Anda mungkin juga menyukai
- Industrial Radiography A Complete Guide - 2021 EditionDari EverandIndustrial Radiography A Complete Guide - 2021 EditionBelum ada peringkat
- NDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT JournalDokumen6 halamanNDT of Composite Materials Bond of Wind Turbine Blade Using UT - NDT Journalpokeboy19Belum ada peringkat
- Project 3 Technical NDT DocumentDokumen18 halamanProject 3 Technical NDT Documentapi-242490471Belum ada peringkat
- Importance of Quality Assurance in TheDokumen6 halamanImportance of Quality Assurance in TheniroBelum ada peringkat
- Inspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectorateDokumen22 halamanInspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectoratedashBelum ada peringkat
- VSSC Phased ArrayDokumen140 halamanVSSC Phased Arraysentamil vigneshwaran100% (1)
- What Is NDTDokumen3 halamanWhat Is NDTmabppuBelum ada peringkat
- 25 Procedure For Ultrasonic Thickness Surey PDFDokumen3 halaman25 Procedure For Ultrasonic Thickness Surey PDFS DattaBelum ada peringkat
- NDT ReportDokumen14 halamanNDT ReportEric Doctore KrageBelum ada peringkat
- Accreditation For Inspection Bodies Performing NDT - United Kingdom - RG7Dokumen6 halamanAccreditation For Inspection Bodies Performing NDT - United Kingdom - RG7rotero_pujolBelum ada peringkat
- Phasor XSDokumen16 halamanPhasor XSjamila kaddouriBelum ada peringkat
- RT 02Dokumen91 halamanRT 02HAKANBelum ada peringkat
- Nondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Radiographic ExaminationDokumen77 halamanNondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Radiographic ExaminationphanthanhhungBelum ada peringkat
- Quotation - Applied EngineeringDokumen3 halamanQuotation - Applied EngineeringAyie KhairiBelum ada peringkat
- Ur w35 PDFDokumen5 halamanUr w35 PDFBala MuruganBelum ada peringkat
- Rules For The Certification of Welders of Polyethylene Pipes and FittingsDokumen7 halamanRules For The Certification of Welders of Polyethylene Pipes and FittingsprokulisBelum ada peringkat
- NDT Eng Probe PDFDokumen60 halamanNDT Eng Probe PDFPuguh CahyonoBelum ada peringkat
- PCN Renewal Forms Regulation PDFDokumen5 halamanPCN Renewal Forms Regulation PDFEswaranBelum ada peringkat
- PAUT Demo Indication SummaryDokumen1 halamanPAUT Demo Indication SummaryRudolph Rednose100% (1)
- OIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALDokumen26 halamanOIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALPedro MarquezBelum ada peringkat
- Durham E-Theses: Investigation Into The Use of Zero Angle Ultrasonic Probe Array For Defect Detection and LocationDokumen191 halamanDurham E-Theses: Investigation Into The Use of Zero Angle Ultrasonic Probe Array For Defect Detection and LocationRakesh SrivastavaBelum ada peringkat
- PCN OutlineDokumen26 halamanPCN Outlinekendall0609Belum ada peringkat
- NDT HistoryDokumen4 halamanNDT HistorygriselramoniBelum ada peringkat
- ATTAR Hands On Intro To NDTDokumen3 halamanATTAR Hands On Intro To NDTRony Prayitno Simeon0% (1)
- Hasan NDT ServicesDokumen4 halamanHasan NDT ServicesShahbaz KhanBelum ada peringkat
- NDT in Canada 2017 Olivier LavoieDokumen20 halamanNDT in Canada 2017 Olivier LavoieChandrashekhar ThiramdasuBelum ada peringkat
- NDT TestDokumen109 halamanNDT TestAnonymous uXdS9Y7Belum ada peringkat
- UT Thickness Digital 19-105 Rev.0 PDFDokumen10 halamanUT Thickness Digital 19-105 Rev.0 PDFUmair JavedBelum ada peringkat
- Ipc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderDokumen7 halamanIpc2022-87151 Advanced Non-Destructive Methods For Defect Characterization UnderOswaldo MontenegroBelum ada peringkat
