Anda mungkin juga menyukai
- NJ Mpje PDFDokumen168 halamanNJ Mpje PDFPatrick Mata100% (3)
- B694 PDFDokumen8 halamanB694 PDFEslam ElsayedBelum ada peringkat
- Confi-Gel XHT Product Data SheetDokumen1 halamanConfi-Gel XHT Product Data SheetpaimanBelum ada peringkat
- Casting Defects Analysis in Foundry andDokumen12 halamanCasting Defects Analysis in Foundry andahmedameer20189Belum ada peringkat
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDokumen11 halamanCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalBelum ada peringkat
- Jorunal - Not MineDokumen4 halamanJorunal - Not Minehaiqal3Belum ada peringkat
- Metal Casting Defects and PreventionDokumen11 halamanMetal Casting Defects and PreventionazizsultanBelum ada peringkat
- Minimization of Casting Defects: Achamyeleh A. Kassie, Samuel B. AssfawDokumen8 halamanMinimization of Casting Defects: Achamyeleh A. Kassie, Samuel B. AssfawIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalBelum ada peringkat
- Continuous Cast Billets PDFDokumen3 halamanContinuous Cast Billets PDFAnkit KumarBelum ada peringkat
- Effect of Cooling On Porosity in Low Pressure Die Casting Ijariie5529Dokumen7 halamanEffect of Cooling On Porosity in Low Pressure Die Casting Ijariie5529Marko JukićBelum ada peringkat
- A Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - OrgDokumen3 halamanA Review On "Forging Defects and Its Remedies"-Http://iaetsdjaras - Orgiaetsdiaetsd100% (1)
- Advanced Techniques in Casting Defects and Rejection Analysis: A Study in An IndustryDokumen9 halamanAdvanced Techniques in Casting Defects and Rejection Analysis: A Study in An IndustryIJIERT-International Journal of Innovations in Engineering Research and Technology100% (1)
- Optimization of Continuous Casting Process in Steel Manufacturing IndustryDokumen5 halamanOptimization of Continuous Casting Process in Steel Manufacturing IndustryrohitBelum ada peringkat
- Final Assignment AMPDokumen9 halamanFinal Assignment AMPMebrahtom LuelBelum ada peringkat
- Forging Die Design and Forging DefectsDokumen5 halamanForging Die Design and Forging Defectsrameshwar kaleBelum ada peringkat
- An Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetDokumen11 halamanAn Investigation On Cut Quality of Aluminum Matrix Composites Cut by Abrasive WaterjetIJRASETPublicationsBelum ada peringkat
- Prodcut Defectsin ExtrusionDokumen19 halamanProdcut Defectsin ExtrusiontechopelessBelum ada peringkat
- Review of Casting Defect Analysis To Initiate The Improvement ProcessDokumen4 halamanReview of Casting Defect Analysis To Initiate The Improvement Processshrikant mishraBelum ada peringkat
- Full Text 01Dokumen33 halamanFull Text 01Zoric Bobby100% (1)
- Effect of Protective Release Coatings On The BasisDokumen7 halamanEffect of Protective Release Coatings On The BasisFred Duarte CaldeiraBelum ada peringkat
- Design and Analysis of IS513CR2 Using FEADokumen34 halamanDesign and Analysis of IS513CR2 Using FEAakhilesh vaibhavBelum ada peringkat
- Root Cause Failure Analysis of Reducer Weld-JointDokumen11 halamanRoot Cause Failure Analysis of Reducer Weld-JointFirman BhaktiwinayaBelum ada peringkat
- Hardfacing WearDokumen12 halamanHardfacing WearAs TBelum ada peringkat
- Numerical Simulation For Casting Defect PredictionDokumen5 halamanNumerical Simulation For Casting Defect PredictionRajkot NPDBelum ada peringkat
- Prodcut Defects in ExtrusionDokumen19 halamanProdcut Defects in ExtrusionWillian Bella RosaBelum ada peringkat
- Optimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETDokumen12 halamanOptimization of Shrinkage Porosity in Grinding Media Balls by Casting Design Modification and Simulation Technique-IJRASETIJRASETPublicationsBelum ada peringkat
