Anda mungkin juga menyukai
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Dokumen8 halamanUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadBelum ada peringkat
- Us 5088277Dokumen6 halamanUs 5088277ajaydce05Belum ada peringkat
- Iiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Dokumen9 halamanIiihiiihihiiihiiih: United States Patent (19) 11) Patent Number: 5,217,586Georgiana-LuizaBelum ada peringkat
- MSF 618-619 591Dokumen4 halamanMSF 618-619 591Barak VinklerBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1Dokumen6 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0169368 A1AugustoVidalBelum ada peringkat
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Dokumen10 halamanUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanBelum ada peringkat
- (1975) Grain Refinement of Copper Alloys by Phosphide InoculationDokumen7 halaman(1975) Grain Refinement of Copper Alloys by Phosphide InoculationFELIPEBelum ada peringkat
- Diaphragm AFGlobal High-PressureDokumen8 halamanDiaphragm AFGlobal High-PressureAnonymous nw5AXJqjdBelum ada peringkat
- Plating Process For ElectrolessDokumen5 halamanPlating Process For ElectrolessFrancisco BocanegraBelum ada peringkat
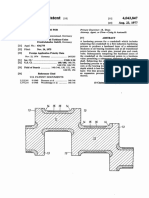
- US4043847Dokumen4 halamanUS4043847MahnooshBelum ada peringkat
- US5711350 - Piping System Providing Minimal Acoustically Induced Structural Vibrations and Fatigue, Eisinger PDFDokumen10 halamanUS5711350 - Piping System Providing Minimal Acoustically Induced Structural Vibrations and Fatigue, Eisinger PDFYh LeongBelum ada peringkat
- Patent for Multimanifold Extrusion Die and Coextrusion Process that Eliminates Curtaining EffectDokumen9 halamanPatent for Multimanifold Extrusion Die and Coextrusion Process that Eliminates Curtaining EffectJoe budarBelum ada peringkat
- Orbital Welding Rotor Assembly Reduces ArcingDokumen9 halamanOrbital Welding Rotor Assembly Reduces ArcingAngel GutierrezBelum ada peringkat
- US8075772 失效Dokumen35 halamanUS8075772 失效Steven CHENBelum ada peringkat
- Two-Part Adhesive with Long Working TimeDokumen11 halamanTwo-Part Adhesive with Long Working TimeAlexander Franco CastrillonBelum ada peringkat
- CAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptDokumen50 halamanCAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptKhaled BOUALIBelum ada peringkat
- US5034207Dokumen9 halamanUS5034207danuwillianBelum ada peringkat
- (Nanssrxz2: United States PatentDokumen7 halaman(Nanssrxz2: United States PatentchucklesmcnastyBelum ada peringkat
- FAT Test Procedure NKT Flexible Hose PDFDokumen10 halamanFAT Test Procedure NKT Flexible Hose PDFTomasPavlovicBelum ada peringkat
- United States Patent (191: Sanford (45) Dec. 25, 1973Dokumen13 halamanUnited States Patent (191: Sanford (45) Dec. 25, 1973vadimBelum ada peringkat
- US460Dokumen5 halamanUS460bbBelum ada peringkat
- 17 Gral CT Pipe InfoDokumen15 halaman17 Gral CT Pipe InfogcgironBelum ada peringkat
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Dokumen10 halamanUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmBelum ada peringkat
- Snow Airconditioning & Refrigeration - HVAC SpecialistDokumen6 halamanSnow Airconditioning & Refrigeration - HVAC SpecialistShashikant GatkalBelum ada peringkat
- Anti-Vibration Bars For Boiler Tubes With Protective ShieldsDokumen6 halamanAnti-Vibration Bars For Boiler Tubes With Protective ShieldsNico GallosBelum ada peringkat
