Anda mungkin juga menyukai
- Is 269 Final Product ManualDokumen14 halamanIs 269 Final Product ManualBiswajit MansinghBelum ada peringkat
- IS-8042-Product-Manual-WHITE CEMENTDokumen14 halamanIS-8042-Product-Manual-WHITE CEMENTSauravTekriwalBelum ada peringkat
- Is 1489 Part 1 Final Product ManualDokumen16 halamanIs 1489 Part 1 Final Product ManualBAl MURUGANBelum ada peringkat
- Is 455 FINAL Product ManualDokumen14 halamanIs 455 FINAL Product Manualaditya kumar jhaBelum ada peringkat
- Is 16415 Product ManualDokumen17 halamanIs 16415 Product ManualKumar gsBelum ada peringkat
- IS STD - IS 16714 - 2018 - GGBSDokumen11 halamanIS STD - IS 16714 - 2018 - GGBSSoumyakanti S. Samanta (Pgdm 09-11, Batch II)0% (1)
- Physical Testing of Clinker & CementDokumen61 halamanPhysical Testing of Clinker & CementDineshBelum ada peringkat
- Is 1489 (Part-2) Portland-Pozzolana Cement Specification (CADokumen15 halamanIs 1489 (Part-2) Portland-Pozzolana Cement Specification (CARamarraju KalidindiBelum ada peringkat
- Ash % Absorbed in ClinkerDokumen1 halamanAsh % Absorbed in ClinkerIrfan AhmedBelum ada peringkat
- PS 232 2015Dokumen16 halamanPS 232 2015Younas Khan100% (2)
- IS 4031 - Part15Dokumen8 halamanIS 4031 - Part15Nagaraju ChintaBelum ada peringkat
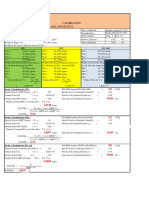
- CALIBRATION RESULTSDokumen1 halamanCALIBRATION RESULTSKuldeep UpadhyayBelum ada peringkat
- IS 1489 - 2 - 2015 - Reff2020Dokumen13 halamanIS 1489 - 2 - 2015 - Reff2020Manish ChoudharyBelum ada peringkat
- M40 Mix DesignDokumen13 halamanM40 Mix DesignVk Rai100% (1)
- Is 4031 (Part-1) Method of Physical Tests For Hydraulic CemeDokumen7 halamanIs 4031 (Part-1) Method of Physical Tests For Hydraulic CemeRamarraju KalidindiBelum ada peringkat
- Is 1489 (Part-1) Portland-Pozzolana Cement Specification (FLDokumen14 halamanIs 1489 (Part-1) Portland-Pozzolana Cement Specification (FLRamarraju Kalidindi80% (15)
- Is 6452 High Alumina Cement For Structural Use-SpecificationDokumen10 halamanIs 6452 High Alumina Cement For Structural Use-SpecificationRamarraju KalidindiBelum ada peringkat
- Design Mix M 30 PPC - CP2659-41Dokumen2 halamanDesign Mix M 30 PPC - CP2659-41Sathish AnandakumarBelum ada peringkat
- Test Certificate PPC - WK - 03-2013 PDFDokumen0 halamanTest Certificate PPC - WK - 03-2013 PDFanbumani123Belum ada peringkat
- Fineness Test by Blaines Air Permeability ApparatusDokumen2 halamanFineness Test by Blaines Air Permeability ApparatusRaviteja MuralaBelum ada peringkat
- IS 2542 - 1978 (Part-2-Sec1 of 12) Method of Test For Gypsum Plaster, Concrete & Product-Gypsum Product PDFDokumen27 halamanIS 2542 - 1978 (Part-2-Sec1 of 12) Method of Test For Gypsum Plaster, Concrete & Product-Gypsum Product PDFAnilBelum ada peringkat
- Cement AnalysisDokumen51 halamanCement AnalysisCHRISTOPHER NSENGIYUMVA100% (1)
- Ramco Cement MTC - 02Dokumen1 halamanRamco Cement MTC - 02Santu GhoshBelum ada peringkat
