Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Ammonium Bifluoride China 98%Dokumen1 halamanAmmonium Bifluoride China 98%AreIf Cron BmxStreetBelum ada peringkat
- Isopar L - Isoparaffinic Oil EXXONMOBILDokumen1 halamanIsopar L - Isoparaffinic Oil EXXONMOBILAreIf Cron BmxStreetBelum ada peringkat
- MgCO3 Naikai Japan - Brocure & TDSDokumen1 halamanMgCO3 Naikai Japan - Brocure & TDSAreIf Cron BmxStreetBelum ada peringkat
- Sodium MetasilicateDokumen1 halamanSodium MetasilicateAreIf Cron BmxStreetBelum ada peringkat
- Zinc BallsDokumen1 halamanZinc BallsAreIf Cron BmxStreetBelum ada peringkat
- 51 - 19266410 - Tin (Metal) Powder CASNO 7440 31 5 MSDSDokumen6 halaman51 - 19266410 - Tin (Metal) Powder CASNO 7440 31 5 MSDSAreIf Cron BmxStreetBelum ada peringkat
- Azomite USA Application GuidelinesDokumen2 halamanAzomite USA Application GuidelinesAreIf Cron BmxStreetBelum ada peringkat
- Product Specification Sheet: 36920 GR JIS Special Grade (JIS K8111-2007) Zinc ChlorideDokumen1 halamanProduct Specification Sheet: 36920 GR JIS Special Grade (JIS K8111-2007) Zinc ChlorideAreIf Cron BmxStreetBelum ada peringkat
- Electroplating AnodesDokumen2 halamanElectroplating AnodesAreIf Cron BmxStreetBelum ada peringkat
- Ammonium Chloride Shandong Yili-Spring Chemical Industry, ChinaDokumen1 halamanAmmonium Chloride Shandong Yili-Spring Chemical Industry, ChinaAreIf Cron BmxStreetBelum ada peringkat
- Asosiasi PDFDokumen34 halamanAsosiasi PDFcygnusknightBelum ada peringkat
- MSDS Tawas PrillDokumen5 halamanMSDS Tawas PrillAreIf Cron BmxStreetBelum ada peringkat
- Kebutuhan Bahan Kimia Teknis Tender IPA SWRODokumen2 halamanKebutuhan Bahan Kimia Teknis Tender IPA SWROAreIf Cron BmxStreetBelum ada peringkat
- Tin Ingot AnalysisDokumen1 halamanTin Ingot AnalysisAreIf Cron BmxStreetBelum ada peringkat
- Ammonium+chloride+na+non+food+grade+ +non+feed+grade 30042217 TDSDokumen1 halamanAmmonium+chloride+na+non+food+grade+ +non+feed+grade 30042217 TDSAreIf Cron BmxStreetBelum ada peringkat
- Apex Engineering Products Corporation 1241 Shoreline Drive Aurora, IL 60504 Phone Number: 630-820-8888 Fax: 630-820-8886 Safety Data SheetDokumen5 halamanApex Engineering Products Corporation 1241 Shoreline Drive Aurora, IL 60504 Phone Number: 630-820-8888 Fax: 630-820-8886 Safety Data SheetAreIf Cron BmxStreetBelum ada peringkat
- Pt. Atlantic Intraco - Safety Data Sheet: Calcium Oxide - CaoDokumen5 halamanPt. Atlantic Intraco - Safety Data Sheet: Calcium Oxide - CaoAreIf Cron BmxStreetBelum ada peringkat
- Coa Melamine 20190719Dokumen1 halamanCoa Melamine 20190719AreIf Cron BmxStreetBelum ada peringkat
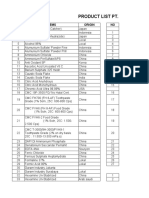
- Produkct ListDokumen6 halamanProdukct ListAreIf Cron BmxStreetBelum ada peringkat
- White Mineral Oil SDSDokumen4 halamanWhite Mineral Oil SDSAreIf Cron BmxStreetBelum ada peringkat
- Apex Engineering Products Corporation 1241 Shoreline Drive Aurora, IL 60504 Phone Number: 630-820-8888 Fax: 630-820-8886 Safety Data SheetDokumen5 halamanApex Engineering Products Corporation 1241 Shoreline Drive Aurora, IL 60504 Phone Number: 630-820-8888 Fax: 630-820-8886 Safety Data SheetAreIf Cron BmxStreetBelum ada peringkat
- Separations 09 00368 v2Dokumen13 halamanSeparations 09 00368 v2AreIf Cron BmxStreetBelum ada peringkat
- Cindy Puspita Sari: Position: Company: Location: ExperienceDokumen1 halamanCindy Puspita Sari: Position: Company: Location: ExperienceAreIf Cron BmxStreetBelum ada peringkat
- Shinetsu FC-312 Sealant Black Catalyst-Aus GHSDokumen7 halamanShinetsu FC-312 Sealant Black Catalyst-Aus GHSAreIf Cron BmxStreetBelum ada peringkat
- Bondwell CMC F-Type Development Data SheetDokumen2 halamanBondwell CMC F-Type Development Data SheetAreIf Cron BmxStreetBelum ada peringkat
- SECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingDokumen16 halamanSECTION 1: Identification of The Substance/mixture and of The Company/ UndertakingAreIf Cron BmxStreetBelum ada peringkat
