedan diseñadas eficientemente para las
condiciones de partida; sin embargo, a medida que la organización crece y/o ha de
adaptarse a los cambios internos y externos, la distribución inicial se vuelve menos
adecuada, hasta llegar el momento en el que la redistribución se hace necesaria. Algunos
posibles síntomas de esta problemática son:
Congestión y deficiente utilización del espacio.
Acumulación excesiva de materiales en proceso.
Excesivas distancias a recorrer en el flujo de trabajo.
Dificultad de control de las operaciones y del personal.
Con la redistribución se intentara encontrar aquel orden de los equipos y de las áreas de
trabajo que sea más económica y eficiente, al mismo tiempo que sea segura y satisfactoria
para el personal que ha de realizar el trabajo.
La forma de organización del proceso productivo resulta determinante para la elección del
tipo de distribución en planta, de acuerdo con ello se pueden identificar tres formas
básicas de distribución: las orientadas al producto y asociadas a configuraciones continuas
o repetitivas, las orientadas al proceso y asociadas a configuraciones por lotes, y las
distribuciones por posición fija, correspondientes a las configuraciones por proyecto.
Distribución en planta por producto es la adoptada cuando la producción está organizada
de forma continua o repetitiva, siendo el caso más característico el de las cadenas de
montaje. Las máquinas se sitúan unas junto a otras a lo largo de una línea, en la secuencia
en que cada una de ellas ha de ser utilizada; el producto sobre el que se trabaja recorre la
línea de producción de una estación a otra, a medida que sufre las operaciones
necesarias. Las ventajas más importantes son el reducido manejo de materiales, la escasa
Sergio Rigonat – Licenciatura en Logística Integral Página 17
Reciclado de material plástico – Taller Protegido
existencia de trabajos en curso, mínimos tiempos de fabricación, simplificación de los
sistemas de planificación y control de la producción, simplificación de tareas.
Distribución en Planta por proceso se adopta cuando la producción se organiza por lotes.
El personal y los equipos que realizan una misma función general se agrupan en una
misma área, de ahí que estas distribuciones también son denominadas por funciones o
por talleres. En ellas, los distintos ítems tienen que moverse, de un área a otra, de acuerdo
con la secuencia de operaciones establecida para su obtención. La variedad de productos
fabricados producirá diversas secuencias de operaciones, lo cual se reflejará en una
diversidad de los flujos de materiales entre talleres. A esta dificultad hay que añadir la
generada por las variaciones de la producción a lo largo del tiempo que pueden suponer
modificaciones tanto en las cantidades fabricadas como en los propios productos
elaborados.
Distribución en planta por posición fija se adopta cuando a causa del tamaño,
conformación o cualquier otra característica no es posible desplazar el producto, como es
el caso de los barcos, edificios o aviones. Sus principales características son que el
producto permanece estático durante todo el proceso de producción; los trabajadores, las
máquinas, los materiales o cualquier otro recurso productivo son llevados hacia el lugar de
producción; las máquinas con frecuencia se alquilan o se subcontratan, ya que solo se
utilizan durante un período limitado de tiempo.
Para el caso en estudio, El Taller Protegido, el diseño que mejor se adapta es el enfocado a
procesos, ya que por limitaciones propias del caso no se pueden determinar ritmos de
trabajo constantes, lo cual sería fundamental para aplicar un diseño enfocado a producto
donde se aplica el método de línea de fabricación o ensamble que requiere un flujo
continuo entre cada estación de trabajo y un mínimo de tiempo ocioso en cada una de
ellas, de lo contrario se producen desbalances que perjudican a la producción.
4.3. Diseño de distribución por proceso
Existen diversos modelos para diseñar la distribución de instalaciones por proceso, los
cuales se pueden clasificar básicamente en cuantitativos y cualitativos.
4.3.1. Modelo cuantitativo
Los modelos cuantitativos determinan la “mejor” localización en base a datos numéricos
como flujo o costo, y uno de los principales es la técnica CRAFT (Computerized Relative
Allocation of Facilites Technique).
Sergio Rigonat – Licenciatura en Logística Integral Página 18
Reciclado de material plástico – Taller Protegido
Según Adam E. y Ebert R.9, “CRAFT es un procedimiento heurístico; reordena la ubicación
departamental en un esfuerzo para encontrar configuraciones que reduzcan los costos de
manejo de materiales. La idea es obtener un diseño satisfactorio de la distribución de
planta mediante la rápida evaluación de miles de modelos de planta opcionales en
computadora. Para utilizar CRAFT el analista debe proporcionar una configuración inicial
de la distribución de planta, una matriz de carga que identifique los volúmenes de flujos de
materiales entre todos los departamentos y una matriz de costos de transporte que
identifique el costo de transporte de una carga entre los diferentes departamentos”.
4.3.2. Modelo cualitativo
Por otro lado, los modelos cualitativos se utilizan cuando los datos numéricos son muy
difíciles (o imposibles) de obtener, y uno de los principales es la técnica SLP (Planeación
Sistemática del Layout).
El SLP, Systematic Layout Planing o Planeación Sistemática de la Distribución en Planta,
busca la minimización de distancias recorridas por los materiales, estructuración lógica de
procesos, minimización del espacio necesario, satisfacción y seguridad de los operarios y
flexibilidad para ampliaciones o modificaciones futuras. Es un método organizado para
realizar la planeación de una distribución. Mediante procedimientos y símbolos
convencionales para identificar, evaluar y visualizar los elementos y áreas involucradas de
la mencionada planeación, se obtiene un diagrama de relaciones que muestra el grado de
importancia de tener a cada departamento adyacente a cada uno de los otros. (Muther R.,
197610).
Las distintas relaciones que pueden existir entre las distintas partes del proceso, se
detallan a continuación en la Tabla 4.1:
9
Adam Everett y Ebert Ronald, Administración de la producción y las operaciones: conceptos, modelos y
funcionamiento, Pearson Educación, 1991, México.
