Anda mungkin juga menyukai
- Piezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesDari EverandPiezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen9 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- It Is Quite Another Electricity: Transmitting by One Wire and Without GroundingDari EverandIt Is Quite Another Electricity: Transmitting by One Wire and Without GroundingBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen5 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- The IGBT Device: Physics, Design and Applications of the Insulated Gate Bipolar TransistorDari EverandThe IGBT Device: Physics, Design and Applications of the Insulated Gate Bipolar TransistorBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen19 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- The Basics of Variable-Frequency DrivesDokumen4 halamanThe Basics of Variable-Frequency DrivesRobertoHerediaJacoboBelum ada peringkat
- In-Wheel Motor Design For Electric VehiclesDokumen7 halamanIn-Wheel Motor Design For Electric VehiclesHuBelum ada peringkat
- Eddy Current Brakes - Seminar Report, PPT, PDF For ElectricalDokumen6 halamanEddy Current Brakes - Seminar Report, PPT, PDF For ElectricalD SadikBelum ada peringkat
- VFD Basics: How to Combat Heat Loss and HarmonicsDokumen55 halamanVFD Basics: How to Combat Heat Loss and HarmonicsQOBITBelum ada peringkat
- Solenoids CourseworkDokumen8 halamanSolenoids Courseworkzpxjybifg100% (2)
- Eddy Current Brake System ReportDokumen25 halamanEddy Current Brake System ReportAnil GöwđaBelum ada peringkat
- Design Implementation of Light Following RobotDokumen25 halamanDesign Implementation of Light Following RobotABHAY KUMARBelum ada peringkat
- Enhancing Displacement of PZT Thin-Film Membrane Microactuators Via A Dual Electrode Design 2012Dokumen7 halamanEnhancing Displacement of PZT Thin-Film Membrane Microactuators Via A Dual Electrode Design 2012Rudolf ZhouBelum ada peringkat
- FINFET Technology Seminar PaperDokumen7 halamanFINFET Technology Seminar PaperjeshkakkadBelum ada peringkat
- Designing of Double Sided Linear Induction MotorDokumen7 halamanDesigning of Double Sided Linear Induction MotorCalix LeonelBelum ada peringkat
- Cable Bowden Actuator Force FeddbackDokumen6 halamanCable Bowden Actuator Force FeddbackAb Imō PectoreBelum ada peringkat
- Performance Enhancement of Stand-Alone DFIG Systems With Control of Rotor and Load Side Converters Using Resonant ControllersDokumen13 halamanPerformance Enhancement of Stand-Alone DFIG Systems With Control of Rotor and Load Side Converters Using Resonant Controllersdaiduongxanh14113Belum ada peringkat
- Review of Medium Voltage High Power Electric Drives-NOTA TECNICADokumen11 halamanReview of Medium Voltage High Power Electric Drives-NOTA TECNICAEdgardo Kat ReyesBelum ada peringkat
- Seminar Report On FinFETDokumen25 halamanSeminar Report On FinFETaajsaj60% (5)
- HybridLCfilterelectricaldesignconsiderations OADokumen8 halamanHybridLCfilterelectricaldesignconsiderations OAprabowoBelum ada peringkat
- Eddy Current Braking in Automobiles: International Research Journal of Engineering and Technology (IRJET)Dokumen5 halamanEddy Current Braking in Automobiles: International Research Journal of Engineering and Technology (IRJET)Aditya BiramaneBelum ada peringkat
- Design and Fabrication of Eddy Current BDokumen6 halamanDesign and Fabrication of Eddy Current BMOHAN RAJ NBelum ada peringkat
- Paper 4 - Piezo Electric Energy HarvesterDokumen6 halamanPaper 4 - Piezo Electric Energy Harvesterjanukrmdj117Belum ada peringkat
- Design and Construction of 5KVA Solar Power Inverter SystemDokumen5 halamanDesign and Construction of 5KVA Solar Power Inverter SystemGodwinBelum ada peringkat
