Anda mungkin juga menyukai
- Supercritical MetallurgyDokumen28 halamanSupercritical MetallurgyVishal ModiBelum ada peringkat
- Steam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFDokumen29 halamanSteam Turbine Materials For Advanced AUSC COAL POWER PLANTS PDFJuveBelum ada peringkat
- 000000003002006390Dokumen110 halaman000000003002006390Betty Bowersox100% (1)
- Cation Conductivity Monitoring: A Reality CheckDokumen7 halamanCation Conductivity Monitoring: A Reality CheckPhạm Nhật MinhBelum ada peringkat
- Guidelines For Enhancing The Functions of Critical Equipment Owners at Fossil Power PlantsDokumen84 halamanGuidelines For Enhancing The Functions of Critical Equipment Owners at Fossil Power PlantsDidin GhaziBelum ada peringkat
- EPRI Sootblower WDokumen13 halamanEPRI Sootblower WSiva KumarBelum ada peringkat
- TR 110407Dokumen56 halamanTR 110407David Fernando Mancilla GalánBelum ada peringkat
- Steam Purity For Turbine Application by EPRI StandardDokumen8 halamanSteam Purity For Turbine Application by EPRI StandardRyan SumuleBelum ada peringkat
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFDokumen286 halamanInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFsoumitra BanerjeeBelum ada peringkat
- Economic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved OxygDokumen9 halamanEconomic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved Oxygsekhar_ntpcBelum ada peringkat
- TR 108460Dokumen242 halamanTR 108460mtaha85100% (1)
- Stress Corrosion Cracking of Steam Turbine Rotors D.A. RosarioDokumen15 halamanStress Corrosion Cracking of Steam Turbine Rotors D.A. RosarioMarcus Baltes100% (1)
- In-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFDokumen68 halamanIn-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFhirenkumar patelBelum ada peringkat
- FAC ToolDokumen6 halamanFAC Toolsksrinivas_inBelum ada peringkat
- Certificate of Analysis: National Institute of Standards and TechnologyDokumen5 halamanCertificate of Analysis: National Institute of Standards and TechnologyJohn GiannakopoulosBelum ada peringkat
- Simple Functions For Fast Calculations of Selected Thermodynamic Properties of The Ammonia-Water SystemDokumen7 halamanSimple Functions For Fast Calculations of Selected Thermodynamic Properties of The Ammonia-Water SystemEngineer1987Belum ada peringkat
- Steam Turbine and Deposits Problems and SolutionsDokumen18 halamanSteam Turbine and Deposits Problems and Solutionsjerezg25100% (2)
- Mitigate RAC Failures with Chemistry ControlDokumen8 halamanMitigate RAC Failures with Chemistry ControlZainulAbidinBelum ada peringkat
- Superheater Corrosion in USC Power PlantDokumen136 halamanSuperheater Corrosion in USC Power PlantDanie-Els100% (1)
- Materials Report EPRI 2006 MANY Links NNBDokumen27 halamanMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjdBelum ada peringkat
- Managing Steam Side Oxidation by EPRI PDFDokumen3 halamanManaging Steam Side Oxidation by EPRI PDFUdhayakumar VenkataramanBelum ada peringkat
- Thermal Fatigue Monitoring GuidelinesDokumen104 halamanThermal Fatigue Monitoring Guidelinesvarunsuri8100% (2)
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDokumen18 halamanPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018Belum ada peringkat
- EPRI Potential Effects of Climate Change On Electric UtilitiesDokumen244 halamanEPRI Potential Effects of Climate Change On Electric UtilitiesJait PosadasBelum ada peringkat
- Vacuum - Condenser Presentasi 2Dokumen17 halamanVacuum - Condenser Presentasi 2Neon PhoerbaBelum ada peringkat
- Türbin Seal SistemleriDokumen72 halamanTürbin Seal SistemleriJoseph100% (1)
- Cycle Chemistry Guidelines For Fossil Plants: Phosphate Continuum and Caustic TreatmentDokumen404 halamanCycle Chemistry Guidelines For Fossil Plants: Phosphate Continuum and Caustic TreatmentRahmat Martin PranataBelum ada peringkat