- 1188-Article Text-5152-1-10-20190406Dokumen7 halaman1188-Article Text-5152-1-10-20190406careta2007Belum ada peringkat
- Analysis and Prevention of Rust Issue in Automobile IndustryDokumen3 halamanAnalysis and Prevention of Rust Issue in Automobile IndustryjonjonnyBelum ada peringkat
- Fall 2017 MD Rashidul Hasib MECH 991 Seminar ReportDokumen2 halamanFall 2017 MD Rashidul Hasib MECH 991 Seminar Reporthasib_07Belum ada peringkat
- Minimizing Shrinkage Porosity by Optimizing Some Parameters of Al Alloy (6061T6) Using DOEDokumen11 halamanMinimizing Shrinkage Porosity by Optimizing Some Parameters of Al Alloy (6061T6) Using DOEIJRASETPublicationsBelum ada peringkat
- Vertical Direct Chill Casting of Magnesium Alloys - Especially For Extrusion BilletDokumen8 halamanVertical Direct Chill Casting of Magnesium Alloys - Especially For Extrusion Billetpedro 1Belum ada peringkat
- Simulation of Shrinkage - IJETT - International Journal of EngineeringDokumen5 halamanSimulation of Shrinkage - IJETT - International Journal of EngineeringBasyirBelum ada peringkat
- Failure Analysis of Welded Steam Boiler Flange: November 2015Dokumen11 halamanFailure Analysis of Welded Steam Boiler Flange: November 2015marvyn tacanga mendezBelum ada peringkat
- 16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetDokumen10 halaman16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetIJAET JournalBelum ada peringkat
- Micro Metal Powder Injection MoldingDokumen4 halamanMicro Metal Powder Injection MoldingDaniel Felipe Garzon CuervoBelum ada peringkat
- Solovastru Ioan L1Dokumen7 halamanSolovastru Ioan L1Anonymous iztPUhIiBelum ada peringkat
- An Extrusion Simulation of An Aluminum Profile by Porthole DieDokumen7 halamanAn Extrusion Simulation of An Aluminum Profile by Porthole DieYunisa Tri SuciBelum ada peringkat
- Analysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsDokumen13 halamanAnalysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsLiu YangtzeBelum ada peringkat
- Powder Metallurgy ThesisDokumen5 halamanPowder Metallurgy ThesisPurchaseCollegePapersCanada100% (3)
- Investment Casting Research PapersDokumen7 halamanInvestment Casting Research Papersc9spy2qz100% (1)
- Defectsin WeldingmetallurgyDokumen8 halamanDefectsin WeldingmetallurgylmotejauskasBelum ada peringkat
- Análisis de Fallos de Fundición de Aleaciones de Aluminio en Cuatro RuedasDokumen8 halamanAnálisis de Fallos de Fundición de Aleaciones de Aluminio en Cuatro Ruedasjohnny oreBelum ada peringkat
- Homework4 2015Dokumen1 halamanHomework4 2015Francisco Javier Alarcón GarridoBelum ada peringkat
- Powder Metallurgy Thesis PDFDokumen4 halamanPowder Metallurgy Thesis PDFlisaolivenorthlasvegas100% (1)
- Double Column Research Paper FormatDokumen7 halamanDouble Column Research Paper FormatniteshBelum ada peringkat
- Question Paper Code: 31557Dokumen26 halamanQuestion Paper Code: 31557Anson AntonyBelum ada peringkat
- Fulltext01 PDFDokumen138 halamanFulltext01 PDFVijay SaneBelum ada peringkat
- Workshop FoundryDokumen13 halamanWorkshop FoundryBOLLYWOOD LIFESTYLEBelum ada peringkat
- Casting Defects and RemediesDokumen9 halamanCasting Defects and Remediesraoz81100% (1)
- Defects in Welding MetallurgyDokumen8 halamanDefects in Welding MetallurgyPradip ErandeBelum ada peringkat
- 31Dokumen5 halaman31iskricaman7Belum ada peringkat
- Superheater Tube in A 210 MWDokumen5 halamanSuperheater Tube in A 210 MWfernandosimic96Belum ada peringkat
- Manufacturing Technology-1Dokumen23 halamanManufacturing Technology-1Pratham DakoriaBelum ada peringkat
- Aluminium CastingDokumen35 halamanAluminium CastingAnkur Aggarwal100% (1)
- Casting DefectDokumen5 halamanCasting DefectSaurabhBelum ada peringkat