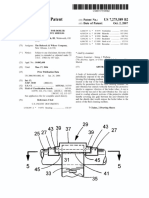
- Self-locking lock nut assembly dynamically responds to vibrationDokumen5 halamanSelf-locking lock nut assembly dynamically responds to vibrationOon VincentBelum ada peringkat
- Guia para Soldadura en Tuberia de ServicioDokumen28 halamanGuia para Soldadura en Tuberia de ServicioAbel Lopez JoachinBelum ada peringkat
- Waterstop Welding Review VipDokumen5 halamanWaterstop Welding Review ViptonykebbeBelum ada peringkat
- United States Patent (19) : HaapakoskiDokumen14 halamanUnited States Patent (19) : HaapakoskiBukBelum ada peringkat
- 1 s2.0 0010436183900137 MainDokumen8 halaman1 s2.0 0010436183900137 Mainprem kumarBelum ada peringkat
- Recent Developments in Underwater Repair WeldingDokumen11 halamanRecent Developments in Underwater Repair WeldingNayeem pashaBelum ada peringkat
- Steve Wolfe Prelim EstDokumen23 halamanSteve Wolfe Prelim EstZagy De Vega GuzmánBelum ada peringkat
- Process for Producing Seamless Steel Pipe Reduces Inner Surface FlawsDokumen8 halamanProcess for Producing Seamless Steel Pipe Reduces Inner Surface FlawsErin GokBelum ada peringkat
- Argon Recovery From Silicon Crystal FurnaceDokumen7 halamanArgon Recovery From Silicon Crystal FurnaceasdfqwerBelum ada peringkat
- (Fix) Gaincontrol 2011Dokumen13 halaman(Fix) Gaincontrol 2011farras iqtisamBelum ada peringkat
- Diaphragm Elimination Using Taper-Lok - NPRADokumen11 halamanDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditBelum ada peringkat
- Diaphragm Elimination Using Taper-Lok - NPRADokumen11 halamanDiaphragm Elimination Using Taper-Lok - NPRAAntonio PerezBelum ada peringkat
- ACS-2019-1022001 - Offer For Swimming PoolDokumen9 halamanACS-2019-1022001 - Offer For Swimming PoolWinston RodriguesBelum ada peringkat
- Cyclonic Desander: Sand and Solids Handling For All ApplicationsDokumen2 halamanCyclonic Desander: Sand and Solids Handling For All Applicationsgacm98Belum ada peringkat
- Venting Apparatus for Tire Mold Improves Air DischargeDokumen9 halamanVenting Apparatus for Tire Mold Improves Air DischargeDaikinllcBelum ada peringkat
- United States Patent (10) Patent N0.2 US 6,550,376 B2Dokumen5 halamanUnited States Patent (10) Patent N0.2 US 6,550,376 B2Vincent CaballeroBelum ada peringkat
- United States Patent (10) Patent N0.2 US 6,583,656 B1Dokumen10 halamanUnited States Patent (10) Patent N0.2 US 6,583,656 B1SaurabhABCBelum ada peringkat
- 09 Oct 17 3317 16 Generator Field Windings Moisture EffectsDokumen9 halaman09 Oct 17 3317 16 Generator Field Windings Moisture EffectsAhemadBelum ada peringkat
- Failure of Modern GeneratorsDokumen6 halamanFailure of Modern GeneratorsJose Calvo100% (1)
- Cavitation-Erosion Resistant Weld Materials For Hydro Turbine RepairDokumen15 halamanCavitation-Erosion Resistant Weld Materials For Hydro Turbine Repairab250561Belum ada peringkat
- Laminated Firearm Assembly PatentDokumen9 halamanLaminated Firearm Assembly Patentconfused597Belum ada peringkat
- Repair Shallow Casing Leaks Oil WellsDokumen7 halamanRepair Shallow Casing Leaks Oil WellsrabeemhBelum ada peringkat
- United States Patent (19) : HightowerDokumen5 halamanUnited States Patent (19) : HightowerEduardo Fernandez DazaBelum ada peringkat
- United States Patent (19) : L 0/2 M80 SRDokumen6 halamanUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRABelum ada peringkat