- Burnt Clay Building Bricks - Methods of Tests: Indian StandardDokumen8 halamanBurnt Clay Building Bricks - Methods of Tests: Indian Standardraviteja036100% (2)
- Is 4031 (Part-3) Method of Physical Tests For Hydraulic CemeDokumen6 halamanIs 4031 (Part-3) Method of Physical Tests For Hydraulic CemeRamarraju KalidindiBelum ada peringkat
- RMO - KFUI UnderstandingDokumen30 halamanRMO - KFUI Understandingmustaf100% (1)
- Calibrate Blaine apparatusDokumen1 halamanCalibrate Blaine apparatusVijay Bhan100% (3)
- Is 3812 Specification For Fly Ash For Use As Pozzolana and A.182132528Dokumen11 halamanIs 3812 Specification For Fly Ash For Use As Pozzolana and A.182132528Nambi Harish67% (6)
- Free Lime - Reasons Impacts and Corrective Actions R1Dokumen17 halamanFree Lime - Reasons Impacts and Corrective Actions R1Gulam Dastgir100% (2)
- 6.1 Determination of Raw Mixture BurnabilityDokumen2 halaman6.1 Determination of Raw Mixture BurnabilityVipan Kumar DograBelum ada peringkat
- 269 2015 Reff2020Dokumen13 halaman269 2015 Reff2020sunil kumar sharmaBelum ada peringkat
- Cement Testing - Chemical AnalysisDokumen33 halamanCement Testing - Chemical Analysiss_prasy6540100% (1)
- Determination of Free Lime in ClinkerDokumen3 halamanDetermination of Free Lime in Clinkerfaheemqc100% (3)
- Microscopy Data Sheet Process PropertiesDokumen10 halamanMicroscopy Data Sheet Process PropertiesNihar Ranjan TripathyBelum ada peringkat
- Cement Testing ReportsDokumen29 halamanCement Testing ReportstejakandulaBelum ada peringkat
- Infinity for cement equipmentDokumen8 halamanInfinity for cement equipmentfoxmancementBelum ada peringkat
- UltraTech AFR Presentation PDFDokumen11 halamanUltraTech AFR Presentation PDFAnonymous Cxriyx9HIXBelum ada peringkat
- Raw Material Preparation: Raw Meal Homogenization and Kiln Dust Management Pe Latam 2012Dokumen26 halamanRaw Material Preparation: Raw Meal Homogenization and Kiln Dust Management Pe Latam 2012Pedro PastenBelum ada peringkat
- Setting & Soundness Tests for CementDokumen13 halamanSetting & Soundness Tests for CementGanesh.RajanBelum ada peringkat
- IS 4032 Amendment Chloride AnalysisDokumen5 halamanIS 4032 Amendment Chloride AnalysisThetarunBelum ada peringkat
- Calculation of Grindability From Bond'S Work Index PlantDokumen2 halamanCalculation of Grindability From Bond'S Work Index PlantAnoop TiwariBelum ada peringkat
- PW .KR B Èku JK (K&Lhesav B V Fof'Kf"V: HKKJRH EkudDokumen11 halamanPW .KR B Èku JK (K&Lhesav B V Fof'Kf"V: HKKJRH EkudANMSBelum ada peringkat
- 020 Blaine Autoblaine Plus EN PDFDokumen2 halaman020 Blaine Autoblaine Plus EN PDFPrakash SharmaBelum ada peringkat
- Quality and Formulae 2Dokumen2 halamanQuality and Formulae 2zane truesdaleBelum ada peringkat
- KilnOpBasics - Raw Mix Control - KFUIDokumen12 halamanKilnOpBasics - Raw Mix Control - KFUImustaf100% (1)
- Improve Kiln Feed Uniformity with KFUIDokumen25 halamanImprove Kiln Feed Uniformity with KFUIFranciscoCorreaJara100% (2)
