Anda mungkin juga menyukai
- Kraft process of pulping A Complete Guide - 2019 EditionDari EverandKraft process of pulping A Complete Guide - 2019 EditionBelum ada peringkat
- T411Dokumen4 halamanT411Huy NguyenBelum ada peringkat
- Scope and Summary: CautionDokumen3 halamanScope and Summary: Cautionrafael_figueroaBelum ada peringkat
- Scope: Formerly Um 817 Provisional Method - 1995 © 1995 TAPPIDokumen5 halamanScope: Formerly Um 817 Provisional Method - 1995 © 1995 TAPPIguruprasadcvBelum ada peringkat
- T494Dokumen28 halamanT494FERNANDO VALERA RUIZBelum ada peringkat
- Tappi t838 Cm-12 EctDokumen5 halamanTappi t838 Cm-12 Ectskydan1010Belum ada peringkat
- T494Dokumen10 halamanT494Liliana Mejia HoyosBelum ada peringkat
- t580 D 3 Sarg With Editorial Corrections IncorporatedDokumen8 halamant580 D 3 Sarg With Editorial Corrections IncorporatedRaBelum ada peringkat
- T404Dokumen5 halamanT404yavkoyBelum ada peringkat
- Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method)Dokumen3 halamanRate of Grease Penetration of Flexible Barrier Materials (Rapid Method)DanZel Dan100% (1)
- Air Resistance of Paper (Gurley Method) t460Dokumen19 halamanAir Resistance of Paper (Gurley Method) t460Gustavo Sánchez100% (1)
- Tappi 550Dokumen8 halamanTappi 550Alberto Koji TakakuraBelum ada peringkat
- Scope: Bursting Strength of A Material Is Defined As The Maximum Hydrostatic Pressure Required To Produce Rupture ofDokumen6 halamanScope: Bursting Strength of A Material Is Defined As The Maximum Hydrostatic Pressure Required To Produce Rupture ofKeka SomaiahBelum ada peringkat
- T544Dokumen6 halamanT544rafael_figueroaBelum ada peringkat
- SNI 0494-2008 Pulp - Cara Uji Bilangan KappaDokumen4 halamanSNI 0494-2008 Pulp - Cara Uji Bilangan KappaMar'atul FauziyahBelum ada peringkat
- Commonly Used Test Methods For Paper & Board (PITA Guide)Dokumen90 halamanCommonly Used Test Methods For Paper & Board (PITA Guide)Aisah MalongBelum ada peringkat
- Scope: TIP Category: Automatically Periodically Reviewed (Ten Years)Dokumen11 halamanScope: TIP Category: Automatically Periodically Reviewed (Ten Years)DEEPAK DUBEYBelum ada peringkat
- Astm D828Dokumen7 halamanAstm D828Wandi Maulana100% (1)
- Crush Test Methods: To Determine Ring Crush ResistanceDokumen3 halamanCrush Test Methods: To Determine Ring Crush ResistanceAli100% (1)
- T441Dokumen5 halamanT441Pratik PrajapatiBelum ada peringkat
- Norma t204 Extractives in Wood or Pulp TappiDokumen12 halamanNorma t204 Extractives in Wood or Pulp TappiDANIEL-LABJMEBelum ada peringkat
- Paper & Paperboard PackagingDokumen56 halamanPaper & Paperboard PackagingAkulah Endang100% (1)
- Astm Density d1505-03Dokumen7 halamanAstm Density d1505-03KASHIKA THAPA100% (1)
- Tappi 211Dokumen4 halamanTappi 211Javier Oswaldo Gonzalez AceroBelum ada peringkat
- General Issues and The Recommended StandardsDokumen60 halamanGeneral Issues and The Recommended StandardsTomislav RogićBelum ada peringkat
- Crowning Benefits - Paper, Film & Foil ConverterDokumen3 halamanCrowning Benefits - Paper, Film & Foil ConverteravgpaulBelum ada peringkat
- Astm D4727Dokumen9 halamanAstm D4727Matt ShultzBelum ada peringkat
- UNTITLED - (T808) PDFDokumen4 halamanUNTITLED - (T808) PDFskydan1010Belum ada peringkat
- Size PressDokumen2 halamanSize Presstsvmpm1765Belum ada peringkat
- AstmDokumen18 halamanAstmMuhammad0% (1)
- Numeric Index TmsDokumen13 halamanNumeric Index TmsScribdLibros11Belum ada peringkat
- Optimization of Wire Vacuum by D K SinghalDokumen7 halamanOptimization of Wire Vacuum by D K SinghalnazeerBelum ada peringkat