- United States Patent: Et Ai. Patent No.: Date PatentDokumen15 halamanUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1Belum ada peringkat
- Electrical Maintenance Department Keeps Plant Machinery RunningDokumen7 halamanElectrical Maintenance Department Keeps Plant Machinery RunningHaider AbbasBelum ada peringkat
- DECIMATOR ARCHITECTUREDokumen8 halamanDECIMATOR ARCHITECTUREEmer nelsonBelum ada peringkat
- Accoustic Induced VibrationDokumen10 halamanAccoustic Induced VibrationcpsankarBelum ada peringkat
- Analys990222 OutDokumen31 halamanAnalys990222 Outmajmor-1Belum ada peringkat
- Bn-Ye Nane: N2KkntDokumen4 halamanBn-Ye Nane: N2KkntMichael MurphyBelum ada peringkat
- Taco Brazed Plate HX Install ManualDokumen11 halamanTaco Brazed Plate HX Install ManualTEMPBelum ada peringkat
- Labyrinth Seal for Disc TurbineDokumen9 halamanLabyrinth Seal for Disc TurbineRonan RojasBelum ada peringkat
- United States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Dokumen8 halamanUnited States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Erin GokBelum ada peringkat
- United States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001Dokumen7 halamanUnited States Patent (10) Patent No.: US 6,237,387 B1: Yoshizawa Et Al. (45) Date of Patent: May 29, 2001tajshah283Belum ada peringkat
- Ceramic Materials for Energy Applications VIDari EverandCeramic Materials for Energy Applications VIHua-Tay LinBelum ada peringkat
- Plasma-Assisted Chemical Vapour Deposition of Tic, TiN and TiC,N, at Low TemperaturesDokumen5 halamanPlasma-Assisted Chemical Vapour Deposition of Tic, TiN and TiC,N, at Low Temperaturesali aBelum ada peringkat
- 1 s2.0 004316489390298Z MainDokumen6 halaman1 s2.0 004316489390298Z Mainali aBelum ada peringkat
- Sciencedirect: ArticleinfoDokumen11 halamanSciencedirect: Articleinfoali aBelum ada peringkat
- Boronhalides PDFDokumen26 halamanBoronhalides PDFali aBelum ada peringkat
- Mme275524 PDFDokumen13 halamanMme275524 PDFali aBelum ada peringkat
- Surface and Coatings Technology, 36 (1988) 867Dokumen12 halamanSurface and Coatings Technology, 36 (1988) 867ali aBelum ada peringkat
- Development of Improved Bond Coat For Enhanced Turbine DurabilityDokumen8 halamanDevelopment of Improved Bond Coat For Enhanced Turbine Durabilityali aBelum ada peringkat
- Zheludkevich2005 PDFDokumen10 halamanZheludkevich2005 PDFRendi Nak SepusatBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 10.1115 - 93 GT 181Dokumen5 halaman10.1115 - 93 GT 181ali aBelum ada peringkat
- Birbilis2005 PDFDokumen12 halamanBirbilis2005 PDFali aBelum ada peringkat
- 123Dokumen3 halaman123ali aBelum ada peringkat
- 10.1115 1.3240303Dokumen6 halaman10.1115 1.3240303ali a100% (1)
- 1 s2.0 004316489390298Z MainDokumen6 halaman1 s2.0 004316489390298Z Mainali aBelum ada peringkat
- 10.1115 1.2906794Dokumen10 halaman10.1115 1.2906794ali aBelum ada peringkat
- 123Dokumen1 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123 PDFDokumen2 halaman123 PDFali aBelum ada peringkat
- 123Dokumen1 halaman123ali aBelum ada peringkat
- 123Dokumen1 halaman123ali aBelum ada peringkat
- 123 PDFDokumen1 halaman123 PDFali aBelum ada peringkat
- 123 PDFDokumen2 halaman123 PDFali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- 123Dokumen2 halaman123ali aBelum ada peringkat
- ElectricityDokumen25 halamanElectricityWeb BooksBelum ada peringkat
