Anda mungkin juga menyukai
- Quality Risk Management - P4 Case StudyDokumen46 halamanQuality Risk Management - P4 Case StudyHuỳnh Ngọc SángBelum ada peringkat
- Failure Modes and EffectsDokumen23 halamanFailure Modes and Effectsdm mBelum ada peringkat
- Strategies For Argument RefutationDokumen11 halamanStrategies For Argument RefutationLinh DangBelum ada peringkat
- Quality Toolkit For Managers PDFDokumen38 halamanQuality Toolkit For Managers PDFMBA EngineerBelum ada peringkat
- 1.1 Lean SystemDokumen21 halaman1.1 Lean SystemSujoy DattaBelum ada peringkat
- JIT and Lean OperationsDokumen30 halamanJIT and Lean Operations1993richardkBelum ada peringkat
- Ben'S Muffler RepairDokumen9 halamanBen'S Muffler RepairDana LantoBelum ada peringkat
- 8D Report TrainingDokumen23 halaman8D Report TrainingHiệp Hài HướcBelum ada peringkat
- Framing: NegotiationDokumen3 halamanFraming: NegotiationollyBelum ada peringkat
- 8D FormDokumen12 halaman8D Formvu tuan anhBelum ada peringkat
- Writing Effective Emails CITE HRDokumen12 halamanWriting Effective Emails CITE HRswapnilnemadeBelum ada peringkat
- Imds Recommendation 001 Annex IDokumen33 halamanImds Recommendation 001 Annex IAnjali DeshpandeBelum ada peringkat
- University o F Southern California, Los Angeles: PergamonDokumen22 halamanUniversity o F Southern California, Los Angeles: PergamonShahbaz MirzaBelum ada peringkat
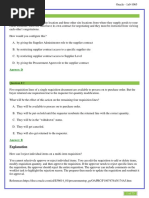
- Answer: D: ExplanationDokumen73 halamanAnswer: D: ExplanationMarinaMolinaBelum ada peringkat
- Din 571 Vairados PDFDokumen4 halamanDin 571 Vairados PDFmugiwara ruffyBelum ada peringkat
- 5 Steps To Quality ImprovementDokumen2 halaman5 Steps To Quality ImprovementAnzarNawazBelum ada peringkat
- Preparation Answers - TQMDokumen12 halamanPreparation Answers - TQMKosal ThunBelum ada peringkat
- Kaizen Tools and TemplatesDokumen33 halamanKaizen Tools and TemplatesSivananthaa MurtheeBelum ada peringkat
- Writing Effective EmailsDokumen12 halamanWriting Effective EmailsJohn AlbertBelum ada peringkat
- NutsDokumen3 halamanNutsMicheal JordanBelum ada peringkat
- 1-Problem SolvingDokumen8 halaman1-Problem SolvingAnkur DhirBelum ada peringkat
- Performance Review Discussion Ppt1Dokumen30 halamanPerformance Review Discussion Ppt1poornima26Belum ada peringkat
- High Reliability Organizations PrinciplesDokumen11 halamanHigh Reliability Organizations PrinciplesChiviya Fariku100% (1)
- How Different Is The Executive Presence Depending On The IndustryDokumen8 halamanHow Different Is The Executive Presence Depending On The IndustryJorge Yeshayahu Gonzales-LaraBelum ada peringkat
- Stress Managment MeetingDokumen22 halamanStress Managment MeetingReyaz MohemmadBelum ada peringkat
- 8D:: Problem Solving Worksheet: Tracking Number: Customer Number: Response Due DateDokumen8 halaman8D:: Problem Solving Worksheet: Tracking Number: Customer Number: Response Due DatePawel WeilBelum ada peringkat
- Daimler Supplier Quality Manual SQM, Mar 2017Dokumen17 halamanDaimler Supplier Quality Manual SQM, Mar 2017wulfgang66Belum ada peringkat
- Genard Method Insights SevenComponentsDokumen3 halamanGenard Method Insights SevenComponentsovibecksBelum ada peringkat
- 7 Lean Manufacturing 1 1 Five S and Visual ControlDokumen44 halaman7 Lean Manufacturing 1 1 Five S and Visual Controlmax hopus100% (1)
- Product Design ProcessDokumen14 halamanProduct Design ProcessProf Dr Kathirrvelu SubramanianBelum ada peringkat
- Unit 3Dokumen86 halamanUnit 3Shweta SharmaBelum ada peringkat
- Synopsis of AssertivenssDokumen8 halamanSynopsis of AssertivenssVishwas PandeyBelum ada peringkat