- EPRI Short Pump CourseDokumen676 halamanEPRI Short Pump CourseAnonymous YcAZv5qF67100% (1)
- Steam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereDokumen262 halamanSteam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereThanaraj SanmughamBelum ada peringkat
- ThesisDHMoed PDFDokumen131 halamanThesisDHMoed PDFAnurag BajpaiBelum ada peringkat
- Pump GuidelinesDokumen205 halamanPump GuidelinesSyedNadeemAhmed100% (1)
- Steam Turbin Thermal EvaluationDokumen22 halamanSteam Turbin Thermal EvaluationRi Ko100% (1)
- McCloskey discusses steam turbine damage preventionDokumen40 halamanMcCloskey discusses steam turbine damage preventionjerezg25100% (1)
- Carbon Steel HandbookDokumen172 halamanCarbon Steel Handbookmahasiswa lamaBelum ada peringkat
- V 05 Galt ESKOM PDFDokumen17 halamanV 05 Galt ESKOM PDFAdel KlkBelum ada peringkat
- TR 104422Dokumen294 halamanTR 104422abid1157Belum ada peringkat
- Creep - Iwshibli PDFDokumen32 halamanCreep - Iwshibli PDFIvanUribeBelum ada peringkat
- Preventing Copper Deposition in Steam Turbines: Hit A Moving TargetDokumen7 halamanPreventing Copper Deposition in Steam Turbines: Hit A Moving TargetRam JosyulaBelum ada peringkat
- 08 ACC Chemistry and Amines PDFDokumen17 halaman08 ACC Chemistry and Amines PDFLaszlo HiltBelum ada peringkat
- Productivity Improvement Handbook For Fossil Steam Power Plants Third Edition PDFDokumen496 halamanProductivity Improvement Handbook For Fossil Steam Power Plants Third Edition PDFthinhlvt100% (1)
- BWR Water Chemistry ML003722491 PDFDokumen38 halamanBWR Water Chemistry ML003722491 PDFcaloycaloy2Belum ada peringkat
- Epri HPS PDFDokumen152 halamanEpri HPS PDFale sepulvedaBelum ada peringkat
- Chemical Cleaning of Stator WaterDokumen7 halamanChemical Cleaning of Stator WaterprakashBelum ada peringkat
- Plant Engineering: Performance Diagnostic Test Program For The Nuclear Turbine Cycle at Korea Hydro & Nuclear Power CompanyDokumen54 halamanPlant Engineering: Performance Diagnostic Test Program For The Nuclear Turbine Cycle at Korea Hydro & Nuclear Power CompanyEnrique Lopez De ArroyabeBelum ada peringkat
- BB73-8.7m2 LP TurbineDokumen2 halamanBB73-8.7m2 LP TurbineMan HumanBelum ada peringkat
- HRSG Supplier's Chemistry IonDokumen11 halamanHRSG Supplier's Chemistry IonJoe Schroeder100% (1)
- Cycle Chemistry CommissioningDokumen11 halamanCycle Chemistry CommissioningKrishnan Mani100% (1)
- Paul Bradley Thesis 2012Dokumen383 halamanPaul Bradley Thesis 2012AlhumaidBelum ada peringkat
- Maintenance and Application Guide For Centrifugal PumpDokumen256 halamanMaintenance and Application Guide For Centrifugal Pumpjprakashbandaru100% (2)
- 304HCu 310NDokumen40 halaman304HCu 310NmalsttarBelum ada peringkat
- VGB R-167 e ContentDokumen6 halamanVGB R-167 e ContentFayaz ShaikBelum ada peringkat
- EPRI's Phosphate Continuum and Caustic Treatment GuidelineDokumen59 halamanEPRI's Phosphate Continuum and Caustic Treatment GuidelineDian PiresBelum ada peringkat
- IAPWS Guidance on Corrosion Monitoring and Cycle ChemistryDokumen22 halamanIAPWS Guidance on Corrosion Monitoring and Cycle ChemistrytedBelum ada peringkat
- Advanced Manufacturing To Enable The Next Generation of Nuclear PlantsDokumen39 halamanAdvanced Manufacturing To Enable The Next Generation of Nuclear PlantsAníbal DI LUCHBelum ada peringkat
- Proj 456Dokumen2 halamanProj 456Mohamed Abashar MusmarBelum ada peringkat
- Advanced Material For Ultra Super Critical Boiler SystemDokumen2 halamanAdvanced Material For Ultra Super Critical Boiler SystemgaotamaBelum ada peringkat
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDokumen8 halamanDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghBelum ada peringkat
- Alloy 690 in PWRDokumen220 halamanAlloy 690 in PWRAndres_Pastor1987Belum ada peringkat