- As Level Physics Revision Guide For OCRDokumen44 halamanAs Level Physics Revision Guide For OCRThomas Roe100% (1)
- Differential Calculus 2Dokumen38 halamanDifferential Calculus 2Anonymous ktESLM3TdBelum ada peringkat
- Natsci2 Under Mr. Pili: ElectricityDokumen27 halamanNatsci2 Under Mr. Pili: Electricityhhnflaws29Belum ada peringkat
- Thermal and Chemical Effects of Electric CurrentDokumen2 halamanThermal and Chemical Effects of Electric CurrentOrbit MBBS PreparationBelum ada peringkat
- Ok Na 2 Booklet 1Dokumen36 halamanOk Na 2 Booklet 1mjbicaldoBelum ada peringkat
- General Training GuideDokumen46 halamanGeneral Training GuideRafael Jose Tasco ZabaletaBelum ada peringkat
- Chapter 1 Units and StandardsDokumen26 halamanChapter 1 Units and Standardsra malBelum ada peringkat
- Electrical Circuits II RLCDokumen73 halamanElectrical Circuits II RLCThiruppathy KesavanBelum ada peringkat
- 4-Ohm's Law, Power, and EnergyDokumen29 halaman4-Ohm's Law, Power, and EnergyEmmy WhisliBelum ada peringkat
- AE 2428ZK-SR Hermetic Compressor SpecsDokumen1 halamanAE 2428ZK-SR Hermetic Compressor Specsphuongtn1991Belum ada peringkat
- Basic Electrical FormulasDokumen2 halamanBasic Electrical FormulasronniedakingpouBelum ada peringkat
- Module 24 SAHITA Electrical InstallationDokumen16 halamanModule 24 SAHITA Electrical InstallationLungisaniBelum ada peringkat
- Electricity QuestionsDokumen6 halamanElectricity QuestionsMicky2306Belum ada peringkat
- Remote Monitoring System Software RequirementsDokumen13 halamanRemote Monitoring System Software RequirementsJeyanthiRanjit100% (1)
- Phy Moving Charges & MagnetismDokumen7 halamanPhy Moving Charges & Magnetismamudalapalli.venkateswararaoBelum ada peringkat
- Thyristors TriacsDokumen7 halamanThyristors TriacsmarcossincerreBelum ada peringkat
- Chapter 2 - Electricity (Form 5)Dokumen28 halamanChapter 2 - Electricity (Form 5)kcnjojo88% (16)
- Energy Is One of The Most Fundamental Parts of Our UniverseDokumen46 halamanEnergy Is One of The Most Fundamental Parts of Our UniverseEM HumayunBelum ada peringkat
- Tubular and Process Assemblies: W A T L O WDokumen22 halamanTubular and Process Assemblies: W A T L O WEliasBelum ada peringkat
- ETEA Medical 2014 PDFDokumen19 halamanETEA Medical 2014 PDFAsad KhanBelum ada peringkat
- Measuring voltage, resistance, and current with a multimeterDokumen19 halamanMeasuring voltage, resistance, and current with a multimeterSankalp BagwaleBelum ada peringkat
- Year 9 Electricity NotesDokumen12 halamanYear 9 Electricity Notesapi-408461912100% (1)
- Trade of Electrician: Standards Based ApprenticeshipDokumen48 halamanTrade of Electrician: Standards Based ApprenticeshipAhmad HamoudaBelum ada peringkat
- Alternator Data Formulas Tables Issue 3 PDFDokumen1 halamanAlternator Data Formulas Tables Issue 3 PDFKevin Herrera MurgasBelum ada peringkat
- Fuse Wire RatingsDokumen1 halamanFuse Wire RatingsNitin PatelBelum ada peringkat
- Civil-V-Transportation Engineering-1 (10CV56) - SolutionDokumen92 halamanCivil-V-Transportation Engineering-1 (10CV56) - SolutionLokesh KBelum ada peringkat
- Engineering Utilities 1Dokumen16 halamanEngineering Utilities 1Julia Jaffa ChavezBelum ada peringkat
- Linear Circuit Analysis (EE-101) : Electric QuantitiesDokumen15 halamanLinear Circuit Analysis (EE-101) : Electric QuantitiesTehseen HussainBelum ada peringkat