Anda mungkin juga menyukai
- Astm A265 (1999)Dokumen5 halamanAstm A265 (1999)P SHANKAR BABUBelum ada peringkat
- Upstream Process Engineering Course: 5. Produced WaterDokumen27 halamanUpstream Process Engineering Course: 5. Produced WaterMohamed SelimBelum ada peringkat
- DPWH Geotextile StandardsDokumen12 halamanDPWH Geotextile StandardsFatima Jade Castillo Ang100% (1)
- Class Problems Sentences 13 The DDokumen20 halamanClass Problems Sentences 13 The DKnowledgeIsTruePowerBelum ada peringkat
- Astm c1513Dokumen4 halamanAstm c1513Ramón RocaBelum ada peringkat
- C 1063 - 03 QzewnjmDokumen9 halamanC 1063 - 03 QzewnjmGarcia ManuelBelum ada peringkat
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesDari EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesBelum ada peringkat
- Do 050 S2007-Mse SpecsDokumen12 halamanDo 050 S2007-Mse SpecsCarol SantosBelum ada peringkat
- Aashto M-180 PDFDokumen11 halamanAashto M-180 PDF48181Belum ada peringkat
- Concrete ReinforcementDokumen5 halamanConcrete Reinforcementsethu1091Belum ada peringkat
- Asme Section II A Sa-263Dokumen8 halamanAsme Section II A Sa-263Anonymous GhPzn1xBelum ada peringkat
- Introduction To Bearings - Hpy - PpsDokumen32 halamanIntroduction To Bearings - Hpy - PpsSiYing LaiBelum ada peringkat
- Reinforced Concrete Buildings: Behavior and DesignDari EverandReinforced Concrete Buildings: Behavior and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- Pinion and Bull Gear IDokumen11 halamanPinion and Bull Gear ImailbkraoBelum ada peringkat
- Is 785 1998 Reinforced Concrete Poles For Overhead Power and Telecommunication Lines - SpecificationDokumen10 halamanIs 785 1998 Reinforced Concrete Poles For Overhead Power and Telecommunication Lines - SpecificationDebajani DekabaruahBelum ada peringkat
- Design of Water Tanks-CE 05014 p3 6Dokumen65 halamanDesign of Water Tanks-CE 05014 p3 6engineerkranthi4055100% (1)
- Soda Ash PDFDokumen45 halamanSoda Ash PDFM TBelum ada peringkat
- Asme Section II A Sa-264Dokumen8 halamanAsme Section II A Sa-264Anonymous GhPzn1xBelum ada peringkat
- Structural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesDari EverandStructural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesPenilaian: 3.5 dari 5 bintang3.5/5 (13)
- Aashto M 180-00Dokumen8 halamanAashto M 180-00Mohsen Ghobadi86% (14)
- ASTM F 432 - 95 Roof and Rock Bolts and AccessoriesDokumen15 halamanASTM F 432 - 95 Roof and Rock Bolts and AccessoriesNdoro BeiBelum ada peringkat
- G3600 A4 Brochures PDFDokumen4 halamanG3600 A4 Brochures PDFVictor NunezBelum ada peringkat
- Astm.f1123.1987 For Non Metallic Expansion JointsDokumen5 halamanAstm.f1123.1987 For Non Metallic Expansion Jointsamol13210% (1)
- 50TPD Soybean Oil Batch Type Solvent Extraction PlantDokumen4 halaman50TPD Soybean Oil Batch Type Solvent Extraction PlantKenan KardasBelum ada peringkat
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyDari EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyBelum ada peringkat
- s434 PDFDokumen4 halamans434 PDFDak KaizBelum ada peringkat
- AASHTO Pot BearingsDokumen4 halamanAASHTO Pot BearingsJithesh.k.sBelum ada peringkat
- MP HALL - Speci-EDokumen15 halamanMP HALL - Speci-EAbdul RahumanBelum ada peringkat
- Specification For Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripDokumen11 halamanSpecification For Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and Stripomsingh1988Belum ada peringkat
- 407.1. Description. Furnish and Place Steel H-Piling and Sheet Piling. 407.2. Materials. Furnish Steel H-Piling and Steel Sheet Piling in Accordance WithDokumen4 halaman407.1. Description. Furnish and Place Steel H-Piling and Sheet Piling. 407.2. Materials. Furnish Steel H-Piling and Steel Sheet Piling in Accordance WithRafael Fernández ConcepciónBelum ada peringkat
- Concrete ReinforcementDokumen15 halamanConcrete ReinforcementIm ChinithBelum ada peringkat
- B432Dokumen6 halamanB432Cesar Augusto Vinasco MartinezBelum ada peringkat
- Do 051 S2006Dokumen17 halamanDo 051 S2006MANOLO C. LUCENECIOBelum ada peringkat
- Esr 1227Dokumen26 halamanEsr 1227murdicksBelum ada peringkat
- Nickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForDokumen5 halamanNickel and Nickel-Base Alloy-Clad Steel Plate: Standard Specification ForJosé Ramón GutierrezBelum ada peringkat
- Conc. Reinf.Dokumen5 halamanConc. Reinf.mohamed fathiBelum ada peringkat
- Section VII. Technical Specification: Telescopic Steel PoleDokumen10 halamanSection VII. Technical Specification: Telescopic Steel PoleBalkrishna PangeniBelum ada peringkat
- Standard Specification For Corrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and ArchesDokumen17 halamanStandard Specification For Corrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and Archesjun floresBelum ada peringkat
- Specifications For Epoxy-Coated Reinforcing BarsDokumen4 halamanSpecifications For Epoxy-Coated Reinforcing BarsRavi KanchepoguBelum ada peringkat
- Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripDokumen8 halamanStainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripJosé Ramón GutierrezBelum ada peringkat
- Astm A264 (1999)Dokumen8 halamanAstm A264 (1999)Vo Trong ThaiBelum ada peringkat
- Volume-II, Technical SpecificationsDokumen116 halamanVolume-II, Technical SpecificationsNaveen NagisettiBelum ada peringkat
- 05315Dokumen4 halaman05315Adnan ColoBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen13 halamanDisclosure To Promote The Right To InformationHeather CarterBelum ada peringkat
- C 956 Â " 97 QZK1NI1SRUQDokumen8 halamanC 956 Â " 97 QZK1NI1SRUQSebastián RodríguezBelum ada peringkat
- Section 514-Epoxy Coated Steel Reinforcement: 513.5 PaymentDokumen4 halamanSection 514-Epoxy Coated Steel Reinforcement: 513.5 PaymentSuranga ManuBelum ada peringkat
- Specification For Jolting Apparatus Used For Testing CementDokumen3 halamanSpecification For Jolting Apparatus Used For Testing CementSajidAliKhanBelum ada peringkat
- Chain Link Fences and Gates Part 1 - General 1.1 DescriptionDokumen5 halamanChain Link Fences and Gates Part 1 - General 1.1 Descriptionm_a_nada67% (3)
- Why Laminated Neoprene Elastomeric Bridge Bearings?Dokumen5 halamanWhy Laminated Neoprene Elastomeric Bridge Bearings?carmeloBelum ada peringkat
- Concrete ReinforcingDokumen7 halamanConcrete ReinforcingZul StudiozBelum ada peringkat
- Section VII. Technical SpecificationDokumen17 halamanSection VII. Technical SpecificationBalkrishna PangeniBelum ada peringkat
- Section 461 Multirotational Bearings 461-1 DescriptionDokumen3 halamanSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mBelum ada peringkat
- Section 705 Prestressed Concrete Members For BridgesDokumen12 halamanSection 705 Prestressed Concrete Members For BridgesCarlos SYBelum ada peringkat
- Specifications For Bridge ConstructionDokumen6 halamanSpecifications For Bridge ConstructionKevin L KermodeBelum ada peringkat
- RECo Abbreviated MSE Spec 7-20-2018Dokumen5 halamanRECo Abbreviated MSE Spec 7-20-2018Faten Abou ShakraBelum ada peringkat
- Section VII. Technical SpecificationDokumen10 halamanSection VII. Technical SpecificationBalkrishna PangeniBelum ada peringkat
- Steel StructureDokumen53 halamanSteel StructureJin-hwan KimBelum ada peringkat
- Astm C478Dokumen8 halamanAstm C478Ferec XalikovBelum ada peringkat
- Installation of Cast-In-Place Reinforced Gypsum Concrete: Standard Specification ForDokumen6 halamanInstallation of Cast-In-Place Reinforced Gypsum Concrete: Standard Specification ForHumberto GutierrezBelum ada peringkat
- ITEM 515-517, 520 Latest 2012 (M) Final 4Dokumen20 halamanITEM 515-517, 520 Latest 2012 (M) Final 4Julius fernan VegaBelum ada peringkat
- ASTMF436Dokumen6 halamanASTMF436Zara DholkawalaBelum ada peringkat
- Section 03 41 00 - Precast Structural ConcreteDokumen2 halamanSection 03 41 00 - Precast Structural Concreterahmankhan823Belum ada peringkat
- MGN629 Part 4 Steel Aluminium Construction R07.20Dokumen63 halamanMGN629 Part 4 Steel Aluminium Construction R07.20Ngwa ElvisBelum ada peringkat
- Estimation (Steel Work)Dokumen21 halamanEstimation (Steel Work)Poorti JainBelum ada peringkat
- Expansion Joint Technical Specification and Data Sheet1Dokumen9 halamanExpansion Joint Technical Specification and Data Sheet1RAPHAEL suzartBelum ada peringkat
