Anda mungkin juga menyukai
- Three Phase Reactor Model For Hydrotreating in Pilot Trickle-Bed Reactor PDFDokumen11 halamanThree Phase Reactor Model For Hydrotreating in Pilot Trickle-Bed Reactor PDFKrittini IntoramasBelum ada peringkat
- Compressibility Factor Z CalcDokumen3 halamanCompressibility Factor Z Calclutfi awnBelum ada peringkat
- Reaction Mechanisms in Environmental Engineering: Analysis and PredictionDari EverandReaction Mechanisms in Environmental Engineering: Analysis and PredictionBelum ada peringkat
- ThermodynamicsDokumen98 halamanThermodynamicsHardeep Singh BaliBelum ada peringkat
- Yildiz Technical University Department of Marine EngineeringDokumen9 halamanYildiz Technical University Department of Marine EngineeringAyberk ArdıçBelum ada peringkat
- Trickle Bed ReactorDokumen23 halamanTrickle Bed ReactorgautamahujaBelum ada peringkat
- Chemical Engineering Plant Cost Index Ei 201102Dokumen6 halamanChemical Engineering Plant Cost Index Ei 201102Ahmad AlbetarBelum ada peringkat
- EductorDokumen21 halamanEductoraqeelkhan7942Belum ada peringkat
- CH4101 - 6 Flammability - Fires - ExplosionsDokumen47 halamanCH4101 - 6 Flammability - Fires - ExplosionsChuah Chong Yang100% (1)
- Pro and Cons of Smoking in IndonesiaDokumen2 halamanPro and Cons of Smoking in IndonesiaHafidz NurhantokoBelum ada peringkat
- Basic HVAC ExperimentDokumen6 halamanBasic HVAC ExperimentAyberk ArdıçBelum ada peringkat
- Dow Therm J SpecificationsDokumen28 halamanDow Therm J SpecificationsClintronicBelum ada peringkat
- Chlorine: International Thermodynamic Tables of the Fluid StateDari EverandChlorine: International Thermodynamic Tables of the Fluid StateBelum ada peringkat
- Chapter 5 - Toxi Release & Dispersion ModelingDokumen58 halamanChapter 5 - Toxi Release & Dispersion ModelingRudransh SharmaBelum ada peringkat
- Air Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHDokumen46 halamanAir Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHwangbeifuBelum ada peringkat
- Naphtha: Naphtha Is A Liquid Petroleum Product That Boils From About 30°C (86°F)Dokumen20 halamanNaphtha: Naphtha Is A Liquid Petroleum Product That Boils From About 30°C (86°F)Debasmita KumarBelum ada peringkat
- Odor Control: Wastewater Treatment/Odor Control Methods Odor Control SystemDokumen21 halamanOdor Control: Wastewater Treatment/Odor Control Methods Odor Control SystemRB MortxBelum ada peringkat
- Understanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDokumen1 halamanUnderstanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDimitrie BogdanBelum ada peringkat
- Properties of Gases, Liquids, and Solutions: Principles and MethodsDari EverandProperties of Gases, Liquids, and Solutions: Principles and MethodsBelum ada peringkat
- Thermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorDokumen10 halamanThermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorgauravBelum ada peringkat
- A Review On The Use of Rapid Small Scale Column Test (RSSCT)Dokumen9 halamanA Review On The Use of Rapid Small Scale Column Test (RSSCT)Evelin KochBelum ada peringkat
- Marine FuelsDokumen31 halamanMarine FuelsAlfi DelfiBelum ada peringkat
- Trickle Bed ReactorDokumen68 halamanTrickle Bed ReactorArdy Anto SupardiBelum ada peringkat