10
Muther Richard, Systematic Layout Planning, Cahners Books, 1976, USA.
Sergio Rigonat – Licenciatura en Logística Integral Página 19
Reciclado de material plástico – Taller Protegido
Código
Absolutamente
necesaria
Especial
importancia
Importante
Poco importante
Indiferente
Indeseable
Tabla 4.1: Prioridades y razones de cercanía
Las prioridades de cercanía entre departamentos se asimilan a un código de letras,
siguiendo una escala que decrece con el orden de las cinco vocales: A (absolutamente
necesaria), E (especial importancia), I (Importante), O (poco importante) y U (indiferente);
la indeseabilidad se representa por la letra X.
Dichas especificaciones se recogen en un cuadro o gráfico de interrelaciones que muestra,
además, las razones que motivan el grado de preferencia expresado. Ejemplo cuadro 4.1.
Cuadro 4.1: tabla de interrelaciones.
El proceso continúa dibujando una serie de recuadros como se observa en la figura 4.1
que representan a los departamentos en el mismo orden en que aparecen en el cuadro de
interrelaciones, los cuales serán unidos por arcos cuya representación gráfica muestra las
prioridades de cercanía que los relacionan, dichos arcos fueron detallados en la tabla 4.1.
Sergio Rigonat – Licenciatura en Logística Integral Página 20
Reciclado de material plástico – Taller Protegido
Figura 4.1: Interrelaciones entre departamentos inicial.
A continuación, este diagrama se va ajustando por prueba y error, comenzando por situar
los departamentos relacionados con arcos A juntos entre sí y los relacionados con arcos X
lo más alejados posible. Cuando esto se ha conseguido, se intentará unir cuanto se pueda
los departamentos relacionados con arcos E, después los relacionados con arcos I y,
finalmente, los relacionados con arcos 0, alcanzando una distribución como se observa en
la figura 4.2. Esta acción se repite hasta que se llegue a obtener una distribución
satisfactoria donde los departamentos logren ubicarse según la prioridad de cercanía
establecida en la mayor medida posible (figura 4.3).
Figura 4.2: Interrelaciones entre departamentos, primera modificación
Sergio Rigonat – Licenciatura en Logística Integral Página 21
Reciclado de material plástico – Taller Protegido
Segunda iteración
(Puede ser la óptima)
Figura 4.3: Interrelaciones entre departamentos, segunda modificación.
Una vez obtenida la disposición relativa, se procederá a dar forma a la misma
considerando las superficies y restricciones de espacio con que cuenta cada
departamento.
Para el caso de organizaciones en las cuales existe un gran número de departamentos
involucrados al momento de realizar la distribución de planta en la actualidad existen
muchos software que permiten la realización de esta técnica por medio de computadoras.
Un ejemplo es el software Proplanner, el mismo utiliza las relaciones entre las actividades
como la medida clave de la eficiencia de diseño. Las relaciones se asignan por factores
como requerimientos de energía, ruido, suciedad, intensidad de flujo, entre otros. Con
estas herramientas se pueden crear varios diseños en mucho menos tiempo que con la
realización del método en forma manual.
Sergio Rigonat – Licenciatura en Logística Integral Página 22
Reciclado de material plástico – Taller Protegido
5. SITUACIÓN ACTUAL
5.1. Relevamiento
Para el desarrollo del presente trabajo, y con el fin de cumplir los objetivos propuestos, se
comenzó por un relevamiento del proceso productivo del taller. Las etapas involucradas
en el proceso de reciclado de material plástico, excluyendo la recolección que es una tarea
ajena a las actividades que se desarrollan en el Taller Protegido, se mencionan a
continuación:
Recepción de residuos plásticos: El material es recibido en bolsones, los cuales
contienen aproximadamente unas 300 botellas cada uno y se utilizan carretillas
para trasladarlos de un lado a otro.
Acopio del material recibido: Los bolsones son depositados en el exterior del taller,
quedando al aire libre.
Clasificación del material: Los operarios separan de forma manual el material de
acuerdo a su composición y color. Los bolsones se vacían en grandes canastos para
realizar la tarea.
Limpieza: Extracción de etiquetas y cualquier material diferente a la composición
del envase, utilizando espátulas y alicates. Este procedimiento se realiza
únicamente en la clase de plástico HDPE.
Acopio del material clasificado: Los bolsones son colocados en el exterior del taller
en un semicubierto, hasta el momento de su compactado.
Compactado: Por medio de prensas hidráulicas se obtienen los fardos plásticos.
Los operarios colocan el material en la máquina y la accionan para que realice el
trabajo, luego extraen manualmente el fardo compactado.
Pesado de fardos: Por medio de una balanza se toma el peso de cada fardo y se lo
registra.
Acopio de fardos: Se resguardan en el interior del taller hasta el momento de la
venta.
Las tareas enunciadas son desarrolladas en un galpón en forma simultánea, todas se
encuentran agrupadas en el mismo lugar y los operarios van rotando de actividad
periódicamente.
El Taller Protegido procesa dos clases de residuos plásticos que son el PET (Polietileno
tereftalato), el cual proviene principalmente de los envases de gaseosas, agua y demás
bebidas, y el HDPE (Polietileno de alta densidad) que se encuentra en los envases de
productos de limpieza como lavandina, detergentes, etcétera. Estos residuos son
clasificados como lo indican las figuras 5.1 y 5.2:
Sergio Rigonat – Licenciatura en Logística Integral Página 23
Reciclado de material plástico – Taller Protegido
PET:
Cristal Verde Celeste Bidon
Figura 5.1: Clasificación del PET
HDPE:
Amarillo Blanco Colores
Figura 5.2: Clasificación del HDPE
Simultáneamente durante el proceso de clasificación se procede a la extracción de las
tapas de cada envase y las mismas se separan de acuerdo al color que posean y a su
calidad, ya que pueden ser de primera o de segunda, se juntan en bolsas y se almacenan.