- Z2T-DFEP003-QAM-TP-0013 - 0-Ultrasonic Test of Secondary Bottom Annular Pl...Dokumen42 halamanZ2T-DFEP003-QAM-TP-0013 - 0-Ultrasonic Test of Secondary Bottom Annular Pl...EdAlmBelum ada peringkat
- D-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingDokumen14 halamanD-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingThinh NguyenBelum ada peringkat
- FRONT PAGE Mockup Report PDFDokumen1 halamanFRONT PAGE Mockup Report PDFmusaismail8863100% (1)
- NDT of CompositeDokumen24 halamanNDT of CompositePavana KumaraBelum ada peringkat
- AITIS Company ProfileDokumen7 halamanAITIS Company ProfileassurendranBelum ada peringkat
- RT Film Classification - C1 To C6Dokumen31 halamanRT Film Classification - C1 To C6Ravindira C DevBelum ada peringkat
- IRTS NDT in Service Corrosion Mapping Procedure Revision 1Dokumen11 halamanIRTS NDT in Service Corrosion Mapping Procedure Revision 1PeterBelum ada peringkat
- NDT From WikiDokumen11 halamanNDT From WikiRohan ChauguleBelum ada peringkat
- D-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationDokumen54 halamanD-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationThinh Nguyen100% (1)
- P 99 KD-Check e 11 - 12Dokumen4 halamanP 99 KD-Check e 11 - 12Pedro Hinojosa RojasBelum ada peringkat
- Pec Basics v9 PDFDokumen8 halamanPec Basics v9 PDFWayneBelum ada peringkat
- ASME SECTION VIII Ultrasonido CriteriosDokumen1 halamanASME SECTION VIII Ultrasonido CriteriosLorena Jimenez100% (1)
- Ect EngineDokumen63 halamanEct EngineAnonymous gFcnQ4goBelum ada peringkat
- Automated Robotic InspectionDokumen6 halamanAutomated Robotic Inspectionprakush01975225403Belum ada peringkat
- 1 DASH Inspectorate Inspection Services ProfileDokumen7 halaman1 DASH Inspectorate Inspection Services ProfiledashBelum ada peringkat
- Thickness Measurement and Close-Up Survey Guidance v6 - 1 May 2012 Appendix PDFDokumen48 halamanThickness Measurement and Close-Up Survey Guidance v6 - 1 May 2012 Appendix PDFmarboledtBelum ada peringkat
- Srut GWDokumen2 halamanSrut GWNour MasmoudiBelum ada peringkat
- PROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webDokumen5 halamanPROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webhiyeonBelum ada peringkat
- Guided Wave Presentation NDT Global 1Dokumen41 halamanGuided Wave Presentation NDT Global 1Ahmed LepdaBelum ada peringkat
- Jayesh ResumeDokumen3 halamanJayesh ResumeJayeshBelum ada peringkat
- Purpose of Seminar: Phased Arrays: Codes and ApplicationsDokumen6 halamanPurpose of Seminar: Phased Arrays: Codes and ApplicationsLương Hồ VũBelum ada peringkat
- Applus+K2 Advanced NDTDokumen20 halamanApplus+K2 Advanced NDTGistek MarcoBelum ada peringkat
- Ultrasonic Thickness GaugeDokumen5 halamanUltrasonic Thickness GaugecarlosBelum ada peringkat
- Scholly Endoscopie 1 PDFDokumen80 halamanScholly Endoscopie 1 PDFAhmed shabanBelum ada peringkat
- Nondestructive Inspection of Hull Welds 2002Dokumen71 halamanNondestructive Inspection of Hull Welds 2002Henry GelvisBelum ada peringkat
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Dokumen7 halaman243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinBelum ada peringkat
- List NDT Techniques Commonly Used For Inspecting and ComponentsDokumen12 halamanList NDT Techniques Commonly Used For Inspecting and ComponentscollinsBelum ada peringkat
- NDT of Welds - State of The ArtDokumen7 halamanNDT of Welds - State of The ArtElias JagielloBelum ada peringkat