- Topic 7 LC Refining TextDokumen37 halamanTopic 7 LC Refining TextAnonymous K3FaYFlBelum ada peringkat
- Tappi T403Dokumen6 halamanTappi T403Hà Trần MạnhBelum ada peringkat
- TAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasDokumen8 halamanTAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasJean DiasBelum ada peringkat
- 18-F1927.29667-1 OtrDokumen6 halaman18-F1927.29667-1 OtrBruna Elias100% (1)
- Laboratory Equipment ReportDokumen16 halamanLaboratory Equipment ReportNavneeth G MenonBelum ada peringkat
- Calander PDFDokumen14 halamanCalander PDFansari_poly5264100% (1)
- D 4649 - 03 - RDQ2NDKDokumen11 halamanD 4649 - 03 - RDQ2NDKStuartBelum ada peringkat
- Vacuum AuditsDokumen8 halamanVacuum AuditsBapu612345Belum ada peringkat
- ASTM D-1894-09 (Friction Coefficient of Plastic Film) PDFDokumen8 halamanASTM D-1894-09 (Friction Coefficient of Plastic Film) PDFT AaaBelum ada peringkat
- Topic 14 Papermaking Pressing TextDokumen21 halamanTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- New Drying and Dewatering Processes in PDokumen23 halamanNew Drying and Dewatering Processes in PvenkBelum ada peringkat
- Troubleshooting Cast FilmDokumen6 halamanTroubleshooting Cast FilmgredmirBelum ada peringkat
- Paper Machine Clothing CleaningDokumen5 halamanPaper Machine Clothing Cleaningst7167100% (1)
- Shoe Press c3Dokumen32 halamanShoe Press c3Nipun DograBelum ada peringkat
- Astm F3039 - 13Dokumen5 halamanAstm F3039 - 13Sofia YuliBelum ada peringkat
- TAPPI Standards (Number and Title)Dokumen7 halamanTAPPI Standards (Number and Title)Shirly Mae DinongBelum ada peringkat
- Astm D395 Testing Fixture Rubber Compression SetDokumen6 halamanAstm D395 Testing Fixture Rubber Compression SetHazel EbordeBelum ada peringkat
- Paper DefectsDokumen4 halamanPaper DefectsJagathBelum ada peringkat
- Calendering Is Still King For High Volume PVCDokumen9 halamanCalendering Is Still King For High Volume PVCOSIIQPGRISBelum ada peringkat
- D 1921 - 01 - Rde5mjeDokumen5 halamanD 1921 - 01 - Rde5mjejamaljamal20100% (1)
- 497-11130 Handbok E2 2 120425 PDFDokumen44 halaman497-11130 Handbok E2 2 120425 PDFLaercio Castelani100% (1)
- Vdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachDokumen36 halamanVdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachCivil Subam100% (1)
- Effect of Surface Size With StarchDokumen4 halamanEffect of Surface Size With Starchcahya indhartaBelum ada peringkat
- Headbox Tappi2000cDokumen11 halamanHeadbox Tappi2000cKrishnamoorthyRajanbabuBelum ada peringkat
- Handbook: For Sack Kraft Papers and Paper SacksDokumen62 halamanHandbook: For Sack Kraft Papers and Paper SacksHakan ŞahinoğluBelum ada peringkat
- Fiber Paper No LowDokumen60 halamanFiber Paper No Low120984Belum ada peringkat
- Nonvolatile Content of Varnishes: Standard Test Methods ForDokumen2 halamanNonvolatile Content of Varnishes: Standard Test Methods ForGiovanni OsorioBelum ada peringkat
- Topic 13 Papermaking Forming Text PDFDokumen34 halamanTopic 13 Papermaking Forming Text PDFThashna DusoruthBelum ada peringkat
- TMC420 Operation Manual PDFDokumen152 halamanTMC420 Operation Manual PDFcsaba11110% (1)
- Coronas de Giro 2017 BehDokumen31 halamanCoronas de Giro 2017 BehdanielBelum ada peringkat
- 2008-06-03 Spec Tenaris CrMoDokumen10 halaman2008-06-03 Spec Tenaris CrModanielBelum ada peringkat
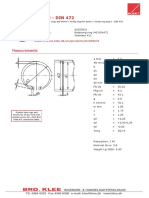
- Data Sheet: Circlip Ring Type J - DIN 472Dokumen1 halamanData Sheet: Circlip Ring Type J - DIN 472danielBelum ada peringkat