- Annexure 2A - Prestressing - VOLUME 5-69-84Dokumen16 halamanAnnexure 2A - Prestressing - VOLUME 5-69-84ManukantShrotriyaBelum ada peringkat
- BDM Example 11 - 20180101Dokumen14 halamanBDM Example 11 - 20180101RavitejaBelum ada peringkat
- 618 Segmental Prestressed Concrete StructuresDokumen6 halaman618 Segmental Prestressed Concrete StructuresRavitejaBelum ada peringkat
- Manual Activation Workflow For AMRetainDokumen2 halamanManual Activation Workflow For AMRetainRavitejaBelum ada peringkat
- Darshan ReceiptDokumen1 halamanDarshan ReceiptRavitejaBelum ada peringkat
- Risk WallchartDokumen1 halamanRisk WallchartRavitejaBelum ada peringkat
- Veligonda ProjectDokumen9 halamanVeligonda ProjectRaviteja100% (1)
- Parallel Flange BeamDokumen3 halamanParallel Flange BeamRavitejaBelum ada peringkat
- Masterthesis Tawvancorven 2015Dokumen238 halamanMasterthesis Tawvancorven 2015RavitejaBelum ada peringkat
- High Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationDokumen7 halamanHigh Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationEditor IJTSRDBelum ada peringkat
- Flexible Perovskite Solar CellsDokumen31 halamanFlexible Perovskite Solar CellsPEDRO MIGUEL SOLORZANO PICONBelum ada peringkat
- Class 10 Science Chapter 2 Revision NotesDokumen16 halamanClass 10 Science Chapter 2 Revision NotesKriish RatnaniBelum ada peringkat
- Money ComponentsDokumen10 halamanMoney ComponentsArifa AkterBelum ada peringkat
- Subjects Revised Curriculum BS ELECTRICAL ENGINEERINGDokumen18 halamanSubjects Revised Curriculum BS ELECTRICAL ENGINEERINGData StatsBelum ada peringkat
- 10 - Chapter 4 PDFDokumen143 halaman10 - Chapter 4 PDFKalyan ChakravarthyBelum ada peringkat
- PU225 Series: Solenoid ValveDokumen1 halamanPU225 Series: Solenoid Valveremus popescuBelum ada peringkat
- Concept Note For The Conversion of 75 TPHDokumen2 halamanConcept Note For The Conversion of 75 TPHMeera MishraBelum ada peringkat
- Calibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Dokumen2 halamanCalibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Haytham RedaBelum ada peringkat
- Perawatan Pasien Dengan Gips Cast Skill LabDokumen36 halamanPerawatan Pasien Dengan Gips Cast Skill LabFadhilah putri fertyciaBelum ada peringkat
- Connecting Piping Design in AutoCAD Plant 3D To Piping Fabrication Through Spoolgen-Ian Matthew-AU2018Dokumen12 halamanConnecting Piping Design in AutoCAD Plant 3D To Piping Fabrication Through Spoolgen-Ian Matthew-AU2018Gabriel DezoutterBelum ada peringkat
- 2009-09-06 181738 Linsw RegDokumen67 halaman2009-09-06 181738 Linsw Regam1liBelum ada peringkat
- Bind Second Valve OverviewDokumen27 halamanBind Second Valve OverviewNitin AggarwalBelum ada peringkat
- CS405PC JP Unit-3Dokumen44 halamanCS405PC JP Unit-3MEGHANA 3Belum ada peringkat
- Identification - of - Vulkan Vulastik-L CouplingsDokumen2 halamanIdentification - of - Vulkan Vulastik-L CouplingsBill NevisBelum ada peringkat
- UK Assemblies PDFDokumen284 halamanUK Assemblies PDFFernando Borges ChachaBelum ada peringkat
- Infinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroDokumen2 halamanInfinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroTaha AlhatmiBelum ada peringkat
- Assignment 1 - Spring2006: SolutionDokumen31 halamanAssignment 1 - Spring2006: SolutionMuhammad UmairBelum ada peringkat
- Mazda 3Dokumen5 halamanMazda 3Jhony GranadosBelum ada peringkat
- LISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesDokumen10 halamanLISTA PRECIOS CORPORATIVOS - Garantia en Partes de Diez (10) MesesJavier DavidBelum ada peringkat
- From-To Chart ExampleDokumen22 halamanFrom-To Chart Exampleajeng.saraswatiBelum ada peringkat
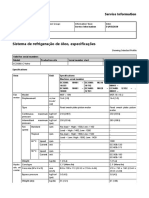
- Sistema de Refrigeração de Óleo, EspecificaçõesDokumen2 halamanSistema de Refrigeração de Óleo, EspecificaçõesAlexandreBelum ada peringkat
- Kitar FosforusDokumen4 halamanKitar FosforusMohd Hakimi MD Setapa100% (1)
- False: True True True TrueDokumen2 halamanFalse: True True True TrueSuubi brianBelum ada peringkat
- Understanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksDokumen25 halamanUnderstanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksVelibor SabanBelum ada peringkat