- Collaboration - The Next Revolution in Productivity and InnovationDokumen6 halamanCollaboration - The Next Revolution in Productivity and Innovationviking23Belum ada peringkat
- Quality CircleDokumen27 halamanQuality Circleazadsingh1Belum ada peringkat
- Problem Solving TL9000 (Update 25.feb)Dokumen46 halamanProblem Solving TL9000 (Update 25.feb)Sunseeker Nguyen100% (1)
- SAP Product Costing & Material LedgerDokumen162 halamanSAP Product Costing & Material Ledgerrohitmandhania96% (28)
- Slide Deck-Conflict ResolutuionDokumen57 halamanSlide Deck-Conflict ResolutuionMunnag100% (1)
- NIPM Cochin Chapter - Oct 29, 2013Dokumen44 halamanNIPM Cochin Chapter - Oct 29, 2013jayadevmBelum ada peringkat
- Problem SolvingDokumen75 halamanProblem SolvingndesigngmailBelum ada peringkat
- Personal BrandingDokumen33 halamanPersonal BrandingTravelSoloBelum ada peringkat
- Putting It All Together Putting It All Together: CIVL 1101 Problem Solving - Chapter 11 1/9Dokumen9 halamanPutting It All Together Putting It All Together: CIVL 1101 Problem Solving - Chapter 11 1/9ZenPhiBelum ada peringkat
- Best Practices in Adhesive Bonding - Max DavisDokumen43 halamanBest Practices in Adhesive Bonding - Max DavisAndrea SantoriBelum ada peringkat
- (EQ) Definition: Emotional Intelligence - Your Ability To Use Both Emotions and Cognitive Skills in Your Life. Susan DunnDokumen25 halaman(EQ) Definition: Emotional Intelligence - Your Ability To Use Both Emotions and Cognitive Skills in Your Life. Susan Dunnhcierlod8Belum ada peringkat
- FTEB List+of+Accredited+NVOCC,+IFF+and+DFFs 31may2022Dokumen97 halamanFTEB List+of+Accredited+NVOCC,+IFF+and+DFFs 31may2022Mark Romeo GalvezBelum ada peringkat
- 803E Incoterms 2020 Wallchart A4Dokumen1 halaman803E Incoterms 2020 Wallchart A4bd6999Belum ada peringkat
- Assertiveness Business CommunicationDokumen16 halamanAssertiveness Business CommunicationRosh RoshBelum ada peringkat
- Key Elements Procedure 6 Corporate Social Responsibility: List of ContentsDokumen12 halamanKey Elements Procedure 6 Corporate Social Responsibility: List of ContentsSrishti SharmaBelum ada peringkat
- 8d WorksheetDokumen8 halaman8d WorksheetspahicdaniloBelum ada peringkat
- Cost Terminology FeladatokDokumen6 halamanCost Terminology FeladatokЭниЭ.Belum ada peringkat
- Supply Chain Management in Supershop StoreDokumen22 halamanSupply Chain Management in Supershop StoreMd. Kamrul Islam Khan ShehabBelum ada peringkat
- Distribution Planning and ControlDokumen51 halamanDistribution Planning and Controlmedo100% (1)
- Lean Manufacturing Chapter 1Dokumen8 halamanLean Manufacturing Chapter 1WinterMist11Belum ada peringkat
- Anderson-Darling Test - Real Statistics Using ExcelDokumen37 halamanAnderson-Darling Test - Real Statistics Using ExcelMuhammad AliBelum ada peringkat
- Lean & Six SigmaDokumen10 halamanLean & Six SigmarajaabidBelum ada peringkat
- IASSC Black Belt - Examination Preparation Training For Black Belt ExaminationDokumen10 halamanIASSC Black Belt - Examination Preparation Training For Black Belt ExaminationMahmoud ElemamBelum ada peringkat
- Design Thinking CourseDokumen6 halamanDesign Thinking CourseRohit ParhiBelum ada peringkat
- Lean Chapter 3Dokumen25 halamanLean Chapter 3WinterMist11Belum ada peringkat
- Guideline CoachingDokumen29 halamanGuideline CoachingGandi RuskandarBelum ada peringkat
- Principles of ManagementDokumen225 halamanPrinciples of Managementsrisuji14Belum ada peringkat
- Zinc/Aluminum Corrosion Protective Coatings For FastenersDokumen3 halamanZinc/Aluminum Corrosion Protective Coatings For FastenersDarwin DarmawanBelum ada peringkat