La diferencia de calidad se puede identificar fácilmente por medio de dos características,
una es la dureza del plástico y la otra es la existencia del sellador de goma que se observa
en el interior de las tapas. A continuación se pueden observar las dos clases de tapas:
Sergio Rigonat – Licenciatura en Logística Integral Página 24
Reciclado de material plástico – Taller Protegido
Primera Segunda
calidad calidad
Figura 5.3: Clasificación de tapas por calidad.
Las bolsas de nylon también son un producto que se trabaja, de forma indirecta, ya que
las mismas provienen muchas veces junto a las botellas que las personas arrojan en los
canastos, por lo que se procede a su clasificación como NYLON y se compactan en fardos.
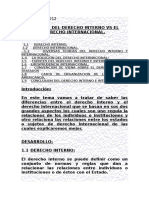
5.2. Proceso productivo
A través de un estudio detallado de cada una de las etapas mencionadas, se elaboró un
layout del proceso productivo y un diagrama de recorrido del producto a través de dicho
layout, que se puede observar en la Figura 5.4.
El taller de trabajo está constituido por un galpón principal donde se desarrollan las
actividades, un depósito semicubierto (techado, sin pared lateral) y un depósito
descubierto.
Siguiendo la gráfica se puede indicar que el proceso de reciclado comienza en el taller con
la recepción del material , el cual arriba en camiones y consolidado en bolsones con
una capacidad de aproximada de 300 envases. Luego se procede al acopio del material
en un terreno continúo al galpón, quedando los bolsones al aire libre a la espera de ser
procesados. Una de las tareas más importantes comienza con la clasificación del material
que se encuentra consolidado en cada bolsón , los mismos son trasladados hasta el
sector de operaciones de clasificación donde un primer grupo de operarios realizan
una preselección de envases, retirando y colocando en sus respectivos bolsones los
bidones y el HDPE , luego quedando solo el PET es arrojado en un canasto a partir
de donde otro grupo de operarios va extrayendo los envases y colocando en diferentes
bolsones de acuerdo al color según corresponda (Cristal , Verde y Celeste ).
Simultáneamente a los envases se les retira la tapa, si es que la posee, y las mismas
también son recolectadas en bolsas.
Sergio Rigonat – Licenciatura en Logística Integral Página 25
Reciclado de material plástico – Taller Protegido
Figura 5.4: layout del proceso productivo.
Sergio Rigonat – Licenciatura en Logística Integral Página 26
Reciclado de material plástico – Taller Protegido
Los bolsones con HDPE a medida que se van completando son trasladados al sector de
operaciones de clasificación y limpieza , donde se les realiza la extracción de etiquetas
y precintos, ya que el HDPE no puede contener ningún otro material distinto a su
composición al momento de ser reciclado. Para las mencionadas operaciones de limpieza
se utilizan espátulas para raspar y extraer las etiquetas y alicates para cortar los precintos
que se encuentran en los picos de las botellas y bidones. Al mismo tiempo que se limpian,
los envases van siendo clasificados según su color y colocándolos en sus respectivos
bolsones (Amarillo , Blanco y demás colores ). Luego de las operaciones y
los bolsones que se van completando con diferentes tipos de plástico y color, pueden
tomar dos caminos; seguir el recorrido hacia las prensas hidráulicas y alimentar el proceso
, o bien los bolsones pueden ser trasladados y acopiados en el deposito semicubierto
a la espera de ser demandados.
Los operarios que se encuentran en el sector de compactado se encargan de cargar las
prensas hidráulicas con material plástico ya clasificado para producir los fardos, los cuales
se conforman por una cantidad aproximada de 3 bolsones con envases de una misma
clase de plástico y color. Los operarios, si es posible, toman el material procesado en el
sector de operaciones para cargar la prensa, pero si esto no es posible debido a que la
cantidad es insuficiente se procede a tomar material clasificado y acopiado en el depósito
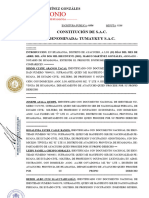
semicubierto y de esta forma se completa la carga. Durante las jornadas de trabajo, las
cuales constan de 5 horas, se producen una media de 14 fardos y se distribuyen como lo
indica en grafico 5.1.
Producción de fardos
7%
14%
PET Cristal
36%
PET Verde
PET Bidones
PETCeleste
21%
HDPE
22%
Grafico 5.1: distribución de la producción de fardos en una jornada de trabajo.
Sergio Rigonat – Licenciatura en Logística Integral Página 27
Reciclado de material plástico – Taller Protegido
Con los fardos conformados se procede a pesarlos (el peso promedio de un fardo
oscila entre los 25 y 30kg) utilizando una balanza de piso y luego son acopiados en el
interior del galpón evitando que sean afectados por las inclemencias climáticas, ya que
si son alcanzados por el agua la misma se aloja en el interior de los fardos, lo que provoca
un aumento del peso y puede causar inconvenientes al momento de la venta. Esto se
debe a que el precio que se paga es de acuerdo a los kilos de material que se vende, y si
este posee agua su peso será superior a la cantidad de plástico que se está entregando.
De esta forma se completa el proceso de reciclado llevado a cabo por el Taller Protegido,
ya que una vez que se logra acopiar la cantidad necesaria de fardos (280
aproximadamente) para llenar un camión con capacidad de 7 toneladas de carga, se
realiza la venta a empresas que se encargan de realizar los pasos siguientes para la
reutilización del material. Los plásticos tienen diferentes destinos ya que el PET es
comercializado a Buenos Aires, mientras que el HDPE es dirigido a la localidad de Mar del
Plata, esto se debe a la diferencia de precios que se obtiene por cada material en los
diferentes lugares.
5.3. Cursograma analítico
Para completar la descripción del proceso productivo se observa en la Planilla 5.1 el
cursograma analítico del proceso productivo.