- Ash % Absorbed in ClinkerDokumen1 halamanAsh % Absorbed in ClinkerIrfan Ahmed100% (1)
- Tests of Cement - SOPDokumen13 halamanTests of Cement - SOPElegant PrinceBelum ada peringkat
- Raw Mix Design SoftwareDokumen7 halamanRaw Mix Design Softwarevvijaybhan100% (9)
- Is-455 - 2015Dokumen13 halamanIs-455 - 2015Indira Banerjee100% (6)
- Cement ProcessDokumen14 halamanCement ProcessChristian RuedaBelum ada peringkat
- PM Is 16415Dokumen17 halamanPM Is 16415prazwol magarBelum ada peringkat
- PM Is 269 2015Dokumen14 halamanPM Is 269 2015Mahendra AhirwarBelum ada peringkat
- PM IS 1489part1Dokumen16 halamanPM IS 1489part1manavBelum ada peringkat
- Revised PM Is 12786 August 2020Dokumen8 halamanRevised PM Is 12786 August 2020Mahesh YadavBelum ada peringkat
- .In Cert TestequipmentDokumen3 halaman.In Cert Testequipmentsunilkumarpatel55Belum ada peringkat
- All Tests From Cl.6.1 To 6.7Dokumen8 halamanAll Tests From Cl.6.1 To 6.7getachew ligerBelum ada peringkat
- BIS HDPE pipe manualDokumen7 halamanBIS HDPE pipe manualarohan123456Belum ada peringkat
- Foam in Aqueous Media (Blender Test) : Standard Test Method ForDokumen4 halamanFoam in Aqueous Media (Blender Test) : Standard Test Method Forc458qvws28Belum ada peringkat
- SITP - 0762022 GRE RFIP MRB SA Rev. 0Dokumen9 halamanSITP - 0762022 GRE RFIP MRB SA Rev. 0AhmedBelum ada peringkat
- Latest Technologies and Systems For Handling and Utilization of WasteDokumen28 halamanLatest Technologies and Systems For Handling and Utilization of Wastesciencer1234Belum ada peringkat
- Ore Processing (Beneficiation) PDFDokumen31 halamanOre Processing (Beneficiation) PDFhaom799541Belum ada peringkat
- Is 383 1970 PDFDokumen24 halamanIs 383 1970 PDFPartha SarkarBelum ada peringkat
- Ijms 17 00822Dokumen17 halamanIjms 17 00822sciencer1234Belum ada peringkat
- Cement Portland Microscopy 001Dokumen5 halamanCement Portland Microscopy 001sciencer1234Belum ada peringkat
- Is 1199 (1959) - Methods of Sampling and Analysis of ConcreteDokumen49 halamanIs 1199 (1959) - Methods of Sampling and Analysis of ConcreteN GANESAMOORTHYBelum ada peringkat
- Videocon DTH Nodal OfficerDokumen4 halamanVideocon DTH Nodal Officersciencer1234Belum ada peringkat
- Unchained MelodeeDokumen93 halamanUnchained MelodeeRafael Cornholio RodriguezBelum ada peringkat
- MS-MS Analysis Programs - 2012 SlidesDokumen14 halamanMS-MS Analysis Programs - 2012 SlidesJovanderson JacksonBelum ada peringkat
- Radiesse Pálpebras Gox-8-E2633Dokumen7 halamanRadiesse Pálpebras Gox-8-E2633Camila CrosaraBelum ada peringkat
- PENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALDokumen12 halamanPENERAPAN ARSITEKTUR TROPIS PADA HOTEL RESORT DI PANTAI KRAKALleo adoBelum ada peringkat
- Contemporary Philippine Arts From The Regions: Quarter 3Dokumen15 halamanContemporary Philippine Arts From The Regions: Quarter 3Ackie Inacay RosarioBelum ada peringkat
- ABB Price Book 714Dokumen1 halamanABB Price Book 714EliasBelum ada peringkat
