Anda mungkin juga menyukai
- Terminal Con Copa 3M Cold Shrink QT-III 769X-S-4 KitsDokumen20 halamanTerminal Con Copa 3M Cold Shrink QT-III 769X-S-4 KitsEnrique G.Belum ada peringkat
- Icot 5000 PosicionadorDokumen39 halamanIcot 5000 PosicionadorLuis Humberto Ruiz BetanzosBelum ada peringkat
- EMT 50 Metal Detector WebDokumen2 halamanEMT 50 Metal Detector Webcanito73Belum ada peringkat
- Selection/Dimensions: Setscrew Ball BearingsDokumen2 halamanSelection/Dimensions: Setscrew Ball BearingsJuan LoaizaBelum ada peringkat
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDokumen4 halamanIdealarc DC-600: Rugged Multi-Process Power For Industrial Manufacturingmkpasha55mpBelum ada peringkat
- DMM-3 Us004467 AndinaDokumen808 halamanDMM-3 Us004467 AndinaJUAN PABLOBelum ada peringkat
- Reference Manual Series 3Dokumen47 halamanReference Manual Series 3Viong Danon100% (2)
- Delta Standard Compact Drive MS300 Series User ManualDokumen516 halamanDelta Standard Compact Drive MS300 Series User ManualDvid451Belum ada peringkat
- Raise Boring Heads: User ManualDokumen40 halamanRaise Boring Heads: User ManualMaykol Ken Hasaki MaselBelum ada peringkat
- M3628PCF Portable Capacitor FormerDokumen2 halamanM3628PCF Portable Capacitor FormerfghjfghjBelum ada peringkat
- Capacitors - GE Two BushingDokumen9 halamanCapacitors - GE Two Bushingmu5eedBelum ada peringkat
- PX605Dokumen2 halamanPX605jasonrla233Belum ada peringkat
- Panther Robust PN-T19-2 Model 2017 Price List Rev20161228.1Dokumen4 halamanPanther Robust PN-T19-2 Model 2017 Price List Rev20161228.1RonaldBelum ada peringkat
- Icb GBDokumen8 halamanIcb GBMoises Castillo Guerrero100% (1)
- Pleasant Street Hydraulic ManualDokumen607 halamanPleasant Street Hydraulic ManualbadralislamBelum ada peringkat
- Guias Lineares HIWIN PDFDokumen95 halamanGuias Lineares HIWIN PDFEdmar S JBelum ada peringkat
- Ficha Tecnica Alpha 30Dokumen7 halamanFicha Tecnica Alpha 30jonathan francisco allende escobarBelum ada peringkat
- Manual Wayne 3G7221P-8JKDokumen96 halamanManual Wayne 3G7221P-8JKAlejandro AdriasolaBelum ada peringkat
- 12 Catalogo Accesorios de Perforacion DTH para RocDokumen16 halaman12 Catalogo Accesorios de Perforacion DTH para RocAnonymous kjJfuvMM100% (2)
- Rovalve PDFDokumen4 halamanRovalve PDFWilliam ValenciaBelum ada peringkat
- Technical Note: Dimension Comparison - DR & DT/DV MotorsDokumen1 halamanTechnical Note: Dimension Comparison - DR & DT/DV MotorsParmasamy SubramaniBelum ada peringkat
- Seat Selection Guide: Choosing A Suitable ElastomerDokumen16 halamanSeat Selection Guide: Choosing A Suitable ElastomerYing Kei ChanBelum ada peringkat
- Ah 18851Dokumen89 halamanAh 18851Valeria MartinezBelum ada peringkat
- Universal: Flow Monitors IncDokumen8 halamanUniversal: Flow Monitors IncCapacitacion TodocatBelum ada peringkat
- Catalogo de BateriasDokumen16 halamanCatalogo de BateriasPedro Gutierrez100% (1)
- INA CatalogueDokumen110 halamanINA CatalogueStroia Constantin MariusBelum ada peringkat
- Service Kit Air Dryer MD SeriesDokumen1 halamanService Kit Air Dryer MD SeriesSharad KokateBelum ada peringkat
- Data Sheet 2800si Silica Analyzer enDokumen2 halamanData Sheet 2800si Silica Analyzer enGuy MesikaBelum ada peringkat
- YLF-hydraulic Breaker Chisel Tool ListDokumen5 halamanYLF-hydraulic Breaker Chisel Tool ListJaime RobBelum ada peringkat
- A64 ExC Transporter S PDFDokumen8 halamanA64 ExC Transporter S PDFCruzado Vilca AmesquitaBelum ada peringkat
- Sumitomo HSMDokumen68 halamanSumitomo HSMEdisson Yanqui VivancoBelum ada peringkat