CURSOGRAMA ANALÍTICO Operario / Material / Equipo
Diagrama no.1 Hoja:1 Resumen
Actividad Actual Propuesto Economía
Producto: Operación 5
Inspección
Espera
Actividad: Transporte 6
Almacenamiento 3
Método: actual Distancia (mts.)
Lugar: Tiempo (seg.)
Operario (s): Ficha no.
Compuesto por: Fecha:
Aprobado por: Fecha: TOTAL
Distancia Cant Tiempo Actividad
DESCRIPCIÓN Cantidad
(mts.) OP (seg.)
OBSERVACIONES
Recepción de bolsones con plástico 3 0 2 77 x Descarga a mano
Almacenamiento del material 3 0 2 25560 x
Sergio Rigonat – Licenciatura en Logística Integral Página 28
Reciclado de material plástico – Taller Protegido
Traslado a zona de clasificación 3 120 1 360 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de material clasificado a
prensa
3 24 1 60 x
Prensado de plástico 1 0 4 1200 x Con la prensa hidráulica A
Traslado de fardos 1 6 1 20 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 150 936667
Traslado a zona de clasificación 3 120 1 360 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de HDPE a limpieza 3 12 1 30 x
Limpieza con espátula y
Limpieza y clasificación de HDPE 3 0 3 10800 x
alicate
Traslado de HDPE clasificado a prensa 3 36 1 75 x B
Prensado de HDPE 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 6 1 20 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 174 9 2 18 75
Traslado a zona de clasificación 3 120 1 360 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de material clasificado a
deposito sc
3 66 1 180 x
Almacenamiento de material
3 0 1 86400 x
clasificado en deposito sc
Traslado de material clasificado de
3 90 1 180 x C
deposito a prensa
Prensado de plástico 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 6 1 20 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 282 9 9 773 0
Traslado a zona de clasificación 3 120 1 360 x Con una carretilla
Limpieza con espátula y
Limpieza y clasificación de HDPE 3 0 3 10800 x
alicate
Traslado de HDPE clasificado a
deposito sc
3 54 1 135 x
Almacenamiento de HDPE clasificado
3 0 1 86400 x
en deposito sc
Traslado de HDPE clasificado de D
deposito a prensa
3 90 1 180 x
Prensado de HDPE 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 6 1 20 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 270 10 0 6 3 2 5
Planilla 5.1: Cursograma analítico de la producción de 1 fardo.
Sergio Rigonat – Licenciatura en Logística Integral Página 29
Reciclado de material plástico – Taller Protegido
En la planilla 5.1 se puede observar el proceso productivo de 1 fardo plástico en el Taller
Protegido. El cursograma analítico se encuentra dividido en cuatro bloques (A, B, C, D) que
representan los diferentes caminos que el proceso productivo va transitando.
Bloque A: es la producción de fardos plásticos de PET, donde el material una vez
clasificado pasa directamente al proceso de prensado.
Bloque B: es la producción de fardos plásticos de HDPE, donde el material una vez
clasificado y limpio pasa directamente al proceso de prensado.
Bloque C: es la producción de fardos plásticos de PET, en este caso el material una vez
clasificado se almacena hasta el momento que sea requerido en la prensa.
Bloque D: es la producción de fardos plásticos de HDPE, en este caso el material una vez
clasificado y limpio se almacena hasta el momento que sea requerido en la prensa.
El análisis se realizó en base al procesado de 3 (tres) bolsones de material plástico, los
cuales equivalen a 1 (uno) fardo plástico.
Dentro del cursograma los casilleros que se encuentran diferenciados con el color amarillo
contienen tiempos promedio de almacenamiento de material, como de fardos y, los
mismos son diferenciados ya que al momento de analizar una posible propuesta de
mejora no serán tenidos en cuenta, debido a que esto facilitara observar las diferencias.
5.4. Ubicación del Taller Protegido
A modo de dar un cierre al apartado de situación actual, por medio de la figura 5.5 se
procede a clarificar la ubicación real de Taller Protegido para comprender de mejor
manera el escenario actual, y a la vez poder discernir de lo desarrollado en el siguiente
apartado (Situación propuesta).
Sergio Rigonat – Licenciatura en Logística Integral Página 30
Reciclado de material plástico – Taller Protegido
Figura 5.5: Taller Protegido.
Sergio Rigonat – Licenciatura en Logística Integral Página 31
Reciclado de material plástico – Taller Protegido
6. SITUACIÓN PROPUESTA
6.1. Desarrollo de la propuesta
Para estudiar la distribución de planta del Taller Protegido se aplicó el método
denominado Planeación de la distribución sistemática o SLP por sus siglas en inglés, por
medio del cual se establece la relación y prioridad de cercanía entre las diferentes áreas
de la organización. Luego trasladando dichas relaciones a un gráfico en el cual se
representan todas las áreas por medio de símbolos, se puede observar y analizar el estado
inicial de la distribución, y posteriormente ejecutar una o varias modificaciones en el
esquema para alcanzar la distribución que mejor responda a las mencionadas relaciones.
Dichas especificaciones se recogen en la Tabla 6.1 de interrelaciones entre las diferentes
áreas del Taller Protegido.
a b c d e f g h
Almacenamiento Almacenamiento Almacenamiento Clasificación de Clasificación y
Sector Recepción Pesaje Prensado
Ex. Sc. In. material limpieza HDPE
A U U U U U U
a Recepción
1
U U E O U U
b Almacenamiento Ex.
1 1
U I I U E
c Almacenamiento Sc.
1 1
U U E E
d Almacenamiento In.
1 1
A U I
e Clasificación de material
1, 6 1 1
U I
f Clasificación y limpieza HDPE
1 1
E
g Pesaje
1
h Prensado
Tabla 6.1: interrelaciones entre áreas del Taller Protegido.
