Anda mungkin juga menyukai
- Appointment Letter JobDokumen30 halamanAppointment Letter JobsalmanBelum ada peringkat
- Geo Lab Report Point LoadDokumen9 halamanGeo Lab Report Point Loaddrbrainsol50% (2)
- McCann MIA CredentialsDokumen20 halamanMcCann MIA CredentialsgbertainaBelum ada peringkat
- Pengenalan Icd-10 Struktur & IsiDokumen16 halamanPengenalan Icd-10 Struktur & IsirsudpwslampungBelum ada peringkat
- Optimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.Dokumen10 halamanOptimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.wonder landBelum ada peringkat
- Ijsetr Vol 2 Issue 3 676 683Dokumen8 halamanIjsetr Vol 2 Issue 3 676 683kinfegetaBelum ada peringkat
- Die Casting Process Optimization Using Taguchi Methods: G.P. SyrcosDokumen7 halamanDie Casting Process Optimization Using Taguchi Methods: G.P. SyrcosfaisalBelum ada peringkat
- Afmc16 Dfo CFD PDFDokumen4 halamanAfmc16 Dfo CFD PDFdatam38Belum ada peringkat
- Cut-Off Grade Optimization For Maximizing The Output Rate: A. Khodayari and A. JafarnejadDokumen6 halamanCut-Off Grade Optimization For Maximizing The Output Rate: A. Khodayari and A. JafarnejadluisparedesBelum ada peringkat
- Research Article: Intelligent Selection of Machining Parameters in Multipass Turnings Using Firefly AlgorithmDokumen7 halamanResearch Article: Intelligent Selection of Machining Parameters in Multipass Turnings Using Firefly AlgorithmVijay KumarBelum ada peringkat
- Materials 15 01138 v2 PDFDokumen20 halamanMaterials 15 01138 v2 PDFLucica BarbesBelum ada peringkat
- Analysis of Process Parameters For Optimization of PlasticDokumen4 halamanAnalysis of Process Parameters For Optimization of PlasticNam NguyenBelum ada peringkat
- Optimization of Machining Parameters for Surface Finish and Cutting Force ReductionDokumen8 halamanOptimization of Machining Parameters for Surface Finish and Cutting Force ReductionIzzah HzmhBelum ada peringkat
- Effect of Die Radius on Deep Drawing Process SimulationDokumen6 halamanEffect of Die Radius on Deep Drawing Process SimulationSac ChoBelum ada peringkat
- Dantan 2017Dokumen4 halamanDantan 2017Parth PatpatiyaBelum ada peringkat
- Optimize Manufacturing Process PerformanceDokumen7 halamanOptimize Manufacturing Process PerformanceNandha Gopal SenthilnathanBelum ada peringkat
- Experimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsDokumen9 halamanExperimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsArukana KotoBelum ada peringkat
- 307 Sanjoy Kumar PaulDokumen6 halaman307 Sanjoy Kumar PaulIvan SujanaBelum ada peringkat
- Ijmer 46064551 PDFDokumen7 halamanIjmer 46064551 PDFIJMERBelum ada peringkat
- Optimization of Hardfacing Inconel for Maximum StrengthDokumen5 halamanOptimization of Hardfacing Inconel for Maximum StrengthGohar ZamanBelum ada peringkat
- Modeling Techniques in Forming Processes ASMEDokumen10 halamanModeling Techniques in Forming Processes ASMEcerverus13Belum ada peringkat
- Implementación Sig Sigma (DMAIC) de Soldadura Por Fricción de Placa de Tubo A Tubo Mediante Optimización de Herramienta ExternaDokumen7 halamanImplementación Sig Sigma (DMAIC) de Soldadura Por Fricción de Placa de Tubo A Tubo Mediante Optimización de Herramienta ExternaFelipe Arango SotoBelum ada peringkat
- Moldex3D Composite Molding: World-Class CAE Simulation SoftwareDokumen8 halamanMoldex3D Composite Molding: World-Class CAE Simulation SoftwareHarish SBelum ada peringkat
- Jt9D Individual Engine Performance Modelling: Sakhr Abu Darag and Tomas GronstedtDokumen7 halamanJt9D Individual Engine Performance Modelling: Sakhr Abu Darag and Tomas GronstedtdausBelum ada peringkat
- An Optimization of Plastic Injection Mol PDFDokumen6 halamanAn Optimization of Plastic Injection Mol PDFКонстантин ГавриловBelum ada peringkat
- Modeling and Optimization of End Milling Machining ProcessDokumen18 halamanModeling and Optimization of End Milling Machining ProcessInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- Process Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareDokumen5 halamanProcess Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareselvamBelum ada peringkat
- Development of An Adaptive Surrogate Model For Production OptimizationDokumen25 halamanDevelopment of An Adaptive Surrogate Model For Production OptimizationDauda BabaBelum ada peringkat
- ExtDies01 PDFDokumen12 halamanExtDies01 PDFLucas ValentimBelum ada peringkat