- Self-Forming Thread Grease Nipples As Per Standard DIN 71412Dokumen1 halamanSelf-Forming Thread Grease Nipples As Per Standard DIN 71412danielBelum ada peringkat
- Part 3-Airplane Airworthiness Normal, Utility, and Acrobatic CategoriesDokumen34 halamanPart 3-Airplane Airworthiness Normal, Utility, and Acrobatic CategoriesstaedtlerpBelum ada peringkat
- TN - 20221104Dokumen4 halamanTN - 20221104AZMATBelum ada peringkat
- API Spec 5ct - Er21 - 2006Dokumen1 halamanAPI Spec 5ct - Er21 - 2006chem jobBelum ada peringkat
- Dimensiones y Acotaciones PDFDokumen34 halamanDimensiones y Acotaciones PDFAdam GordonBelum ada peringkat
- SW11Dokumen6 halamanSW11Adam GordonBelum ada peringkat
- ATEX 2014-34-EU Guidelines - 2nd Edition December 2017Dokumen238 halamanATEX 2014-34-EU Guidelines - 2nd Edition December 2017ARTUROBelum ada peringkat
- Din 933 PDFDokumen3 halamanDin 933 PDFVinicius Monteiro AmaralBelum ada peringkat
- ATEX Directive 94/9/EC - : European DirectivesDokumen6 halamanATEX Directive 94/9/EC - : European DirectivesIrfan SyukranBelum ada peringkat
- Water Absorptiveness of Sized (Non-Bibulous) Paper, Paperboard, and Corrugated Fiberboard (Cobb Test) (Proposed Revision of T 441 Om-09)Dokumen18 halamanWater Absorptiveness of Sized (Non-Bibulous) Paper, Paperboard, and Corrugated Fiberboard (Cobb Test) (Proposed Revision of T 441 Om-09)Muthu KumarBelum ada peringkat
- Algopithm For Design Calculation of Axial Flow Gas Turbine Compressor - Comparison With GTD-350 Compressor DesignDokumen10 halamanAlgopithm For Design Calculation of Axial Flow Gas Turbine Compressor - Comparison With GTD-350 Compressor DesigndanielBelum ada peringkat
- Tappi 811 PDFDokumen25 halamanTappi 811 PDFdaniel0% (1)
- Dupont Zytel: Zytel St801Ahs Nc010Dokumen3 halamanDupont Zytel: Zytel St801Ahs Nc010danielBelum ada peringkat
- Form "C" Switch - HYR 1554Dokumen2 halamanForm "C" Switch - HYR 1554danielBelum ada peringkat
- CONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENDokumen194 halamanCONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENMarcelo Godinho BatistaBelum ada peringkat
- Zytel (R) 80g14ahsnc010Dokumen2 halamanZytel (R) 80g14ahsnc010Adam GordonBelum ada peringkat
- Reedswitch HYR-2003Dokumen2 halamanReedswitch HYR-2003danielBelum ada peringkat
- Sucker Rods Product General Catalogue PDFDokumen8 halamanSucker Rods Product General Catalogue PDFdanielBelum ada peringkat
- Fortron 1120LDokumen2 halamanFortron 1120LdanielBelum ada peringkat
- Spring Design HandbookDokumen199 halamanSpring Design Handbooklakshmanakumarr97% (31)
- Magnetic Fluid Conditioner (MFC)Dokumen1 halamanMagnetic Fluid Conditioner (MFC)danielBelum ada peringkat
- Reciprocating Compressor CalculationDokumen10 halamanReciprocating Compressor CalculationVIJAYIOCLBelum ada peringkat
- Parker O-Ring Handbook: Approximate Service Temperature Ranges For Commonly Used Basic Polymer TypesDokumen53 halamanParker O-Ring Handbook: Approximate Service Temperature Ranges For Commonly Used Basic Polymer Typesvadim.isheevBelum ada peringkat
- PB MISM109 Tubing PlugsDokumen1 halamanPB MISM109 Tubing PlugsdanielBelum ada peringkat
- Pag21 - ImapctoDokumen44 halamanPag21 - ImapctodanielBelum ada peringkat
- Creative Design Process PDFDokumen21 halamanCreative Design Process PDFdanielBelum ada peringkat
- CV: LT Col MD Rakibul Hassan, Raqueeb HassanDokumen14 halamanCV: LT Col MD Rakibul Hassan, Raqueeb HassanRakibul Hassan100% (26)
- Subject: Industrial Marketing Topic/Case Name: Electrical Equipment LTDDokumen4 halamanSubject: Industrial Marketing Topic/Case Name: Electrical Equipment LTDRucha ShirudkarBelum ada peringkat