Las relaciones establecidas ente las diferentes áreas se basan en la importancia que existe
de que un sector W y un sector Z estén cerca, alejados o dentro de las escalas intermedias
entre ambos extremos. La importancia de cercanía está directamente relacionada a la
interacción entre áreas (secuencia de procesos, equipamiento compartido, etc.),
favoreciendo siempre a la reducción de recorridos durante el proceso productivo.
Como indica la Tabla 6.1 el área de Recepción tiene una prioridad de cercanía clase A
(absolutamente necesaria) con el área de Almacenamiento Externo, y luego es clase U
(indiferente) con todas las demás áreas. Esto se debe a que la recepción del material
plástico no puede realizarse lejos de la zona de almacenamiento, ya que esto generaría
recorridos indeseados perjudicando a los trabajadores y a la producción.
Sergio Rigonat – Licenciatura en Logística Integral Página 32
Reciclado de material plástico – Taller Protegido
Almacenamiento externo además de tener una relación clase A con Recepción, como ya
se mencionó, posee una prioridad de cercanía E (especial importancia) con el área de
Clasificación de material, ya que es el primer paso en el cual comienza el proceso de
reciclado. Poco importante (O) es la relación con Clasificación y limpieza de HDPE, e
indiferente con el resto de las áreas.
Almacenamiento semicubierto posee una prioridad de cercanía I (importante) con las
áreas de Clasificación de material y Clasificación y limpieza de HDPE. Dado que ambos
sectores derivan material para ser almacenado, las distancias a recorrer deben ser lo más
reducidas posibles. También existe una relación de especial importancia (E) con el área de
Compactado, debido a que el sector mencionado demanda material que se encuentra
almacenado en el semicubierto.
Almacenamiento Interno tiene una prioridad de especial importancia (E) en cuanto a la
cercanía a los sectores de Pesaje y Prensado, ya que estos proporcionan los fardos que se
acopian en dicho sector.
El sector Clasificación de material tiene una prioridad de cercanía clase A (absolutamente
necesaria) con el área de Clasificación y limpieza de HDPE, esto se debe a razones de flujo
de trabajo y un contacto inmediato necesario ya que es a quien le envía parte del material
clasificado para la continuidad del trabajo. Con el área de Prensado también posee una
prioridad de cercanía I (importante), debido a que le provee parte del material para ser
compactado; esto mismo sucede para el área de Clasificación y limpieza de HDPE con
Prensado.
Por último el área de Prensado y el sector de Pesaje tienen una prioridad de cercanía clase
E (especial importancia) por una cuestión de tareas inmediatas, y también para evitar
recorridos innecesarios acarreando los fardos que deben ser pesados.
Expresando estas interrelaciones de forma gráfica se obtiene el esquema que se observa
en la figura 6.1, cuyas referencias se detallan en la tabla 6.2.
Sergio Rigonat – Licenciatura en Logística Integral Página 33
Reciclado de material plástico – Taller Protegido
a b c d
e f g h
Figura 6.1: Esquema de interrelaciones original.
a Recepción
b Almacenamiento Ex.
c Almacenamiento Sc.
d Almacenamiento In.
e Clasificación de material
f Clasificación y limpieza HDPE
g Pesaje
h Prensado
Tabla 6.2: Referencias del esquema de interrelaciones
Luego de analizar la figura 6.1 y realizar cambios en el esquema con el objetivo de lograr
un orden adecuado, favoreciendo al desarrollo de las actividades en el taller, se alcanza el
esquema de la figura 6.2. Como lo indica la teoría mencionada en el apartado 4 (Marco
teórico) se debieron situar los departamentos relacionados con arcos A juntos entre sí y
los relacionados con arcos X lo más alejados posible. Cuando esto se consiguió, se
intentaron unir los departamentos relacionados con arcos E, después los relacionados con
arcos I y, finalmente, los relacionados con arcos 0.
Sergio Rigonat – Licenciatura en Logística Integral Página 34
Reciclado de material plástico – Taller Protegido
a b e f
c h g d
Figura 6.2: Esquema de interrelaciones modificado.
6.2. Distribución de planta propuesta
Una vez que se logra obtener la distribución de planta adecuada se procede a graficarla
bajo las restricciones de la realidad, como son las estructuras existentes, instalaciones que
no pueden sufrir cambios y demás limitantes del caso. A continuación se podrán observar
la planta actual del Taller Protegido y la planta resultante luego de aplicar el método SLP.
Sergio Rigonat – Licenciatura en Logística Integral Página 35
Reciclado de material plástico – Taller Protegido
Figura 6.3: Distribución de planta actual del Taller Protegido.
Sergio Rigonat – Licenciatura en Logística Integral Página 36
Reciclado de material plástico – Taller Protegido
Figura 6.4: Distribución de planta propuesta para el Taller protegido.
Sergio Rigonat – Licenciatura en Logística Integral Página 37
Reciclado de material plástico – Taller Protegido
Como se puede observar en la figura 6.4 la nueva distribución de planta permite respetar
una línea progresiva en la secuencia de etapas del proceso productivo en el taller,
lográndolo con un cambio en la ubicación de las diferentes áreas. Estructuralmente solo
se debe realizar una apertura en la pared ubicada en el fondo del taller, para colocar un
portón que permita realizar la extracción de fardos plásticos al momento de las cargas al
camión, brindando fluidez y evitando recorridos excesivos y opuestos al flujo del proceso
productivo.
El portón a colocar debe cumplir con las condiciones necesarias para facilitar la extracción
de fardos por medio de carretillas o zorras de carga. Las dimensiones deben rondar los 2.4
metros de ancho y 2.2 metros de alto para permitir un paso amplio y cómodo a los
operarios y equipos.
Para la distribución de planta propuesta se elaboró el diagrama de recorrido del producto
a través de la nueva distribución, que se puede observar en la Figura 6.5.
La reubicación de las áreas dentro y fuera del taller favorecería a un mejor
aprovechamiento de la superficie disponible por el Taller Protegido, brindaría condiciones
de seguridad para los operarios y, como se explicó, generaría un flujo de operaciones
continuas.