- ABEM TerrameterSAS1000Dokumen2 halamanABEM TerrameterSAS1000cherogonyaBelum ada peringkat
- 3M™ Cold Shrink QT-III SiliconeDokumen11 halaman3M™ Cold Shrink QT-III SiliconeDaniel RemacheBelum ada peringkat
- Electrovalvula DKI, DKU y DKORDokumen4 halamanElectrovalvula DKI, DKU y DKORJuan Carlos Bermudez Cardenas100% (1)
- Parker Legris Rectus General CatalogueDokumen475 halamanParker Legris Rectus General CatalogueSalgado_e_BentoBelum ada peringkat
- Falk Quadrive Shaft Mounted Drive - Interchange Guide 371810Dokumen12 halamanFalk Quadrive Shaft Mounted Drive - Interchange Guide 371810Anonymous ntE0hG2TPBelum ada peringkat
- Cameron Orb Valve 01Dokumen28 halamanCameron Orb Valve 01Luis Pol SistiBelum ada peringkat
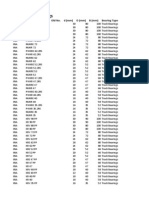
- Stock List PDFDokumen4 halamanStock List PDFAL Wahid SpareBelum ada peringkat
- Operating Manual: For Electric Motor / Gear MotorDokumen46 halamanOperating Manual: For Electric Motor / Gear MotorPablo Hidalgo Valenzuela100% (1)
- Certified For Construction OCT 16, 2018 Eriez Magnetics Erie PennsylvaniaDokumen220 halamanCertified For Construction OCT 16, 2018 Eriez Magnetics Erie PennsylvaniaPalyyBelum ada peringkat
- Sandvik LH203-11 PDFDokumen3 halamanSandvik LH203-11 PDFEstyBelum ada peringkat
- FabriPulse Fusion IOM PDFDokumen58 halamanFabriPulse Fusion IOM PDFArshath FleminBelum ada peringkat
- VB-Cata EngDokumen32 halamanVB-Cata EngAshraf El-Attar100% (1)
- ProtoDokumen456 halamanProtoissloBelum ada peringkat
- Am25ck PDFDokumen2 halamanAm25ck PDFLogan Marquez AguayoBelum ada peringkat
- Brochure Ajax Vibratory Equipment Catalog PDFDokumen85 halamanBrochure Ajax Vibratory Equipment Catalog PDFTheLizardKingBelum ada peringkat
- Brochure 2010Dokumen20 halamanBrochure 2010shankarsreekumarBelum ada peringkat
- 8991 3670 00 Diagrams and Drawings PDFDokumen41 halaman8991 3670 00 Diagrams and Drawings PDFJose Luyo Sanchez100% (1)
- ERIEZ Detectores Metalarm (MD-180F)Dokumen8 halamanERIEZ Detectores Metalarm (MD-180F)angelsiddhartaBelum ada peringkat
- 286-7889 Soporte 12TNDokumen8 halaman286-7889 Soporte 12TNEdu Pastén MejiasBelum ada peringkat
- BD GD CatalogDokumen10 halamanBD GD CatalogjosueBelum ada peringkat
- Series 47K Gas Detector: Operation ManualDokumen32 halamanSeries 47K Gas Detector: Operation ManualGunawan MSBelum ada peringkat
- Special-Sensors Automation: Metal DetectorsDokumen8 halamanSpecial-Sensors Automation: Metal DetectorsLindomar ChavesBelum ada peringkat
- Bomba NT-2 Ou NT-3...Dokumen3 halamanBomba NT-2 Ou NT-3...Lucas Vinícius CostaBelum ada peringkat
- Conveyor Auxiliaries - WPDokumen47 halamanConveyor Auxiliaries - WPPaulBelum ada peringkat
- Foundry-Master Pro BrochureDokumen6 halamanFoundry-Master Pro BrochureMuharror Namaku0% (1)
- Tramp Metal Detector MODEL 1230 Installation & Operation ManualDokumen32 halamanTramp Metal Detector MODEL 1230 Installation & Operation ManualmiguelperuperuBelum ada peringkat
- Manual Detector Metalarm 3500 - Eriez MagneticsDokumen24 halamanManual Detector Metalarm 3500 - Eriez MagneticsmsanchezBelum ada peringkat
- MicrowaveDokumen33 halamanMicrowaveSOBIT KUMARBelum ada peringkat
- MSM Catalog English 2021 WebDokumen100 halamanMSM Catalog English 2021 WebArif RahmanBelum ada peringkat
- MEP - SpecificationsDokumen149 halamanMEP - Specificationsthirumal mBelum ada peringkat
- Guidelines For The Design, Installation, Operation & Maintenance of Street Lighting AssetsGuideline For Street Lighting AssetsDokumen59 halamanGuidelines For The Design, Installation, Operation & Maintenance of Street Lighting AssetsGuideline For Street Lighting AssetsAnonymous i8hifn7100% (3)