- Cooperative LearningDokumen5 halamanCooperative LearningS ArunmethaBelum ada peringkat
- Isuzu Report - Final Phase 1 ReportDokumen75 halamanIsuzu Report - Final Phase 1 Reportapi-394430334Belum ada peringkat
- Lean Chapter 5Dokumen30 halamanLean Chapter 5WinterMist11Belum ada peringkat
- Advanced Negotiation Strategies PDFDokumen7 halamanAdvanced Negotiation Strategies PDFJoe HinderbergenBelum ada peringkat
- 20 Harzing Self Assessment AnswersDokumen20 halaman20 Harzing Self Assessment AnswersChua Yu KiatBelum ada peringkat
- Team Diversity ManagementDokumen44 halamanTeam Diversity ManagementmxiixmBelum ada peringkat
- 30 Intelelctual HorsepowerDokumen8 halaman30 Intelelctual Horsepowerkpk782Belum ada peringkat
- Introduction To Process Industry: Condition Monitoring and Maintenance (MT-362)Dokumen26 halamanIntroduction To Process Industry: Condition Monitoring and Maintenance (MT-362)Engr.shamiBelum ada peringkat
- Definitions The Lean CommitteeDokumen2 halamanDefinitions The Lean CommitteeGuillermo ChaconBelum ada peringkat
- Week+6+ +Supply+Chain+ManagementDokumen41 halamanWeek+6+ +Supply+Chain+ManagementАнель ПакBelum ada peringkat
- Case 1. Landers CompanyDokumen3 halamanCase 1. Landers CompanyMavel DesamparadoBelum ada peringkat
- Understanding The Supply ChainDokumen8 halamanUnderstanding The Supply ChainUmme Hani MouBelum ada peringkat
- 10 B2B Marketing ChannelsDokumen38 halaman10 B2B Marketing ChannelsChinmaya SahooBelum ada peringkat
- Management Accounting Final ExamDokumen21 halamanManagement Accounting Final ExamJoan RecasensBelum ada peringkat
- Managerial Accounting Canadian 2nd Edition Braun Test BankDokumen48 halamanManagerial Accounting Canadian 2nd Edition Braun Test BankKennethSparkskqgmr100% (13)
- SC Fact Sheet Managed-Transport enDokumen2 halamanSC Fact Sheet Managed-Transport enShivshankar HondeBelum ada peringkat
- Lecture 1 MGMT3308Dokumen6 halamanLecture 1 MGMT3308Jeremy RusliBelum ada peringkat
- Week1 Intro To Production SystemsDokumen33 halamanWeek1 Intro To Production Systemssireetharan99100% (1)
- Inventory ManagementDokumen18 halamanInventory ManagementJoshua Naragdag ColladoBelum ada peringkat
- SRF PresentationDokumen28 halamanSRF PresentationSajeev KumarBelum ada peringkat
- Chapter One Introduction To Operations ManagementDokumen10 halamanChapter One Introduction To Operations ManagementWiz SantaBelum ada peringkat
- Wal-Marts Supply Chain Management Practices (B) - Using IT Internet To Manage The Supply ChainDokumen8 halamanWal-Marts Supply Chain Management Practices (B) - Using IT Internet To Manage The Supply Chainrakeshb11Belum ada peringkat
- Bus 70 Ch08 12Dokumen47 halamanBus 70 Ch08 12BenBelum ada peringkat
- Jadwal Kut & UatDokumen21 halamanJadwal Kut & UatsebriansahBelum ada peringkat
- Trucking Company List 2021Dokumen16 halamanTrucking Company List 2021Deep RennovatorsBelum ada peringkat
- A Framework For The Design of Warehouse Layout: Mohsen M.D. HassanDokumen9 halamanA Framework For The Design of Warehouse Layout: Mohsen M.D. HassanHo Van RoiBelum ada peringkat
- Product Distribution: The Basics?: Angie Katherine Castaño Vasquez Ficha: 2175793Dokumen4 halamanProduct Distribution: The Basics?: Angie Katherine Castaño Vasquez Ficha: 2175793ANGIE KATHERINE CASTAO VASQUEZBelum ada peringkat
- Logistics Section 01 IntroductionDokumen40 halamanLogistics Section 01 IntroductionNgọc Nhung Vũ100% (2)
- Case 1Dokumen9 halamanCase 1Mr. RightBelum ada peringkat
- Bajaj AutoDokumen2 halamanBajaj AutoanupamchoudharyBelum ada peringkat