- Chlorine LeakDokumen14 halamanChlorine LeakudayBelum ada peringkat
- Scba Emergency ProceduresDokumen21 halamanScba Emergency Proceduresapi-309272805Belum ada peringkat
- Open-Ended Problems: A Future Chemical Engineering Education ApproachDari EverandOpen-Ended Problems: A Future Chemical Engineering Education ApproachBelum ada peringkat
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectDari EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectBelum ada peringkat
- Dispersion ModellingDokumen4 halamanDispersion ModellingSigma HSEBelum ada peringkat
- Environmental Impacts of Firefighting FoamsDokumen16 halamanEnvironmental Impacts of Firefighting FoamsPiyush JainBelum ada peringkat
- Coal DensityDokumen4 halamanCoal DensityAlam LazuardiBelum ada peringkat
- Uv SeminarDokumen47 halamanUv SeminaralaisshamBelum ada peringkat
- Safety in Handling of Chlorine Gas CylindersDokumen2 halamanSafety in Handling of Chlorine Gas CylinderstnssbhaskarBelum ada peringkat
- Boiling Heat Transfer: Modern Developments and AdvancesDari EverandBoiling Heat Transfer: Modern Developments and AdvancesR.T. Lahey Jr.Belum ada peringkat
- Static Electricity in Fuel Handling FacilitiesDokumen30 halamanStatic Electricity in Fuel Handling FacilitiesManav GaneshBelum ada peringkat
- PETRO TCS Engineering Manual 682Dokumen44 halamanPETRO TCS Engineering Manual 682paulm3565Belum ada peringkat
- Prediction of NOx Emissions in Recovery Boilers PDFDokumen14 halamanPrediction of NOx Emissions in Recovery Boilers PDFNilesh KhadeBelum ada peringkat
- Decomposition of NaOClDokumen10 halamanDecomposition of NaOClswongBelum ada peringkat
- Introduction To Air Pollution and ControlDokumen31 halamanIntroduction To Air Pollution and ControlarunBelum ada peringkat
- Waste Incineration TechnologyDokumen22 halamanWaste Incineration TechnologyJoao MinhoBelum ada peringkat
- 2006 Mohammed AzadDokumen82 halaman2006 Mohammed AzadIGNyomanAnomWijayaBelum ada peringkat
- Analysis of Temperature Control of CSTR Using S FunctionDokumen4 halamanAnalysis of Temperature Control of CSTR Using S FunctionSolecito FuentesBelum ada peringkat
- Molecular Diffusion: Lecture Week 4Dokumen25 halamanMolecular Diffusion: Lecture Week 4ashas waseemBelum ada peringkat
- 1.chemical Process Diagram - DesignDokumen40 halaman1.chemical Process Diagram - Designวรรณวารี วรรณสุรชาติBelum ada peringkat
- Fundamentals of Fire Safety: Presented by Kiran K. JoyDokumen21 halamanFundamentals of Fire Safety: Presented by Kiran K. JoykirankjBelum ada peringkat
- Toxic Release and Dispersion Model May 2017Dokumen48 halamanToxic Release and Dispersion Model May 2017QeseraReaBelum ada peringkat
- SDS ARC Ethylene Oxide 2013-04-01Dokumen17 halamanSDS ARC Ethylene Oxide 2013-04-01Van SotBelum ada peringkat
- Fire Fighting Training ManualDokumen27 halamanFire Fighting Training ManualJoao DjoaoBelum ada peringkat
- Marine Pollution ConventionsDokumen4 halamanMarine Pollution Conventionssusnata236Belum ada peringkat
- Properties of Petroleum ProductsDokumen30 halamanProperties of Petroleum ProductsBharath KumarBelum ada peringkat
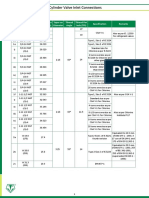
- Cylinder Valve Inlet TypeDokumen2 halamanCylinder Valve Inlet TypeGore JiangBelum ada peringkat