La nueva distribución de planta también brindaría la posibilidad de reducir en gran
proporción los recorridos que los operarios deben realizar entre las diferentes áreas. La
disminución en los recorridos se puede traducir en menores tiempos improductivos, ya
que los operarios podrían utilizar el tiempo que consumen transitando de un área a otra
en clasificar una mayor cantidad de material plástico; también se reduciría el desgaste
físico en los trabajadores debido a que el acarreo de materiales seria en distancias
menores.
Sergio Rigonat – Licenciatura en Logística Integral Página 38
Reciclado de material plástico – Taller Protegido
Figura 6.5: Distribución de planta y recorrido de la producción.
Sergio Rigonat – Licenciatura en Logística Integral Página 39
Reciclado de material plástico – Taller Protegido
6.3. Cursograma analítico simulado de la propuesta
Para demostrar lo explicado en párrafos anteriores se simulo el cursograma analítico del
proceso productivo de un fardo plástico en la planta propuesta para el Taller Protegido, de
igual forma de como se había explicitado en el apartado de situación actual (6) el
cursograma para la planta original.
CURSOGRAMA ANALÍTICO Operario / Material / Equipo
Diagrama no.1 Hoja:1 Resumen
Actividad Actual Propuesto Economía
Producto: Operación 5
Inspección
Espera
Actividad: Transporte 6
Almacenamiento 3
Método: propuesto Distancia (mts.)
Lugar: Tiempo (seg.)
Operario (s): Ficha no.
Compuesto por: Fecha:
Aprobado por: Fecha: TOTAL
Distancia Cant Tiempo Actividad
DESCRIPCIÓN Cantidad
(mts.) OP (seg.)
OBSERVACIONES
Recepción de bolsones con plástico 3 0 2 77 x Descarga a mano
Almacenamiento del material 3 0 2 25560 x
Traslado a zona de clasificación 3 21 1 60 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de material clasificado a
prensa
3 15 1 45 x
Prensado de plástico 1 0 4 1200 x Con la prensa hidráulica A
Traslado de fardos 1 3 1 10 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 39 936342
Traslado a zona de clasificación 3 21 1 60 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de HDPE a limpieza 3 10,5 1 30 x
Limpieza con espátula y
Limpieza y clasificación de HDPE 3 0 3 10800 x
alicate
Traslado de HDPE clasificado a prensa 3 15 1 45 x B
Prensado de HDPE 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 3 1 10 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 49,5 9 2 153 5
Sergio Rigonat – Licenciatura en Logística Integral Página 40
Reciclado de material plástico – Taller Protegido
Traslado a zona de clasificación 3 21 1 60 x Con una carretilla
Clasificación de material 3 0 6 2160 x
Traslado de material clasificado a
deposito sc
3 49,5 1 120 x
Almacenamiento de material
3 0 1 86400 x
clasificado en deposito sc
Traslado de material clasificado de
3 69 1 150 x C
deposito a prensa
Prensado de plástico 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 3 1 10 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 142,5 997330
Traslado a zona de clasificación 3 21 1 60 x Con una carretilla
Limpieza con espátula y
Limpieza y clasificación de HDPE 3 0 3 10800 x
alicate
Traslado de HDPE clasificado a
deposito sc
3 54 1 135 x
Almacenamiento de HDPE clasificado
3 0 1 86400 x
en deposito sc
Traslado de HDPE clasificado de D
deposito a prensa
3 69 1 150 x
Prensado de HDPE 1 0 4 1200 x Con la prensa hidráulica
Traslado de fardos 1 3 1 10 x
Pesaje de fardos 1 0 1 30 x Con una balanza
Almacenamiento de fardos 1 0 1 907200 x
TOTAL 147 10 0 5 9 8 5
Planilla 6.1: Cursograma analítico de la distribución de planta propuesta.
Para poder observar con claridad las diferencias arrojadas por el cursograma analítico
entre la distribución de planta original y la propuesta, se elabora un cuadro comparativo
donde se encuentran en oposición las distancias totales recorridas, al igual que los
tiempos demandados por el proceso productivo. Para el caso de los tiempos, a los mismos
se les restaron los casilleros que se encuentran en color amarillo dentro del cursograma
(lo mismo sucede en la versión original), los cuales corresponden al periodo en que los
fardos plásticos permanecen almacenados y esto es igual para todas las situaciones, de
esta manera se facilitara la visualización de los cambios.
Planta original Planta propuesta
Camino
Distancia Total (mts) Tiempo Total (seg) Distancia Total (mts) Tiempo Total (seg)
A 150 3907 39 3582
B 174 14675 49,5 14335
C 282 90530 142,5 90130
D 270 99125 147 98785
Tabla 6.3: Comparación de resultados arrojados por los cursogramas.
Sergio Rigonat – Licenciatura en Logística Integral Página 41
Reciclado de material plástico – Taller Protegido
Como se puede observar en la tabla 6.3 la nueva distribución de planta propuesta
favorece ampliamente a la disminución de la distancia a recorrer en los diferentes
caminos del proceso productivo. En el caso de los tiempos demandados la diferencia no
alcanza a la magnitud de la disminución de los recorridos, y esto se debe principalmente a
que el tiempo que se necesita para clasificar un bolsón con material plástico o compactar
un fardo sigue siendo el mismo, pero lo que cambia es que los operarios al disminuir las
distancias pueden ocupar mayor porcentaje de su tiempo de trabajo en las diferentes
tareas de clasificación, limpieza, compactado, y al final de una jornada de trabajo esto se
traduce en un aumento de bolsones con material clasificado o fardos compactados. Son
pequeños resultados que día a día pueden marcar una diferencia en la producción.