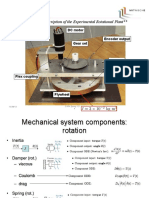
- Rotational Plant: Read The Description of The Experimental Rotational PlantDokumen19 halamanRotational Plant: Read The Description of The Experimental Rotational PlantPrabhakaran DakshinamurthyBelum ada peringkat
- Active Headlight Steering Control With Brightness ControlDokumen4 halamanActive Headlight Steering Control With Brightness ControlVickyBelum ada peringkat
- Superconducting Power Generation: IEEE Power Engineering Review June 2000Dokumen12 halamanSuperconducting Power Generation: IEEE Power Engineering Review June 2000Anudeep AnasuriBelum ada peringkat
- A Study On Multi Material Gate All Around SOI MOSFETDokumen5 halamanA Study On Multi Material Gate All Around SOI MOSFETeditor_ijtelBelum ada peringkat
- Modeling of Electrodynamic Bearings: Nicola Amati Xavier de Lépine Andrea TonoliDokumen9 halamanModeling of Electrodynamic Bearings: Nicola Amati Xavier de Lépine Andrea TonoliDávid RúraBelum ada peringkat
- CHAPTER XX PARTS: MECHANICAL AND ELECTRICAL COMPONENTSDokumen8 halamanCHAPTER XX PARTS: MECHANICAL AND ELECTRICAL COMPONENTSSahal T YousephBelum ada peringkat
- Linear Induction Motor - Thesis PDFDokumen4 halamanLinear Induction Motor - Thesis PDFdnqjxbz2100% (2)
- Design, Theory & Practice of Voice Coil ActuatorsDokumen40 halamanDesign, Theory & Practice of Voice Coil ActuatorsJoannaLinBelum ada peringkat
- Modeling and Mitigation of Rotor Eddy-Current Losses in High-Speed Solid-Rotor Induction Machines by A Virtual Permanent Magnet Harmonic MachineDokumen13 halamanModeling and Mitigation of Rotor Eddy-Current Losses in High-Speed Solid-Rotor Induction Machines by A Virtual Permanent Magnet Harmonic MachineAmit sahaBelum ada peringkat
- Eddy Current BrakeDokumen32 halamanEddy Current Brakepravinbante100% (1)
- (SOI) Technology Have Emerged As An Efective Means of ExtendingDokumen38 halaman(SOI) Technology Have Emerged As An Efective Means of ExtendingShwetaAgarwalBelum ada peringkat
- An Overview of Rogowski Coil Current Sensing TechnologyDokumen13 halamanAn Overview of Rogowski Coil Current Sensing TechnologyKanishka AhirwarBelum ada peringkat
- Electricity Generation Using Flywheel StorageDokumen3 halamanElectricity Generation Using Flywheel StorageVenu GopalBelum ada peringkat
- Solenoid Actuator Design and Modeling With Application in Engine Vibration IsolatorsDokumen9 halamanSolenoid Actuator Design and Modeling With Application in Engine Vibration IsolatorsnevesunipampaBelum ada peringkat
- Fin Irjmets1653982628Dokumen5 halamanFin Irjmets1653982628aashma sigdelBelum ada peringkat
- Chapter L: 1) DPF P DPFDokumen5 halamanChapter L: 1) DPF P DPFYekanth KolaBelum ada peringkat
- 1-SCE - DR - AGangulyDokumen15 halaman1-SCE - DR - AGangulyAbhigyan GangulyBelum ada peringkat
- Finfet: Soi and The Non-Planar Finfet DeviceDokumen34 halamanFinfet: Soi and The Non-Planar Finfet Devicesandeeppareek926100% (1)
- Eddy Current Braking ExplainedDokumen13 halamanEddy Current Braking Explainedashad ashaBelum ada peringkat
- Design of Buck DC-DC Converter Space ApplicationDokumen7 halamanDesign of Buck DC-DC Converter Space ApplicationIJRASETPublicationsBelum ada peringkat
- Literature Review of DC MotorDokumen5 halamanLiterature Review of DC Motoraflsnggww100% (1)
- Rotary Transformer With Ferrite Core For Brushless Excitation of Synchronous MachinesDokumen7 halamanRotary Transformer With Ferrite Core For Brushless Excitation of Synchronous MachinesHuong ThaoBelum ada peringkat
- Eddy Current BrakesDokumen14 halamanEddy Current BrakesSurya Pratap Singh78% (18)
- Rotational Plant: Read The Description of The Experimental Rotational PlantDokumen19 halamanRotational Plant: Read The Description of The Experimental Rotational PlantSatria WibowoBelum ada peringkat