- CO2 and SO2 RemovalDokumen12 halamanCO2 and SO2 RemovalAnumFarooqBelum ada peringkat
- UO 4 Solid Handling UnitDokumen17 halamanUO 4 Solid Handling UnitNoor FadzleenaBelum ada peringkat
- Appendix Flash DrumDokumen2 halamanAppendix Flash DrumRodney Craft100% (1)
- Combustible DustDokumen9 halamanCombustible Dustingbarragan87100% (1)
- Concrete Construction Article PDF - Brick and Block Get Together in New Code PDFDokumen4 halamanConcrete Construction Article PDF - Brick and Block Get Together in New Code PDFQuang Tan TruongBelum ada peringkat
- Fundamentals Handbook ChemistryDokumen140 halamanFundamentals Handbook ChemistryFabiano de CarvalhoBelum ada peringkat
- 3.2 Communication Models - Introduction To Professional CommunicationsDokumen9 halaman3.2 Communication Models - Introduction To Professional CommunicationsCourage ChigerweBelum ada peringkat
- Group 2 EconomicDokumen14 halamanGroup 2 EconomicCourage ChigerweBelum ada peringkat
- Models of Communication - WikipediaDokumen15 halamanModels of Communication - WikipediaCourage ChigerweBelum ada peringkat
- PRINCE Assignment TestDokumen14 halamanPRINCE Assignment TestCourage ChigerweBelum ada peringkat
- 2020 Proposed Fees StructureDokumen1 halaman2020 Proposed Fees StructureCourage ChigerweBelum ada peringkat
- Rogers Person Centred TheoryDokumen18 halamanRogers Person Centred TheoryCourage Chigerwe100% (1)
- Open Letter To The Dean of Students and Vice Chancellor of The National University of Science and Technology (NUST)Dokumen1 halamanOpen Letter To The Dean of Students and Vice Chancellor of The National University of Science and Technology (NUST)Courage ChigerweBelum ada peringkat
- Super ProDokumen3 halamanSuper ProCourage ChigerweBelum ada peringkat
- 3.JFBN .ParedesDokumen25 halaman3.JFBN .ParedesCourage ChigerweBelum ada peringkat
- Topic 1: Human Body: Topic Objectives at The End of This Topic, Learners Should Be Able ToDokumen9 halamanTopic 1: Human Body: Topic Objectives at The End of This Topic, Learners Should Be Able ToCourage ChigerweBelum ada peringkat
- Solid-Waste Treatment and Disposal: IncinerationDokumen7 halamanSolid-Waste Treatment and Disposal: IncinerationCourage ChigerweBelum ada peringkat
- SO2Dokumen2 halamanSO2Courage ChigerweBelum ada peringkat
- DISPOSALDokumen9 halamanDISPOSALCourage ChigerweBelum ada peringkat
- FinalDokumen1 halamanFinalCourage ChigerweBelum ada peringkat
- Topic 1.0 Design of Feedback Control Systems TCE5102Dokumen30 halamanTopic 1.0 Design of Feedback Control Systems TCE5102Courage ChigerweBelum ada peringkat
- Topic 3.0 Problem Solving Stability Analysis FB TCE 5102-1Dokumen9 halamanTopic 3.0 Problem Solving Stability Analysis FB TCE 5102-1Courage ChigerweBelum ada peringkat
- Dance Choreographer Dance Tness Dance TeacherDokumen1 halamanDance Choreographer Dance Tness Dance TeacherCourage ChigerweBelum ada peringkat
- Environment Process Engineering Assignment OneDokumen2 halamanEnvironment Process Engineering Assignment OneCourage ChigerweBelum ada peringkat
- Faculty of EngineeringDokumen2 halamanFaculty of EngineeringCourage ChigerweBelum ada peringkat
- INTEC 2019 User Manual PDFDokumen30 halamanINTEC 2019 User Manual PDFshriramsusindarBelum ada peringkat
- Oral Presentations Ormrod 2015 06Dokumen23 halamanOral Presentations Ormrod 2015 06Miguel GonzalezBelum ada peringkat