En el caso del camino A se logra una disminución del 74% (111mts) en la distancia
recorrida y 8.3% (325seg) en el tiempo demandado. Si consideramos los 14 fardos
promedio que se producen a diario, por jornada de trabajo se estaría obteniendo una
disminución de 4550 seg en la producción, tiempo suficiente para clasificar seis (6)
bolsones de material plástico (720seg por bolsón) o compactar tres (3) fardos (1200seg
por compactado). Si estos números los trasladamos a un mes de trabajo (22 días) los
resultados serían un aumento en 132 bolsones de plástico clasificado, o 66 fardos
compactados.
Para el camino B la disminución en los metros recorridos alcanza el 71.5% (124.5mts), y el
tiempo demandado bajo un 2.3%(340seg).
En el camino C el recorrido se disminuye en un 49.5% (139.5mts), mientras que el tiempo
requerido pierde un 0.5% (400seg).
Por último, en el caso del camino D la distancia se reduce un 46% (123mts), y el tiempo
del proceso productivo alcanza una disminución del 0.4% (340seg).
Para todos los casos la distribución de planta propuesta tiene un impacto positivo en el
proceso productivo, disminuyendo a diferentes escalas las distancias recorridas y los
tiempos demandados.
De la misma forma que en el apartado 5 (Situación actual) se mostró la ubicación real del
Taller Protegido y su distribución externa, se procederá a simular sobre la misma imagen
como resultarían los cambios externos del taller según la propuesta; también cabe
destacar sobre la misma la existencia de una salida alternativa, la cual puede ser utilizada
por los vehículos que trasladan material hasta la nueva zona de recepción en caso de
existir algún obstáculo para retornar por la misma vía, o si en un futuro se utilizan equipos
de transporte de mayor tamaño y el radio de giro no es lo suficientemente amplio.
Sergio Rigonat – Licenciatura en Logística Integral Página 42
Reciclado de material plástico – Taller Protegido
Figura 6.6: Simulación de cambios externos en el Taller Protegido
Luego de lo desarrollado en el presente apartado se puede afirmar que la propuesta de
reordenamiento para la distribución de planta del Taller Protegido, alcanzada a través del
presente estudio, proporciona mejoras considerables para el proceso productivo.
Sergio Rigonat – Licenciatura en Logística Integral Página 43
Reciclado de material plástico – Taller Protegido
7. CONCLUSIONES
Luego de realizar un análisis detallado del Taller Protegido, especialmente su
funcionamiento, se pudo alcanzar un diagnóstico del proceso productivo que sirvió para
observar diversas falencias:
Recorridos entre áreas con distancias excesivas
Incorrecta distribución de la superficie disponible
Conflicto entre recorridos con direcciones opuestas
Inexistencia de un flujo de trabajo lineal
Como consecuencia de lo observado se realizó una nueva distribución de planta por
medio de la herramienta SLP, considerando la distancia entre áreas como el factor de
mayor importancia. Los sectores cuya interacción resultaba de vital importancia para el
proceso productivo se ubicaron lo más cerca posible acortando las distancias.
El cursograma analítico simulado para la nueva distribución de planta arrojo resultados lo
suficientemente positivos para demostrar que los cambios serian mejoras considerables
para el proceso productivo.
Las mejoras se verían reflejadas en una importante reducción de las distancias a recorrer
durante el proceso productivo, como también en el flujo de las tareas ya que la nueva
disposición de los sectores posibilitaría establecer un proceso lineal. Se puede considerar
que las reformas que se deben llevar acabo para implementar la nueva distribución son de
una dificultad relativamente baja, esto se debe a que los cambios en su mayoría son
traslados de equipamiento y máquinas de un lugar a otro, siempre dentro del taller y sin
restricciones físicas que lo impidan. El cambio cuya dificultad puede considerarse de
mayor complejidad seria la abertura en la pared para colocar el portón que permita
realizar la extracción de fardos plásticos por el fondo del taller, respetando el flujo
productivo y evitando un recorrido desmesurado.
La propuesta alcanzada deja al descubierto la posibilidad de mejoras que se pueden lograr
en el Taller Protegido favoreciendo al proceso productivo e indirectamente a los
trabajadores, quienes verían reflejado los cambios tanto en el cuidado de su físico
(reducción de distancias acarreando material), como en un posible aumento de las
ganancias por consecuencia del incremento de la productividad al redistribuir el orden de
las instalaciones. Recordemos que el Taller Protegido es una entidad sin fines de lucro que
persigue la inclusión social y laboral de jóvenes y adultos con capacidades diferentes, por
lo que las ganancias obtenidas por medio del trabajo de reciclado están destinadas a
solventar los gastos y distribuir lo restante entre los participantes.