- AIAA20025539 StanderDokumen10 halamanAIAA20025539 Standerger5555kingBelum ada peringkat
- Pre OptimizationDokumen20 halamanPre OptimizationDhruva SinghBelum ada peringkat
- 179 333 1 SMDokumen8 halaman179 333 1 SMTomescu MadalinBelum ada peringkat
- Sig Sigma Implementation (DMAIC) of Friction Welding of Tube To TubeDokumen7 halamanSig Sigma Implementation (DMAIC) of Friction Welding of Tube To TubeBambang PrasetyoBelum ada peringkat
- Spe 0322 0065 JPTDokumen3 halamanSpe 0322 0065 JPTMaryam Al-fatlawiBelum ada peringkat
- 2003 The Use of Metamodeling Techniques For Optimization Under UncertaintyDokumen13 halaman2003 The Use of Metamodeling Techniques For Optimization Under Uncertaintyjyp51507Belum ada peringkat
- Cutting Forces Evaluation in Milling Using An Anal PDFDokumen10 halamanCutting Forces Evaluation in Milling Using An Anal PDFBillel LouniciBelum ada peringkat
- Quality Control - Assignment - 2Dokumen4 halamanQuality Control - Assignment - 2emaaa abdelfatahBelum ada peringkat
- M. Mostaqur Rahman, M.A. Alim, M.A. Khairul, Z. Abdin and I.M. MahbubulDokumen5 halamanM. Mostaqur Rahman, M.A. Alim, M.A. Khairul, Z. Abdin and I.M. MahbubulLINSON PBelum ada peringkat
- Elastic Asymmetry of PLA Material in FDM-Printed PDokumen25 halamanElastic Asymmetry of PLA Material in FDM-Printed PJoe ThermalBelum ada peringkat
- Platic Injection MoldingDokumen13 halamanPlatic Injection MoldingTemesgenBelum ada peringkat
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDokumen14 halamanDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuBelum ada peringkat
- A Novel Optimal Working Process in The Design of Parametric Progressive DiesDokumen14 halamanA Novel Optimal Working Process in The Design of Parametric Progressive Diesmazen banatBelum ada peringkat
- XXXXX: Important Instructions To ExaminersDokumen23 halamanXXXXX: Important Instructions To ExaminersMc stanBelum ada peringkat
- Buckling Analysis in 3D Warp Validation ReportDokumen9 halamanBuckling Analysis in 3D Warp Validation Reportkrishnakant gargBelum ada peringkat
- Particle Swarm Optimization For Simultaneous Optimization of Design and Machining TolerancesDokumen11 halamanParticle Swarm Optimization For Simultaneous Optimization of Design and Machining TolerancestuongnvBelum ada peringkat
- Optimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyDokumen8 halamanOptimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyTJPRC PublicationsBelum ada peringkat
- Matecconf Iceaf2021 01008Dokumen8 halamanMatecconf Iceaf2021 01008Della MonicaBelum ada peringkat
- MTN 315Dokumen20 halamanMTN 315nithishworks03Belum ada peringkat
- Numerical Cutting Modeling with AbaqusDokumen15 halamanNumerical Cutting Modeling with Abaqusklomps_jrBelum ada peringkat
- Optimization of Crosspiece of Washing MachineDokumen4 halamanOptimization of Crosspiece of Washing MachineInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- Material Forming Simulation Environment Based On Qform3D Software SystemDokumen7 halamanMaterial Forming Simulation Environment Based On Qform3D Software SystemDavid Rios CruzBelum ada peringkat
- FEM Simulation of Plastic Door and Window Corner CleaningDokumen9 halamanFEM Simulation of Plastic Door and Window Corner Cleaningminh binhBelum ada peringkat
- 1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFDokumen7 halaman1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFFikri SiplhoBelum ada peringkat
- Automatic Computerized Optimiza-Tion in Die Casting ProcessesDokumen8 halamanAutomatic Computerized Optimiza-Tion in Die Casting ProcessesmuktahansBelum ada peringkat
- Casting Simulation Niyama Criterion Procedure QualificationDokumen7 halamanCasting Simulation Niyama Criterion Procedure Qualificationavnishchauhan8_46499Belum ada peringkat
- Experimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesDokumen4 halamanExperimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesmuralidfdagBelum ada peringkat
- Application of Numerical Optimization To Aluminum Alloy Wheel CastingDokumen9 halamanApplication of Numerical Optimization To Aluminum Alloy Wheel Castingmehrdad abdolahhiBelum ada peringkat
- Machining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmDokumen9 halamanMachining Parameters Optimization On The Die Casting Process of Magnesium Alloy Using The Grey-Based Fuzzy AlgorithmjanakBelum ada peringkat