- 4 To 20 Ma Remote Indicator: Instructions, Operation Maintenance ManualDokumen24 halaman4 To 20 Ma Remote Indicator: Instructions, Operation Maintenance ManualsancakemreBelum ada peringkat
- 4000 Air Gap ManualDokumen59 halaman4000 Air Gap ManualAntonio MejiaBelum ada peringkat
- REF CODE: JS0012-75650100-SPC-001, REV. R0: Project: 35Mw Co-Gen Plant at Bhusanoor - Electrical PackageDokumen32 halamanREF CODE: JS0012-75650100-SPC-001, REV. R0: Project: 35Mw Co-Gen Plant at Bhusanoor - Electrical Packageganesh_dgBelum ada peringkat
- General Vendor ListDokumen11 halamanGeneral Vendor ListMohamed RefaatBelum ada peringkat
- SECTION 16050 Basic Electrical Materials and MethodsDokumen18 halamanSECTION 16050 Basic Electrical Materials and MethodsAyman SaberBelum ada peringkat
- 11 MDKBN Aksa Çi̇zi̇m 981-0642 PDFDokumen48 halaman11 MDKBN Aksa Çi̇zi̇m 981-0642 PDFmeyyiti01Belum ada peringkat
- What Is The Difference Between AWA and SWA CableDokumen18 halamanWhat Is The Difference Between AWA and SWA Cableafsdf100% (1)
- Sample Estimate Quantity SurveyingDokumen8 halamanSample Estimate Quantity SurveyingAganon AristotleBelum ada peringkat
- Limitorque - L120-85 ActuatorDokumen52 halamanLimitorque - L120-85 ActuatorThiago RodriguesBelum ada peringkat
- Kimbab Sti MateDokumen545 halamanKimbab Sti MateKimBabBelum ada peringkat
- Module 7 (Maintenance Practices) Sub Module 7.19 (Abnormal Events) PDFDokumen17 halamanModule 7 (Maintenance Practices) Sub Module 7.19 (Abnormal Events) PDFshareyhouBelum ada peringkat
- Wireman Version 2015 PDFDokumen8 halamanWireman Version 2015 PDFLBelum ada peringkat
- EELX 305 LAB Activity 03Dokumen5 halamanEELX 305 LAB Activity 03benjhamenjade.palmaBelum ada peringkat
- MEPF Org. of The Philippines, IncDokumen92 halamanMEPF Org. of The Philippines, IncjoanBelum ada peringkat
- SpecificationDokumen208 halamanSpecificationrasheed313Belum ada peringkat
- B-Line Cable Tray ManualDokumen14 halamanB-Line Cable Tray ManualansarALLAAHBelum ada peringkat
- EIM 9 - Q1 - W1 - Mod1Dokumen15 halamanEIM 9 - Q1 - W1 - Mod1FOCKSLY GAZMENBelum ada peringkat
- Fire Resistant Cables White PaperDokumen16 halamanFire Resistant Cables White PaperagarwaalaaaaBelum ada peringkat
- Electrical Basis of Design Standards GuidelinesDokumen19 halamanElectrical Basis of Design Standards Guidelinesessk100% (1)
- Tramp Metal Detector MODEL 1230 Installation & Operation ManualDokumen32 halamanTramp Metal Detector MODEL 1230 Installation & Operation ManualmiguelperuperuBelum ada peringkat
- Asco Optional Features Complete CatalogDokumen12 halamanAsco Optional Features Complete Catalogrodruren01Belum ada peringkat
- Black & Decker - The Complete Guide To Wiring, 5th EditionDokumen353 halamanBlack & Decker - The Complete Guide To Wiring, 5th Editionepiphonesg100% (5)
- ADB - Runway Edge High Intensity Bidirectional Elevated Light - BPE-2-150Dokumen38 halamanADB - Runway Edge High Intensity Bidirectional Elevated Light - BPE-2-150FranciscoVicenteBelum ada peringkat
- Versa Valves E FamilyDokumen24 halamanVersa Valves E FamilyWilfredo MolinaBelum ada peringkat
- FM200 SpecDokumen14 halamanFM200 SpecDak Serik100% (1)
- Electrical Safety Audit Services SiteSelfiesDokumen31 halamanElectrical Safety Audit Services SiteSelfiesAniruddhaBelum ada peringkat
- Identifying Training GapsDokumen2 halamanIdentifying Training GapsEm Israel Jr.Belum ada peringkat