- Semiconductor Efficiency Comparison Between Discrete Devices and Integrated Devices Submitted by Waleed Abrar (2018-EE-061) Section (B)Dokumen16 halamanSemiconductor Efficiency Comparison Between Discrete Devices and Integrated Devices Submitted by Waleed Abrar (2018-EE-061) Section (B)Sudais PastaBelum ada peringkat
- Eddy Current Brakes Seminar ReportDokumen23 halamanEddy Current Brakes Seminar ReportPrashant Pandey64% (11)
- Synchronous Generator Loss of Field Protection by Using Rotor Angle VariationsDokumen7 halamanSynchronous Generator Loss of Field Protection by Using Rotor Angle VariationsKuenley TiNy OndeBelum ada peringkat
- DC Motor Speed Control Using PWMDokumen76 halamanDC Motor Speed Control Using PWMEr Meghvrat AryaBelum ada peringkat
- Substation Presentation V2Dokumen18 halamanSubstation Presentation V2Jessica Dean100% (2)
- Electric Propulsion ThesisDokumen5 halamanElectric Propulsion Thesistcyzgiwff100% (2)
- Basic Electronics - 20 Steps (With Pictures)Dokumen67 halamanBasic Electronics - 20 Steps (With Pictures)aymyBelum ada peringkat
- BLDC Motor Construction & OperationDokumen8 halamanBLDC Motor Construction & OperationgbksnBelum ada peringkat
- A Solution For The Stabilization of Electrodynamic Bearings - Modeling and Experimental ValidationDokumen10 halamanA Solution For The Stabilization of Electrodynamic Bearings - Modeling and Experimental ValidationweishuochihBelum ada peringkat
- 1.5kva DC To Ac Power InverterDokumen14 halaman1.5kva DC To Ac Power InverterOnime Terryjane JeremiahBelum ada peringkat
- Thermo Generator PackageDokumen13 halamanThermo Generator PackagedudulemarcBelum ada peringkat
- Tda2052 AmplificadorDokumen13 halamanTda2052 AmplificadorTony RamirezBelum ada peringkat
- Resistor Colour CodeDokumen1 halamanResistor Colour CodedudulemarcBelum ada peringkat
- Using Scopes in Transistor Circuits - Robert G. MiddletonDokumen190 halamanUsing Scopes in Transistor Circuits - Robert G. MiddletondudulemarcBelum ada peringkat
- Noise Can Cell Eat I On TechniquesDokumen4 halamanNoise Can Cell Eat I On TechniquesdudulemarcBelum ada peringkat
- Aeromodelling 1 PDFDokumen158 halamanAeromodelling 1 PDFArsyil AxelBelum ada peringkat
- VHF TechniqueDokumen100 halamanVHF TechniquedudulemarcBelum ada peringkat
- Parametric Amplification With TransistorsDokumen2 halamanParametric Amplification With TransistorsdudulemarcBelum ada peringkat
- Aeromodelling 1 PDFDokumen158 halamanAeromodelling 1 PDFArsyil AxelBelum ada peringkat
- Transistor AF and RF Circuits - Allan Lytel PDFDokumen127 halamanTransistor AF and RF Circuits - Allan Lytel PDFYou Look100% (1)
- Efratom FRK RB ClockDokumen46 halamanEfratom FRK RB ClockdudulemarcBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen13 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- Sine Wave PWM (SPWM) Circuit Using Opamp - Homemade Circuit ProjectsDokumen28 halamanSine Wave PWM (SPWM) Circuit Using Opamp - Homemade Circuit Projectsdudulemarc100% (1)
- BelowTenMetersTheManualOfUltra Short Wave Radio PDFDokumen72 halamanBelowTenMetersTheManualOfUltra Short Wave Radio PDF_lucky_Belum ada peringkat
- An 4176 PDFDokumen21 halamanAn 4176 PDFdudulemarcBelum ada peringkat
- SX1276/77/78 - Long Range Transceiver ModuleDokumen1 halamanSX1276/77/78 - Long Range Transceiver ModuleItalo SantosBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen8 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen17 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen8 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- Course Contents: On Site Courses AvailableDokumen2 halamanCourse Contents: On Site Courses AvailabledudulemarcBelum ada peringkat