- Event 1394656344 11474Dokumen8 halamanEvent 1394656344 11474ahmad exsanBelum ada peringkat
- ASME Transactions PDFDokumen91 halamanASME Transactions PDFAnonymous lmCR3SkPrKBelum ada peringkat
- Work Verification of The Energy Steam Boiler Evaporator in The Power Plant "Kostolac B"Dokumen6 halamanWork Verification of The Energy Steam Boiler Evaporator in The Power Plant "Kostolac B"Anonymous lmCR3SkPrKBelum ada peringkat
- Longtermoxidationbehaviour PDFDokumen10 halamanLongtermoxidationbehaviour PDFAnonymous lmCR3SkPrKBelum ada peringkat
- XDokumen20 halamanXRavishankarBelum ada peringkat
- 331 - Final Report PDFDokumen128 halaman331 - Final Report PDFAnonymous lmCR3SkPrKBelum ada peringkat
- HT RTnAx PDFDokumen12 halamanHT RTnAx PDFjnmanivannanmechBelum ada peringkat
- An Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesDokumen8 halamanAn Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesAnonymous lmCR3SkPrKBelum ada peringkat
- Supercritical Boiler Modelling ThesisDokumen240 halamanSupercritical Boiler Modelling ThesisSriram Ramanujam100% (2)
- Emerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantDokumen2 halamanEmerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantAnonymous lmCR3SkPrKBelum ada peringkat
- 15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFDokumen86 halaman15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFSultan IbibBelum ada peringkat
- 4114 Modelling and Optimization of Biomass Based Energy ProductionDokumen147 halaman4114 Modelling and Optimization of Biomass Based Energy ProductionAnonymous lmCR3SkPrKBelum ada peringkat
- Emerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantDokumen2 halamanEmerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantAnonymous lmCR3SkPrKBelum ada peringkat
- PDFDokumen231 halamanPDFAnonymous lmCR3SkPrKBelum ada peringkat
- Controller Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantDokumen6 halamanController Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantAnonymous lmCR3SkPrKBelum ada peringkat
- Thermal Efficiency of Turbine in A Thermal Power PlantDokumen6 halamanThermal Efficiency of Turbine in A Thermal Power PlantRavishankarBelum ada peringkat
- 05226G SampleDokumen16 halaman05226G SampleElMacheteDelHuesoBelum ada peringkat
- Steam Boiler Technology 2003 PDFDokumen218 halamanSteam Boiler Technology 2003 PDFŞeref Aksoy100% (3)
- 888Dokumen8 halaman888Anonymous lmCR3SkPrKBelum ada peringkat
- 936 PDFDokumen67 halaman936 PDFAnonymous lmCR3SkPrKBelum ada peringkat
- 0100 0002Dokumen6 halaman0100 0002Anonymous lmCR3SkPrKBelum ada peringkat
- 331 - Final Report PDFDokumen128 halaman331 - Final Report PDFAnonymous lmCR3SkPrKBelum ada peringkat
- A Generalized Dynamic Water Side Model For A Once-Through Benson BoilerDokumen6 halamanA Generalized Dynamic Water Side Model For A Once-Through Benson BoilerAnonymous lmCR3SkPrKBelum ada peringkat
- Coal Quality & Boiler EfficiencyDokumen22 halamanCoal Quality & Boiler EfficiencyAnonymous lmCR3SkPrKBelum ada peringkat
- Corrosion and Material Issues in Recovery BoilersDokumen89 halamanCorrosion and Material Issues in Recovery BoilersRavishankarBelum ada peringkat
- STEAM TURBINE 3 Design and MaterialsDokumen19 halamanSTEAM TURBINE 3 Design and MaterialsHandayani Kesumadewi100% (2)
- An Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesDokumen8 halamanAn Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesAnonymous lmCR3SkPrKBelum ada peringkat
- Steam Boiler Inspections Using Remote Field TestingDokumen11 halamanSteam Boiler Inspections Using Remote Field TestingAnonymous lmCR3SkPrKBelum ada peringkat
- 6.ISCA RJEngS 2012 104 PDFDokumen8 halaman6.ISCA RJEngS 2012 104 PDFTanmay MajhiBelum ada peringkat
- 06 Eurocodes Steel Workshop WALDDokumen136 halaman06 Eurocodes Steel Workshop WALDIonut SavaBelum ada peringkat