Sergio Rigonat – Licenciatura en Logística Integral Página 44
Reciclado de material plástico – Taller Protegido
8. Bibliografía
Ronald H. Ballou, LOGÍSTICA - Administración de la cadena de suministro, 5ta
Edición – Pearson Educación, México, 2004 -
Julio Juan Anaya Tejero, Logística integral: la gestión operativa de la empresa –
ESIC EDITORIAL, España, 2011 -
Fred E. Meyers & Matthew P. Stephens, “Diseño de instalaciones de manufactura y
manejo de materiales” – Pearson Educación, México, 2006 -
Adam Everett y Ebert Ronald, Administración de la producción y las operaciones:
conceptos, modelos y funcionamiento - Pearson Educación, México, 1991 -
Muther Richard, Systematic Layout Planning - Cahners Books, USA, 1976 –
Jose P. Garcia Sabater, Diseño de Sistemas Productivos y Logísticos - Departamento
de Organización de Empresas, E.F. y C.- Curso 04 / 05 -
http://www.bbc.com/mundo/ultimas_noticias/2014/12/141211_ultnot_ciencia_o
ceanos_plasticos_az
http://www.cairplas.org.ar/plasticosreciclables.html
http://www.tiempopatagonico.com/medio-ambiente/2015/2/19/reciclaje-
inteligente-maquina-recicla-botellas-3945.html
http://www.ecoce.mx/datos-estadisticos.php
Sergio Rigonat – Licenciatura en Logística Integral Página 45
Reciclado de material plástico – Taller Protegido
Sergio Rigonat – Licenciatura en Logística Integral Página 46
Anda mungkin juga menyukai
- IgniteDokumen273 halamanIgniteYezabel De La Cruz85% (13)
- Intoxicación FluoroquinolonaDokumen74 halamanIntoxicación FluoroquinolonaVicentin LucianoBelum ada peringkat
- Rendimiento de Dos Híbridos de Maíz Pisingallo en Respuesta A Cambios en La Densidad de Siembra (2005)Dokumen4 halamanRendimiento de Dos Híbridos de Maíz Pisingallo en Respuesta A Cambios en La Densidad de Siembra (2005)JUANBelum ada peringkat
- Ficha Pisingallo SytariDokumen1 halamanFicha Pisingallo SytariJUANBelum ada peringkat
- 2011 No 20 Fertilización en Maíz y Maíz PopDokumen5 halaman2011 No 20 Fertilización en Maíz y Maíz PopJUANBelum ada peringkat
- 18a PDFDokumen92 halaman18a PDFJUANBelum ada peringkat
- 11a PDFDokumen19 halaman11a PDFJUANBelum ada peringkat
- s8 PDFDokumen27 halamans8 PDFJUANBelum ada peringkat
- 3a PDFDokumen89 halaman3a PDFJUANBelum ada peringkat
- Causales de ContradiccionDokumen10 halamanCausales de ContradiccionEsteban ValdezBelum ada peringkat
- VM001-Cochinilla AlgodonosaDokumen19 halamanVM001-Cochinilla AlgodonosaanubisethBelum ada peringkat
- Escritura Pùblica Paso 4.1Dokumen10 halamanEscritura Pùblica Paso 4.1John LeónBelum ada peringkat
- Monografía de VigotskyDokumen4 halamanMonografía de VigotskyMaru Dara Flowers Grief0% (1)
- Adulto Mayor 2017Dokumen393 halamanAdulto Mayor 2017Solanyi VILLAMIZAR MATEUSBelum ada peringkat
- Villena Jvillenama PEC 1 Lectura Comprension Del Caso 09-03-2023 07 10 58Dokumen7 halamanVillena Jvillenama PEC 1 Lectura Comprension Del Caso 09-03-2023 07 10 58Jesus Maria Villena MartinBelum ada peringkat
- La Rectificación y Delimitación de Áreas y LinderosDokumen2 halamanLa Rectificación y Delimitación de Áreas y LinderosJudy jakelin correa culquiBelum ada peringkat
- Tabla Perú de Literatura-ActualizadaDokumen134 halamanTabla Perú de Literatura-ActualizadaPaúl M. Ordoñez PorrasBelum ada peringkat
- Magmatismo: El MagmaDokumen12 halamanMagmatismo: El MagmalauraBelum ada peringkat
- La Maleta Viajera Como Estrategia de Motivación para La Lectura en Niños y Jóvenes Con Discapacidad CognitivaDokumen66 halamanLa Maleta Viajera Como Estrategia de Motivación para La Lectura en Niños y Jóvenes Con Discapacidad Cognitivaaba boloBelum ada peringkat
- OCE. Primer ClaseDokumen19 halamanOCE. Primer ClaseVinnieSiftBelum ada peringkat
- 5to Prim C.S. 2do y 3er TDokumen18 halaman5to Prim C.S. 2do y 3er TAmilcar Alcocer Olguin100% (1)
- La Novela en El Siglo XVIIIDokumen16 halamanLa Novela en El Siglo XVIIIjhsebas10Belum ada peringkat
- T2 ProyectoDokumen18 halamanT2 ProyectoYare ÁlvarezBelum ada peringkat
- Método de PolyaDokumen22 halamanMétodo de PolyaRaúl Fernández ArgoteBelum ada peringkat
- OFIDISMODokumen7 halamanOFIDISMOLiussmyth Vega SanchezBelum ada peringkat
- Tríptico Disfonía MusculotensionalDokumen2 halamanTríptico Disfonía MusculotensionalEduardoBelum ada peringkat
- Tema 3 - Geometría ElementalDokumen5 halamanTema 3 - Geometría ElementalblancaBelum ada peringkat
- Cómo Le Digo Khea Letra y Acordes by MusictutorialsDokumen4 halamanCómo Le Digo Khea Letra y Acordes by Musictutorialsel tio penchoBelum ada peringkat
- Propuesta Pedagógica EIBDokumen150 halamanPropuesta Pedagógica EIBWilliam ChBelum ada peringkat
- Un Red de Usuapadores Neir Carrasco 6 DICIEMBRE, La Estrella de Panama Part 6 of 7Dokumen1 halamanUn Red de Usuapadores Neir Carrasco 6 DICIEMBRE, La Estrella de Panama Part 6 of 7Panama Tierra RobadaBelum ada peringkat
- Trabajo de Derecho Interno y Derecho Internacional de Derecho Internacional PublicoDokumen12 halamanTrabajo de Derecho Interno y Derecho Internacional de Derecho Internacional PublicoJeancarlos Moreta Cruz100% (1)
- Actividad 6Dokumen3 halamanActividad 6LUCIANA RESTREPO URIBEBelum ada peringkat
- Chequeo de Precios 25 Enero 2019 EquipoDokumen18 halamanChequeo de Precios 25 Enero 2019 EquipoIngrith SanchezBelum ada peringkat
- Tesis OrdenadaDokumen73 halamanTesis OrdenadayarmilaBelum ada peringkat
- Compulsa PerdidaDokumen1 halamanCompulsa PerdidaJulio JerezBelum ada peringkat
- 4 Libros de Coaching LEOHDokumen5 halaman4 Libros de Coaching LEOHLuis Enrique OlveraBelum ada peringkat
- Grupo 2 - Actividad 3 - Análisis de CasoDokumen16 halamanGrupo 2 - Actividad 3 - Análisis de CasoKatheriineXiiomaraBelum ada peringkat