- Theory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007Dokumen13 halamanTheory & Practice of Electromagnetic Design of DC Motors & Actuators George P. Gogue & Joseph J. Stupak, Jr. G2 Consulting, Beaverton, OR 97007dudulemarcBelum ada peringkat
- DK1163ch5 PDFDokumen28 halamanDK1163ch5 PDFdudulemarcBelum ada peringkat
- 02 Le Char 2CDokumen55 halaman02 Le Char 2CdudulemarcBelum ada peringkat
- Lec 5Dokumen8 halamanLec 5dudulemarcBelum ada peringkat
- DDEC CodesDokumen12 halamanDDEC CodesRenato Patricio Riquelme SilvaBelum ada peringkat
- Recovery, Recrystallization and Grain GrowthDokumen13 halamanRecovery, Recrystallization and Grain GrowthngBelum ada peringkat
- Ervice AND Arts AnualDokumen74 halamanErvice AND Arts AnualMelanie GerdesBelum ada peringkat
- Scania CatalougeDokumen4 halamanScania CatalougeMohamadr KmlBelum ada peringkat
- Maurizio BrancaleoniDokumen38 halamanMaurizio BrancaleoniMuthu Kumar RBelum ada peringkat
- ASME High Pressure Boiler QuizDokumen36 halamanASME High Pressure Boiler Quizmen100% (1)
- Uma Maheshwor Itta Udhyog Vat 2076/2077 closing balance reportDokumen2 halamanUma Maheshwor Itta Udhyog Vat 2076/2077 closing balance reportMenuka SiwaBelum ada peringkat
- Crd125-126 Diff Carrier - ReplacementDokumen8 halamanCrd125-126 Diff Carrier - ReplacementPlanta Damiana2Belum ada peringkat
- Name: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyDokumen5 halamanName: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyJerruel SaguinsinBelum ada peringkat
- Final Exam MA and MBDokumen6 halamanFinal Exam MA and MBعبدالله حامد الرفاعيBelum ada peringkat
- Bending The RulesDokumen2 halamanBending The RuleskikiuBelum ada peringkat
- Gator TX y TX TurfDokumen340 halamanGator TX y TX TurfAlberto Garcia OliverBelum ada peringkat
- Basic10 14 PDFDokumen15 halamanBasic10 14 PDFSamuel Muabia PlanetBelum ada peringkat
- Exam 5: PH 111-01: General Physics 1Dokumen5 halamanExam 5: PH 111-01: General Physics 1Jessica Leigh SmealBelum ada peringkat
- Krishi Secunderabad 06-07-2019Dokumen58 halamanKrishi Secunderabad 06-07-2019Basava SowmyaBelum ada peringkat
- Types of Doctor BladeDokumen9 halamanTypes of Doctor BladeSanoop PanickerBelum ada peringkat
- P01-E12 Rev 1 Sep 2015 Dynamic Effects On Piping SystemsDokumen11 halamanP01-E12 Rev 1 Sep 2015 Dynamic Effects On Piping Systems234ahmedBelum ada peringkat
- MAE 101C (Spring 2020) - Midterm Exam #2: Problem 1 (20 Points)Dokumen1 halamanMAE 101C (Spring 2020) - Midterm Exam #2: Problem 1 (20 Points)Dinger RectileBelum ada peringkat
- Class 8 Phy Edexcel Half Yearly MSDokumen4 halamanClass 8 Phy Edexcel Half Yearly MSMd. Kutub UddinBelum ada peringkat
- Welding Metallurgy: Sindo KouDokumen15 halamanWelding Metallurgy: Sindo Kouyuvraj mohiteBelum ada peringkat
- Peugeot Satelis 400-500 (En)Dokumen84 halamanPeugeot Satelis 400-500 (En)Manualles71% (7)
- Cummins Heavy Duty Air Cleaner DetailsDokumen6 halamanCummins Heavy Duty Air Cleaner Detailsacere18Belum ada peringkat
- Single User Harmony Help - 1344Dokumen44 halamanSingle User Harmony Help - 1344ZangBelum ada peringkat
- DM Radbr10 03 EngDokumen92 halamanDM Radbr10 03 EngsamBelum ada peringkat
- Böhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistanceDokumen1 halamanBöhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistancecocoBelum ada peringkat
- Design toggle jack lifts heavy loadsDokumen13 halamanDesign toggle jack lifts heavy loadsKunal AhiwaleBelum ada peringkat
- MLE1101 Tutorial 4 - Suggested Solutions AnalysisDokumen7 halamanMLE1101 Tutorial 4 - Suggested Solutions AnalysisYin HauBelum ada peringkat
- SORG EquipmentDokumen56 halamanSORG Equipmentl0% (2)
- Ese Reference BooksDokumen3 halamanEse Reference BooksVivek SinghBelum ada peringkat