- Types of Sentences - Answer KeyDokumen3 halamanTypes of Sentences - Answer KeyMaiElGebaliBelum ada peringkat
- Energy Conservation Tips and Strategies for the HomeDokumen11 halamanEnergy Conservation Tips and Strategies for the HomerbanandBelum ada peringkat
- Particulate Nature Matter StatesDokumen17 halamanParticulate Nature Matter StatesEdgardo LeysaBelum ada peringkat
- Binder 1Dokumen50 halamanBinder 1Hamed NazariBelum ada peringkat
- Hydroconversion Tut Sheet Tut 6BDokumen2 halamanHydroconversion Tut Sheet Tut 6BRohit SahuBelum ada peringkat
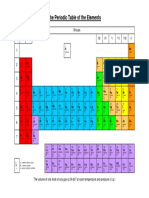
- The Periodic Table (Coloured)Dokumen1 halamanThe Periodic Table (Coloured)Noor Ulain NabeelaBelum ada peringkat
- Standard Drilling Procedures for Efficient OperationsDokumen288 halamanStandard Drilling Procedures for Efficient Operationsyasirism100% (10)
- Uop Isosiv Process: Nelson A. CusherDokumen6 halamanUop Isosiv Process: Nelson A. CusherBharavi K SBelum ada peringkat
- WellLock Resin Rigless Micro Channel Remediation H011331Dokumen1 halamanWellLock Resin Rigless Micro Channel Remediation H011331bagus918Belum ada peringkat
- Residue Desulphurisation and ConversionDokumen5 halamanResidue Desulphurisation and Conversionsaleh4060Belum ada peringkat
- C1 - Basic Concepts of Chemistry - Solutions (v18) - HD - CLDokumen20 halamanC1 - Basic Concepts of Chemistry - Solutions (v18) - HD - CLAashish DubeyBelum ada peringkat
- Answers To Further Questions: in GCSE Physics For You (5th Edition)Dokumen5 halamanAnswers To Further Questions: in GCSE Physics For You (5th Edition)Mencam AsongBelum ada peringkat
- Collusive Oligopoly and OPEC. What Are The Possible Cartel Formation in Petroleum Companies in India?Dokumen24 halamanCollusive Oligopoly and OPEC. What Are The Possible Cartel Formation in Petroleum Companies in India?Suruchi GoyalBelum ada peringkat
- Internship Report on Pakarab Fertilizer Marketing DepartmentDokumen33 halamanInternship Report on Pakarab Fertilizer Marketing DepartmentAyesha Malik67% (3)
- Industrial Training Report on Suratgarh Super Thermal Power StationDokumen39 halamanIndustrial Training Report on Suratgarh Super Thermal Power StationpriyaBelum ada peringkat
- Power Plant Design InformationDokumen47 halamanPower Plant Design InformationAnonymous gr5Pr9AV100% (1)
- Mec 22Dokumen1 halamanMec 22api-3761679Belum ada peringkat
- Power Plant Combustion TheoreyDokumen6 halamanPower Plant Combustion TheoreySaiVenkat0% (1)
- Journal of Energy StorageDokumen11 halamanJournal of Energy StoragejlbBelum ada peringkat
- ôn tập tiếng anhDokumen4 halamanôn tập tiếng anhAnnhienBelum ada peringkat
- Helix Experience - Dec 09 - Sorted by Applications PDFDokumen11 halamanHelix Experience - Dec 09 - Sorted by Applications PDFabhishek kumarBelum ada peringkat
- Energy Resources, Castro Roberto BryanDokumen4 halamanEnergy Resources, Castro Roberto BryanROBERTO BRYAN CASTROBelum ada peringkat
- Normas Aplicables A Las Válvulas de GloboDokumen11 halamanNormas Aplicables A Las Válvulas de GloboHumbertoOtaloraBelum ada peringkat
- 7 Science Chapter 8Dokumen50 halaman7 Science Chapter 8Lara OllieBelum ada peringkat
- Fuel Oil SystemDokumen1 halamanFuel Oil SystemIngemar David Quintero SimonpietriBelum ada peringkat
- Oct-15 Kandla ExportDokumen45 halamanOct-15 Kandla Exportvivek_domadiaBelum ada peringkat
- Competitive Analysis of Indian Petroleum Industry and Its Trade PerformanceDokumen90 halamanCompetitive Analysis of Indian Petroleum Industry and Its Trade PerformancebhurajsinhaBelum ada peringkat
- Heavy-Duty Gas Turbines - GE Oil & GasDokumen3 halamanHeavy-Duty Gas Turbines - GE Oil & Gasajo zinzoBelum ada peringkat
- Refinery Safety BP Texas City ExplosionDokumen11 halamanRefinery Safety BP Texas City ExplosionSlamet HaryantoBelum ada peringkat
- Chem ReviewerDokumen1 halamanChem ReviewerKiki_Amamanglon_3115Belum ada peringkat