- Must UpsDokumen3 halamanMust UpsM Sulaiman NUBelum ada peringkat
- Itu-T: Timing Characteristics of Primary Reference ClocksDokumen11 halamanItu-T: Timing Characteristics of Primary Reference ClocksRodrigo AderneBelum ada peringkat
- Bubble PowerDokumen16 halamanBubble Powersachinsdurgad100% (1)
- PowerMaxPlus Install Guide English DE5467IP3Dokumen32 halamanPowerMaxPlus Install Guide English DE5467IP3Armando AriasBelum ada peringkat
- LG LCD CorrectedDokumen77 halamanLG LCD CorrectedjaisivaniumaBelum ada peringkat
- Micro Processor Vs MicrocontrollerDokumen2 halamanMicro Processor Vs MicrocontrollerMisge ChekoleBelum ada peringkat
- Cathode Rays AnodeDokumen43 halamanCathode Rays Anodedevender singh100% (1)
- Cross Correlation and Autocorrelation On MatlabDokumen14 halamanCross Correlation and Autocorrelation On Matlabmuddassir07100% (7)
- Fuji SPH Standart ProgrammerDokumen317 halamanFuji SPH Standart ProgrammerNgọc Nguyễn ThanhBelum ada peringkat
- DeNora MicroChem User ManualDokumen18 halamanDeNora MicroChem User ManualTMBelum ada peringkat
- Fpc58-3037-01 Ra Generic BiosDokumen35 halamanFpc58-3037-01 Ra Generic BiospelangiBelum ada peringkat
- Techrite Fenwal Fenwal 17000 & 18000 Series Thermoswitch Temperature Controllers 2013050684Dokumen8 halamanTechrite Fenwal Fenwal 17000 & 18000 Series Thermoswitch Temperature Controllers 2013050684jesusBelum ada peringkat
- Code False Akpp 5r55Dokumen7 halamanCode False Akpp 5r55VobsStrongBelum ada peringkat
- KTMS 2500 (Ver12E)Dokumen127 halamanKTMS 2500 (Ver12E)Fernando César CarboneBelum ada peringkat
- 3D - DTG-6000 - DatasheetDokumen2 halaman3D - DTG-6000 - DatasheetJames GeorgeBelum ada peringkat
- Nikon Picture Control System: Create Images Exactly As You Imagine ThemDokumen13 halamanNikon Picture Control System: Create Images Exactly As You Imagine Themezlove14Belum ada peringkat
- Electrical Certificate of Compliance and Electrical Safety CertificateDokumen1 halamanElectrical Certificate of Compliance and Electrical Safety CertificateAnonymous uwpXtHwLBelum ada peringkat
- Lenovo G50-45 NM-A281P ACLU5-ACLU6Dokumen61 halamanLenovo G50-45 NM-A281P ACLU5-ACLU6Sadiq Al-MohandisBelum ada peringkat
- EA SERS 495 Presentation PDFDokumen36 halamanEA SERS 495 Presentation PDFAnonymous O9PMnP2FBelum ada peringkat
- MANUAL XTREME 24.06.08 Cornelius Maquina de HieloDokumen60 halamanMANUAL XTREME 24.06.08 Cornelius Maquina de HieloamadorBelum ada peringkat
- Vdocuments - MX 05 Alcatel 1660sm OperationDokumen272 halamanVdocuments - MX 05 Alcatel 1660sm OperationJavier ReyesBelum ada peringkat
- Fuel Cell ChemistryDokumen8 halamanFuel Cell ChemistryAyuzawa KenBelum ada peringkat
- Sony ctv-61 Az1k Chassis Training Manual PDFDokumen45 halamanSony ctv-61 Az1k Chassis Training Manual PDFtom bozleyBelum ada peringkat
- Fluke 435 Logging Power Quality AnalyzerDokumen5 halamanFluke 435 Logging Power Quality AnalyzersupermannonBelum ada peringkat
- Multiple Multifunction Voltage Regulator: DescriptionDokumen15 halamanMultiple Multifunction Voltage Regulator: DescriptionСергей ФилимоновBelum ada peringkat
- MC14511BCP PDFDokumen10 halamanMC14511BCP PDFOsman KoçakBelum ada peringkat
- CISCO IconsDokumen20 halamanCISCO IconsJesus MartinezBelum ada peringkat
- Habia Wire - DatasheetDokumen1 halamanHabia Wire - DatasheetAzhar KhanBelum ada peringkat
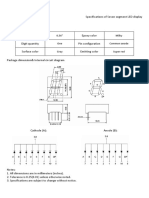
- 0.56" Milky Anode RedDokumen2 halaman0.56" Milky Anode RedPutinun TachavatapornBelum ada peringkat
- Palm OneDokumen190 halamanPalm OneFtwoo AllenBelum ada peringkat