- Spectrophotometric Determination of Triclosan Based On Diazotization Reaction: Response Surface Optimization Using Box - Behnken DesignDokumen1 halamanSpectrophotometric Determination of Triclosan Based On Diazotization Reaction: Response Surface Optimization Using Box - Behnken DesignFitra NugrahaBelum ada peringkat
- ABS Fire Extinguisher CatalogueDokumen56 halamanABS Fire Extinguisher CatalogueqwertyBelum ada peringkat
- FLIGHT CONTROLS: TROUBLESHOOTING AND COMPONENTSDokumen3 halamanFLIGHT CONTROLS: TROUBLESHOOTING AND COMPONENTSBernardino Ferreira JúniorBelum ada peringkat
- Mic ProjectDokumen12 halamanMic Projectsarthakjoshi012Belum ada peringkat
- STC Ratings PDFDokumen3 halamanSTC Ratings PDFDiseño SonidoBelum ada peringkat
- Chapter 14 The Communist Manifesto As International Relations TheoryDokumen12 halamanChapter 14 The Communist Manifesto As International Relations TheoryLaurindo Paulo Ribeiro TchinhamaBelum ada peringkat
- Alberta Highway and Flood Projects 2016-2019Dokumen37 halamanAlberta Highway and Flood Projects 2016-2019Anonymous QRCBjQd5I7Belum ada peringkat
- Moral Theories: Presented By: Sedrick M. MallariDokumen27 halamanMoral Theories: Presented By: Sedrick M. MallariAlyssa De PaduaBelum ada peringkat
- TED BENTON: Is Capitalism Sustainable?Dokumen2 halamanTED BENTON: Is Capitalism Sustainable?api-25932856Belum ada peringkat
- Moisture ManagementDokumen5 halamanMoisture ManagementSombis2011Belum ada peringkat
- Pancreatic NekrosisDokumen8 halamanPancreatic Nekrosisrisyda_mkhBelum ada peringkat
- Your Song RitaDokumen1 halamanYour Song Ritacalysta felix wBelum ada peringkat
- Gas Exchange in Plants and AnimalsDokumen7 halamanGas Exchange in Plants and AnimalsMarvin MelisBelum ada peringkat
- Da Memorandum Order No 6 Implementation Guidelines of The Kadiwa Ni Ani at Kita ProjectDokumen17 halamanDa Memorandum Order No 6 Implementation Guidelines of The Kadiwa Ni Ani at Kita ProjectMildred VillanuevaBelum ada peringkat
- Unit-2 Final KshitijDokumen108 halamanUnit-2 Final KshitijShubham JainBelum ada peringkat
- Student Pilot GuideDokumen13 halamanStudent Pilot GuideAŞKIN FIRATBelum ada peringkat
- Nordtest Method NT Fire 049Dokumen16 halamanNordtest Method NT Fire 049mail2021Belum ada peringkat
- Weekly Report 52Dokumen196 halamanWeekly Report 52Erceanu DanBelum ada peringkat
- Management of Septic Shock in An Intermediate Care UnitDokumen20 halamanManagement of Septic Shock in An Intermediate Care UnitJHBelum ada peringkat
- Physical PropertiesDokumen4 halamanPhysical PropertiesKolliparaDeepakBelum ada peringkat
- New Debashish & HemantDokumen31 halamanNew Debashish & HemantEshwar KothapalliBelum ada peringkat
- Wire Rope: - Bright - 6 X 19 - Fibre CoreDokumen8 halamanWire Rope: - Bright - 6 X 19 - Fibre CoreQuynh NguyenBelum ada peringkat
- Dialyser Reprocessing Machine Specification (Nephrology)Dokumen2 halamanDialyser Reprocessing Machine Specification (Nephrology)Iftekhar AhamedBelum ada peringkat