- Effect of Specimen Geometry On Stress Intensity Factor of Inclined Crack by Finite Element Method.Dokumen7 halamanEffect of Specimen Geometry On Stress Intensity Factor of Inclined Crack by Finite Element Method.Arun KumarBelum ada peringkat
- In TodayDokumen8 halamanIn Todayshaim mahamudBelum ada peringkat
- Analysis of Injection Moulding Machine ProcessDokumen4 halamanAnalysis of Injection Moulding Machine ProcessJagdish KhaireBelum ada peringkat
- Gears TypesDokumen1 halamanGears Typesmustafa taiforBelum ada peringkat
- Pitting of GearsDokumen15 halamanPitting of Gearsmustafa taiforBelum ada peringkat
- Warpage Controller of Thinn Walled Sheets 2015Dokumen9 halamanWarpage Controller of Thinn Walled Sheets 2015mustafa taiforBelum ada peringkat
- Extension Method and Numerical SimulationDokumen10 halamanExtension Method and Numerical Simulationmustafa taiforBelum ada peringkat
- Flexiblecurriculum BTech PE 2015 16Dokumen100 halamanFlexiblecurriculum BTech PE 2015 16mustafa taiforBelum ada peringkat
- No Backlash DrivesDokumen28 halamanNo Backlash Drivesmustafa taiforBelum ada peringkat
- Effect of Rotational Speed On The Performance of Unreinforced andDokumen8 halamanEffect of Rotational Speed On The Performance of Unreinforced andmustafa taiforBelum ada peringkat
- L16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDokumen25 halamanL16 CRE II Heterogeneous Catalysis: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyBelum ada peringkat
- WP 2 Final Draft 1Dokumen5 halamanWP 2 Final Draft 1api-457082236Belum ada peringkat
- Honey Commission InternationalDokumen62 halamanHoney Commission Internationallevsoy672173Belum ada peringkat
- Research ProposalDokumen2 halamanResearch ProposalHo Manh LinhBelum ada peringkat
- IS BIOCLIMATIC ARCHITECTURE A NEW STYLE OF DESIGNDokumen5 halamanIS BIOCLIMATIC ARCHITECTURE A NEW STYLE OF DESIGNJorge DávilaBelum ada peringkat
- SiargaoDokumen11 halamanSiargaomalouBelum ada peringkat
- HistoryDokumen45 halamanHistoryRay Joshua Angcan BalingkitBelum ada peringkat
- Saline Water Intrusion in Coastal Aquifers: A Case Study From BangladeshDokumen6 halamanSaline Water Intrusion in Coastal Aquifers: A Case Study From BangladeshIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalBelum ada peringkat
- Mri 7 TeslaDokumen12 halamanMri 7 TeslaJEAN FELLIPE BARROSBelum ada peringkat
- Gpredict User Manual 1.2Dokumen64 halamanGpredict User Manual 1.2Will JacksonBelum ada peringkat
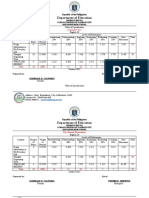
- Table of Specification ENGLISHDokumen2 halamanTable of Specification ENGLISHDonn Abel Aguilar IsturisBelum ada peringkat
- Perceptron Example (Practice Que)Dokumen26 halamanPerceptron Example (Practice Que)uijnBelum ada peringkat
- I&C Engineer or Automation EngineerDokumen3 halamanI&C Engineer or Automation Engineerapi-79304330Belum ada peringkat
- Users GuideDokumen34 halamanUsers GuideZaratustra NietzcheBelum ada peringkat
- Nektar Impact LX25 (En)Dokumen32 halamanNektar Impact LX25 (En)Camila Gonzalez PiatBelum ada peringkat
- From Romanticism To NaturalismDokumen2 halamanFrom Romanticism To NaturalismBruce ClaryBelum ada peringkat
- Mitchell 1986Dokumen34 halamanMitchell 1986Sara Veronica Florentin CuencaBelum ada peringkat
- Hum-Axis of Resistance A Study of Despair, Melancholy and Dis-Heartedness in Shahnaz Bashir's Novel The Half MotherDokumen8 halamanHum-Axis of Resistance A Study of Despair, Melancholy and Dis-Heartedness in Shahnaz Bashir's Novel The Half MotherImpact JournalsBelum ada peringkat
- SMK ST GabrielDokumen39 halamanSMK ST Gabrielzanariah1911Belum ada peringkat
- Malla Reddy Engineering College (Autonomous)Dokumen17 halamanMalla Reddy Engineering College (Autonomous)Ranjith KumarBelum ada peringkat
- Royal DSMDokumen16 halamanRoyal DSMSree100% (2)
- QQQ - Pureyr2 - Chapter 3 - Sequences & Series (V2) : Total Marks: 42Dokumen4 halamanQQQ - Pureyr2 - Chapter 3 - Sequences & Series (V2) : Total Marks: 42Medical ReviewBelum ada peringkat
- Justice, Governance, CosmopolitanismDokumen152 halamanJustice, Governance, CosmopolitanismIban MiusikBelum ada peringkat
- Lesson Rubric Team Group (Lesson Plan 1)Dokumen2 halamanLesson Rubric Team Group (Lesson Plan 1)Yodalis VazquezBelum ada peringkat
- Barriers To Lifelong LearningDokumen4 halamanBarriers To Lifelong LearningVicneswari Uma SuppiahBelum ada peringkat
- Google Fusion Tables: A Case StudyDokumen4 halamanGoogle Fusion Tables: A Case StudySeanBelum ada peringkat