- Hot Dip GalvanizingDokumen24 halamanHot Dip GalvanizingKarthikeyan MuniaswamyBelum ada peringkat
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesDari EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesBelum ada peringkat
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationDari EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationBelum ada peringkat
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDari EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysBelum ada peringkat
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIDari EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiBelum ada peringkat
- Chapter 6. Fabric FiltersDokumen51 halamanChapter 6. Fabric Filterspekanselandar100% (1)
- NCTF PresentationDokumen22 halamanNCTF PresentationfaridaBelum ada peringkat
- CNG Price List 2010Dokumen17 halamanCNG Price List 2010Swastik MahapatraBelum ada peringkat
- Fiitjee: Physics, Chemistry & MathematicsDokumen14 halamanFiitjee: Physics, Chemistry & MathematicspranjalBelum ada peringkat
- Lubrication SystemsDokumen5 halamanLubrication SystemssaiBelum ada peringkat
- Chemical Resistance GuideDokumen20 halamanChemical Resistance GuideDarien EdwardsBelum ada peringkat
- Basic Flow MetersDokumen3 halamanBasic Flow Metersladybuzz89Belum ada peringkat
- Basic Industrial BiotechnologyDokumen29 halamanBasic Industrial BiotechnologyBharathiBelum ada peringkat
- Tablets of Potassium IodideDokumen2 halamanTablets of Potassium IodideJai MurugeshBelum ada peringkat
- Appendix C - ART Windcube Lidar v2.1 Maintenance - v02Dokumen2 halamanAppendix C - ART Windcube Lidar v2.1 Maintenance - v02Vo Quang Kiet (ヴォー クァン キエット)Belum ada peringkat
- IMF PogilDokumen6 halamanIMF PogilsungminindiaBelum ada peringkat
- 5meo SynthesisDokumen2 halaman5meo SynthesisLuis López PiñeresBelum ada peringkat
- APD Muffler (PA 00140)Dokumen2 halamanAPD Muffler (PA 00140)Angel David Osorio RiveroBelum ada peringkat
- Lecture Note 2. Familiarization With ApparatusesDokumen28 halamanLecture Note 2. Familiarization With ApparatuseskkkBelum ada peringkat
- Data Sheet Honeywell-Vortex (Versaflow)Dokumen18 halamanData Sheet Honeywell-Vortex (Versaflow)Gerys SyahfaniBelum ada peringkat
- Certifier FA English 1980436 PDFDokumen42 halamanCertifier FA English 1980436 PDFRafa TejedaBelum ada peringkat
- Remaining Life of A PipelineDokumen38 halamanRemaining Life of A Pipelineochable100% (2)
- Everything You Wanted To Know About ... Yogurt - Monique Van Der Vloed PDFDokumen10 halamanEverything You Wanted To Know About ... Yogurt - Monique Van Der Vloed PDFfatihy73Belum ada peringkat
- Determining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityDokumen5 halamanDetermining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityKyriakos MichalakiBelum ada peringkat
- Scat PornDokumen72 halamanScat PornCallum Biggs0% (1)
- DrillingDokumen21 halamanDrillingNabil RajBelum ada peringkat
- Äèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12Dokumen7 halamanÄèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12TetianaBelum ada peringkat
- Pressurised Mud Cap Drilling Paper (Spe-125311-By Dany)Dokumen7 halamanPressurised Mud Cap Drilling Paper (Spe-125311-By Dany)Hammad KhalidBelum ada peringkat
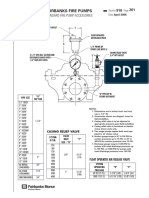
- Fire Pump AccessoriesDokumen23 halamanFire Pump AccessoriesMuhammad ArslanBelum ada peringkat
- TopyDokumen64 halamanTopyChristiano Calijorne de BarrosBelum ada peringkat
- Lesson Plan Physical ScienceDokumen7 halamanLesson Plan Physical ScienceRANDOLPH CABAOBASBelum ada peringkat
- Answers Chemistry, 12e (Brown, LeMay, Bursten, Murphy) Chapter 3, 4, & 10Dokumen11 halamanAnswers Chemistry, 12e (Brown, LeMay, Bursten, Murphy) Chapter 3, 4, & 10Jose RiveraBelum ada peringkat