Anda mungkin juga menyukai
- Sgi Mass-Pg-Todo-009-Rg-001 Apr - Trabajos en CalienteDokumen2 halamanSgi Mass-Pg-Todo-009-Rg-001 Apr - Trabajos en CalienteKarla VelascoBelum ada peringkat
- PO-BMC-031 APLICACION DE PINTURA Rev.1Dokumen12 halamanPO-BMC-031 APLICACION DE PINTURA Rev.1Karla VelascoBelum ada peringkat
- 2.1.2. Tratamiento de Riesgos FS.072Dokumen9 halaman2.1.2. Tratamiento de Riesgos FS.072Karla VelascoBelum ada peringkat
- Bmc-19013-Sms-pn-004 Plan de Respuesta A Emergencias Rev1Dokumen13 halamanBmc-19013-Sms-pn-004 Plan de Respuesta A Emergencias Rev1Karla VelascoBelum ada peringkat
- Bmc14081-Mec-po-009 Procedimiento Operativo de Medicion de Espesor de Pelicula SecaDokumen6 halamanBmc14081-Mec-po-009 Procedimiento Operativo de Medicion de Espesor de Pelicula SecaKarla VelascoBelum ada peringkat
- Bmc14081-Mec-po-003 Procedimiento Operativo de Limpieza Con Chorro AbrasivoDokumen6 halamanBmc14081-Mec-po-003 Procedimiento Operativo de Limpieza Con Chorro AbrasivoKarla VelascoBelum ada peringkat
- Bmc14081-Mec-po-004procedimiento Operativo de Inspeccion Visual para Limpieza Manual y MecanicaDokumen5 halamanBmc14081-Mec-po-004procedimiento Operativo de Inspeccion Visual para Limpieza Manual y MecanicaKarla VelascoBelum ada peringkat
- Bmc14081-Mec-po-003 Procedimiento de Ensayo de Campana de VacioDokumen4 halamanBmc14081-Mec-po-003 Procedimiento de Ensayo de Campana de VacioKarla VelascoBelum ada peringkat
- Instalacion Rociadores-7 PDFDokumen14 halamanInstalacion Rociadores-7 PDFKarla VelascoBelum ada peringkat
- Po BMC 30Dokumen6 halamanPo BMC 30Karla VelascoBelum ada peringkat
- UNIDAD 2 ATEX Bajo La NormatividadDokumen16 halamanUNIDAD 2 ATEX Bajo La NormatividadINGENIERIA All SecurityBelum ada peringkat
- Informe Final 7Dokumen8 halamanInforme Final 7Anonymous iGvZPKrBelum ada peringkat
- Valor RMSDokumen14 halamanValor RMShamscribdBelum ada peringkat
- Nias en Auditoria GubernamentalDokumen33 halamanNias en Auditoria GubernamentalAnonymous NGvbIPBelum ada peringkat
- Catálogo de Mano de ObraDokumen2 halamanCatálogo de Mano de ObraBetsabé Correa100% (1)
- Creacion de Blog Con Blogger IntranetDokumen12 halamanCreacion de Blog Con Blogger IntranetMaricusa100% (2)
- Programacion C++Dokumen185 halamanProgramacion C++Sergio RodriguezBelum ada peringkat
- Antecedentes de Un BoutiqueDokumen5 halamanAntecedentes de Un BoutiqueMarsBelum ada peringkat
- Tarea 4 PDFDokumen11 halamanTarea 4 PDFMarcial Panuera HuarhuaBelum ada peringkat
- Framework para Gestion de RiesgosDokumen14 halamanFramework para Gestion de RiesgosCarlosBelum ada peringkat
- NTP 111.031 - Estación de Compresión, Módulos Contenedores o de Almacenamiento, y Estación de Descarga para El Gas Natura 1Dokumen48 halamanNTP 111.031 - Estación de Compresión, Módulos Contenedores o de Almacenamiento, y Estación de Descarga para El Gas Natura 1Karem Jeanette Saenz Bernal100% (3)
- Mapa Conceptual de Ingenieria EconomicaDokumen1 halamanMapa Conceptual de Ingenieria EconomicaJosh Knarf ArellanoBelum ada peringkat
- Evaluacion InformaticaDokumen47 halamanEvaluacion InformaticaLucio MiguelBelum ada peringkat
- Caso Practico Baldosas HidráulicasDokumen2 halamanCaso Practico Baldosas HidráulicasEstefany AscateBelum ada peringkat
- Acta de NacimientoDokumen1 halamanActa de Nacimientoalejandro mendez100% (1)
- Procedimiento de Transporte de CargaDokumen3 halamanProcedimiento de Transporte de Cargajudy espinosaBelum ada peringkat
- Ciencia y Tecnologia 18vlDokumen209 halamanCiencia y Tecnologia 18vlJuan Guevara100% (1)
- Transporte Tarea5Dokumen6 halamanTransporte Tarea5paulina ceballos75% (4)
- El Perfil Del EmpresarioDokumen2 halamanEl Perfil Del EmpresarioJesús Dlc MorenoBelum ada peringkat
- Sílabo Del CursoDokumen6 halamanSílabo Del Cursokilder.of.1Belum ada peringkat
- Minerales Exportados Del PerúDokumen17 halamanMinerales Exportados Del PerúMonica Campos CuevaBelum ada peringkat
- Mantenimiento General de Calderas de Vapor 1Dokumen39 halamanMantenimiento General de Calderas de Vapor 1Renzo TuestasBelum ada peringkat
- Índice de Probabilidad de RiesgoDokumen7 halamanÍndice de Probabilidad de RiesgoPedro RojasBelum ada peringkat
- Arbol DE NavidadDokumen12 halamanArbol DE NavidadmeryBelum ada peringkat
- Trabajo Proyectos Hostal FinalDokumen42 halamanTrabajo Proyectos Hostal Finalxikallaverito100% (4)
- Periodico GerenciaDokumen19 halamanPeriodico Gerenciamariamartinez2012Belum ada peringkat
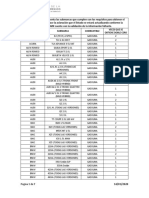
- Catalogo Vehicular 140120Dokumen7 halamanCatalogo Vehicular 140120Oscar A. Mundo MendozaBelum ada peringkat
- Analisis de JurisprudenciaDokumen5 halamanAnalisis de JurisprudenciaFernanda GalleguiBelum ada peringkat
- Fondo de Caja ChicaDokumen5 halamanFondo de Caja ChicaMimis GonzalezBelum ada peringkat
- Atlas p25-36Dokumen24 halamanAtlas p25-36WilmerBelum ada peringkat