- Boat, Time Speed and DistanceDokumen5 halamanBoat, Time Speed and DistanceAnmol AswalBelum ada peringkat
- Thesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mDokumen1 halamanThesun 2009-07-09 Page05 Ex-Pka Director Sues Nine For rm11mImpulsive collectorBelum ada peringkat
- FINA 3780 Chapter 6Dokumen33 halamanFINA 3780 Chapter 6roBinBelum ada peringkat
- Mathswatch Student GuideDokumen8 halamanMathswatch Student Guideolamideidowu021Belum ada peringkat
- Avimator Beginners GuideDokumen13 halamanAvimator Beginners GuideluluzichaBelum ada peringkat
- Woodworking SyllabusDokumen3 halamanWoodworking SyllabusLeonard Andrew ManuevoBelum ada peringkat
- Uy & Roxas vs. CADokumen19 halamanUy & Roxas vs. CAThea P PorrasBelum ada peringkat
- Health Wellness Subject For Middle School 6th Grade Mental Emotional and Social HealthDokumen64 halamanHealth Wellness Subject For Middle School 6th Grade Mental Emotional and Social Healtharaa arifinBelum ada peringkat
- Cryo CarDokumen21 halamanCryo CarAnup PatilBelum ada peringkat
- Stoxx Dividend Points Calculation Guide: Version 1.1 March 2010Dokumen4 halamanStoxx Dividend Points Calculation Guide: Version 1.1 March 2010mrtandonBelum ada peringkat
- Snmpwalk Westermo DSL ModemDokumen24 halamanSnmpwalk Westermo DSL ModemAexBelum ada peringkat
- Train Details of New DelhiDokumen94 halamanTrain Details of New DelhiSiddharth MohanBelum ada peringkat
- Economic History of The PhilippinesDokumen21 halamanEconomic History of The PhilippinesBench AndayaBelum ada peringkat
- DLL Health 10 Q1-W7Dokumen8 halamanDLL Health 10 Q1-W7Robert ManiboBelum ada peringkat
- Belimo Fire and Smoke Brochure en UsDokumen8 halamanBelimo Fire and Smoke Brochure en UsAmr AbdelsayedBelum ada peringkat
- Assessment Task 1: Written Questions 1. Identify and Describe Five Common Components of A Business PlanDokumen6 halamanAssessment Task 1: Written Questions 1. Identify and Describe Five Common Components of A Business PlanJoanne Navarro AlmeriaBelum ada peringkat
- STB9NK60Z, STP9NK60Z, STP9NK60ZFPDokumen19 halamanSTB9NK60Z, STP9NK60Z, STP9NK60ZFPyokonakagimaBelum ada peringkat
- ION Architecture & ION ModulesDokumen512 halamanION Architecture & ION ModulesAhmed RabaaBelum ada peringkat
- The Ganga Pollution Cases: Mehta I (M.C. Mehta v. Union of India, (1987) 4 SCC 463)Dokumen4 halamanThe Ganga Pollution Cases: Mehta I (M.C. Mehta v. Union of India, (1987) 4 SCC 463)SrivastavaBelum ada peringkat
- Fax Cross ReferenceDokumen32 halamanFax Cross ReferenceBranga CorneliuBelum ada peringkat
- Hr-Analytics (Case Study)Dokumen3 halamanHr-Analytics (Case Study)Jeeshan IdrisiBelum ada peringkat
- Electrical Engineering: Scheme of Undergraduate Degree CourseDokumen2 halamanElectrical Engineering: Scheme of Undergraduate Degree CourseSuresh JainBelum ada peringkat
- Mystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Dokumen80 halamanMystique-1 Shark Bay Block Diagram: Project Code: 91.4LY01.001 PCB (Raw Card) : 12298-2Ion PetruscaBelum ada peringkat
- Ex Covid Shift ADokumen1 halamanEx Covid Shift ADetri Yoga AdhiBelum ada peringkat
- Asmsc 1119 PDFDokumen9 halamanAsmsc 1119 PDFAstha WadhwaBelum ada peringkat
- FATCA W9 + Carta para Compartir Información (FATCA)Dokumen2 halamanFATCA W9 + Carta para Compartir Información (FATCA)CarrilloyLawBelum ada peringkat
- Geometric Latent Diffusion ModelDokumen18 halamanGeometric Latent Diffusion ModelmartaBelum ada peringkat
- METHODOLOG1Dokumen3 halamanMETHODOLOG1Essa M RoshanBelum ada peringkat