- COVID19 Airbus Asset PreservationDokumen4 halamanCOVID19 Airbus Asset PreservationsebastienBelum ada peringkat
- Hero Found: The Greatest POW Escape of the Vietnam WarDari EverandHero Found: The Greatest POW Escape of the Vietnam WarPenilaian: 4 dari 5 bintang4/5 (19)
- The Fabric of Civilization: How Textiles Made the WorldDari EverandThe Fabric of Civilization: How Textiles Made the WorldPenilaian: 4.5 dari 5 bintang4.5/5 (57)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDari EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationDari EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationPenilaian: 4.5 dari 5 bintang4.5/5 (46)
- The End of Craving: Recovering the Lost Wisdom of Eating WellDari EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellPenilaian: 4.5 dari 5 bintang4.5/5 (80)
- Highest Duty: My Search for What Really MattersDari EverandHighest Duty: My Search for What Really MattersBelum ada peringkat
- System Error: Where Big Tech Went Wrong and How We Can RebootDari EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootBelum ada peringkat
- Sully: The Untold Story Behind the Miracle on the HudsonDari EverandSully: The Untold Story Behind the Miracle on the HudsonPenilaian: 4 dari 5 bintang4/5 (103)
- A Place of My Own: The Architecture of DaydreamsDari EverandA Place of My Own: The Architecture of DaydreamsPenilaian: 4 dari 5 bintang4/5 (242)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureDari EverandDirt to Soil: One Family’s Journey into Regenerative AgriculturePenilaian: 5 dari 5 bintang5/5 (125)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDari EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterBelum ada peringkat
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaDari EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaBelum ada peringkat
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestDari EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestPenilaian: 4 dari 5 bintang4/5 (28)
- Reality+: Virtual Worlds and the Problems of PhilosophyDari EverandReality+: Virtual Worlds and the Problems of PhilosophyPenilaian: 4 dari 5 bintang4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyDari EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyBelum ada peringkat
- Packing for Mars: The Curious Science of Life in the VoidDari EverandPacking for Mars: The Curious Science of Life in the VoidPenilaian: 4 dari 5 bintang4/5 (1395)
- Mini Farming: Self-Sufficiency on 1/4 AcreDari EverandMini Farming: Self-Sufficiency on 1/4 AcrePenilaian: 4 dari 5 bintang4/5 (76)
- Grunt: The Curious Science of Humans at WarDari EverandGrunt: The Curious Science of Humans at WarPenilaian: 4 dari 5 bintang4/5 (429)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Dari Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Penilaian: 4 dari 5 bintang4/5 (21)
- The Weather Machine: A Journey Inside the ForecastDari EverandThe Weather Machine: A Journey Inside the ForecastPenilaian: 3.5 dari 5 bintang3.5/5 (31)
- The Future of Geography: How the Competition in Space Will Change Our WorldDari EverandThe Future of Geography: How the Competition in Space Will Change Our WorldPenilaian: 4.5 dari 5 bintang4.5/5 (4)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreDari EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcrePenilaian: 4.5 dari 5 bintang4.5/5 (33)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseDari EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElsePenilaian: 3.5 dari 5 bintang3.5/5 (12)
- The Path Between the Seas: The Creation of the Panama Canal, 1870-1914Dari EverandThe Path Between the Seas: The Creation of the Panama Canal, 1870-1914Penilaian: 4.5 dari 5 bintang4.5/5 (124)