- Water Tank Seat Slab DesignDokumen2 halamanWater Tank Seat Slab DesignMesfin Derbew100% (2)
- Omd Graviner Mk6 ManualDokumen90 halamanOmd Graviner Mk6 ManualChristis SavvaBelum ada peringkat
- Cat 15Dokumen2 halamanCat 15Gustavo Vargas0% (1)
- Acquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)Dokumen2 halamanAcquisition (Pagtamo) Meaning-Making (Pag-Unawa) Transfer (Paglilipat)MAY BEVERLY MORALES100% (8)
- Fis-Opf Ach PaymentsDokumen5 halamanFis-Opf Ach PaymentscrazytrainBelum ada peringkat
- Ht-Discharge Pipes and Fittings (PPS) : KunststoffeDokumen35 halamanHt-Discharge Pipes and Fittings (PPS) : Kunststoffeluis eduardo ramos rebataBelum ada peringkat
- LPIC-2 Exam PrepDokumen882 halamanLPIC-2 Exam PrepcuthieuBelum ada peringkat
- Solar Storage System Comp GUIDEGTM 2 1Dokumen10 halamanSolar Storage System Comp GUIDEGTM 2 1harosalesvBelum ada peringkat
- Answers of Chapter (8) : Course: Operating SystemDokumen7 halamanAnswers of Chapter (8) : Course: Operating SystemasdBelum ada peringkat
- Principles of Management 07Dokumen8 halamanPrinciples of Management 07knockdwnBelum ada peringkat
- Solution of Tutorial Sheet-3 (Three Phase Networks) : Ans. Given, - Vab - 45kV, ZL (0.5 + j3), Z (4.5 + j9)Dokumen10 halamanSolution of Tutorial Sheet-3 (Three Phase Networks) : Ans. Given, - Vab - 45kV, ZL (0.5 + j3), Z (4.5 + j9)Shroyon100% (2)
- Payment InstructionDokumen2 halamanPayment InstructionNeel PatelBelum ada peringkat
- LennoxDokumen32 halamanLennoxCharly ColumbBelum ada peringkat
- Commercial Vehicles BrochureDokumen20 halamanCommercial Vehicles Brochurebinhtb14Belum ada peringkat
- Admit Card: Examination Centre: Centre CodeDokumen1 halamanAdmit Card: Examination Centre: Centre CodekrishnaBelum ada peringkat
- Theory: Figure 1: The Exit Age Distribution Curve E For Fluid Flowing Through A Vessel Also Called The Residence TimeDokumen5 halamanTheory: Figure 1: The Exit Age Distribution Curve E For Fluid Flowing Through A Vessel Also Called The Residence Timeiko856Belum ada peringkat
- PhillipsDokumen22 halamanPhillipsArthur RodriguezBelum ada peringkat
- Quality Related QuestionsDokumen22 halamanQuality Related QuestionsHotPriyu OnlyforgalsBelum ada peringkat
- Technology and Culture - ReadingDokumen3 halamanTechnology and Culture - ReadingBraulio Pezantes100% (1)
- Electra BrochureDokumen10 halamanElectra BrochureVërshim KastratiBelum ada peringkat
- Chapter 2 A Guide To Using UnixDokumen53 halamanChapter 2 A Guide To Using UnixAntwon KellyBelum ada peringkat
- Pocket PDFDokumen437 halamanPocket PDFFranko MilovanBelum ada peringkat
- Mason Melito: EducationDokumen2 halamanMason Melito: Educationapi-568517799Belum ada peringkat
- MN5200 Issue1.1 APR2009Dokumen2 halamanMN5200 Issue1.1 APR2009Roger ReisBelum ada peringkat
- 2012-13 Waste CalendarDokumen2 halaman2012-13 Waste CalendarOmar9998Belum ada peringkat
- ABB - AppNotes - 2.2 - 1HC0138868 EN AADokumen8 halamanABB - AppNotes - 2.2 - 1HC0138868 EN AADeoudrafBelum ada peringkat
- Screenshots Itil Process Map VisioDokumen16 halamanScreenshots Itil Process Map VisiomabesninaBelum ada peringkat
- Global Edge Interview ExperienceDokumen2 halamanGlobal Edge Interview Experienceshafi hasmaniBelum ada peringkat