- PDS - Sodium Formate - Eng-2166Dokumen1 halamanPDS - Sodium Formate - Eng-2166AreIf Cron BmxStreetBelum ada peringkat
- Pt. Atlantic Intraco - Safety Data Sheet: Calcium Oxide - CaoDokumen5 halamanPt. Atlantic Intraco - Safety Data Sheet: Calcium Oxide - CaoAreIf Cron BmxStreetBelum ada peringkat
- COA Formic Acid 90Dokumen1 halamanCOA Formic Acid 90AreIf Cron BmxStreetBelum ada peringkat
- COA Formic Acid S90Dokumen1 halamanCOA Formic Acid S90AreIf Cron BmxStreetBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Williams CatalogoDokumen3 halamanWilliams CatalogoMartin AcuñaBelum ada peringkat
- Remeha Gas 310 ECO: Technical InformationDokumen59 halamanRemeha Gas 310 ECO: Technical InformationAdrian Blazquez MolinaBelum ada peringkat
- Cable Memebres ProfiledirectoryDokumen5 halamanCable Memebres ProfiledirectoryMigration Solution100% (1)
- Amerlock 400CDokumen5 halamanAmerlock 400CbalangceBelum ada peringkat
- En 808D Commissioning Guide 2013-09Dokumen98 halamanEn 808D Commissioning Guide 2013-09Sam eagle goodBelum ada peringkat
- CRI PumpsDokumen13 halamanCRI Pumpscrigroups0% (1)
- Jolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Dokumen2 halamanJolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Agata GuzikBelum ada peringkat
- EE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Dokumen5 halamanEE105 - Fall 2015 Microelectronic Devices and Circuits: Prof. Ming C. Wu Wu@eecs - Berkeley.edu 511 Sutardja Dai Hall (SDH)Kulanthaivelu RamaswamyBelum ada peringkat
- R12 Period-End Procedures For Oracle Financials E-Business Suite Document 961285Dokumen3 halamanR12 Period-End Procedures For Oracle Financials E-Business Suite Document 961285Ravi BirhmanBelum ada peringkat
- MCP HistoryDokumen18 halamanMCP HistoryStanciu VladBelum ada peringkat
- Stray Current CorrosionDokumen21 halamanStray Current CorrosionPaolo Mogollon AcostaBelum ada peringkat
- Finite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionDokumen12 halamanFinite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionMohamed SamyBelum ada peringkat
- 02 - Heat ExchangersDokumen88 halaman02 - Heat ExchangerssanjaysyBelum ada peringkat
- Technical Reference Guide On Steam DistributionDokumen66 halamanTechnical Reference Guide On Steam DistributionDainycious KibiwottBelum ada peringkat
- CST Design Studio - WorkflowDokumen102 halamanCST Design Studio - WorkflowHeber Bustos100% (7)
- Final Page Size: A5 (148mm X 210mm)Dokumen20 halamanFinal Page Size: A5 (148mm X 210mm)RJ BevyBelum ada peringkat
- Manual WkhtmltopdfDokumen5 halamanManual WkhtmltopdfGeorge DiazBelum ada peringkat
- S Parameter Theory of Lossless BlockDokumen14 halamanS Parameter Theory of Lossless BlockthgnguyenBelum ada peringkat
- Elsa CableDokumen2 halamanElsa CableJay WangBelum ada peringkat
- Char-Lynn (Eaton) - 158-2925-001 - Motion IndustriesDokumen2 halamanChar-Lynn (Eaton) - 158-2925-001 - Motion Industriesgeovane cardosoBelum ada peringkat
- My Oracle Support - Knowledge Browser - 1441364Dokumen9 halamanMy Oracle Support - Knowledge Browser - 1441364Aman Khan Badal KhanBelum ada peringkat
- Kali Linux For BeginnersDokumen13 halamanKali Linux For Beginnersnihal0% (1)
- VP R&D/VP QualityDokumen3 halamanVP R&D/VP Qualityapi-79326007Belum ada peringkat
- Evolution of Oilfield BatteriesDokumen16 halamanEvolution of Oilfield BatteriesPasquale CutriBelum ada peringkat
- SAFETY DATA SHEET TITLEDokumen8 halamanSAFETY DATA SHEET TITLESukanta ChowdhuryBelum ada peringkat
- Dual vs Core 2 DuoDokumen5 halamanDual vs Core 2 Duomahisharma123456Belum ada peringkat
- GE Con Perkins Más StamfordDokumen2 halamanGE Con Perkins Más Stamfordjim perdigonBelum ada peringkat
- HYDRO VesselsDokumen5 halamanHYDRO VesselsMarvinPatricioNarca0% (1)
- Osciloscopio 1006Dokumen74 halamanOsciloscopio 1006ERNESTO BRAVOBelum ada peringkat
- Çimsa Eco White TDS (EN)Dokumen1 halamanÇimsa Eco White TDS (EN)Babu NysemereBelum ada peringkat