Anda mungkin juga menyukai
- DocumentDokumen1 halamanDocumentchincha chuBelum ada peringkat
- CSSE 21816 Cover+Letter 31083 1Dokumen1 halamanCSSE 21816 Cover+Letter 31083 1chincha chuBelum ada peringkat
- Republic Day Special Assembly at Firstambridge SchoolDokumen2 halamanRepublic Day Special Assembly at Firstambridge Schoolchincha chuBelum ada peringkat
- Application of Firefly Algorithm and Its Parameter Setting For Job Shop SchedulingDokumen7 halamanApplication of Firefly Algorithm and Its Parameter Setting For Job Shop Schedulingchincha chuBelum ada peringkat
- Grade Iii Topaz Weekly Timetable Class Teacher: Ms - PurnimaDokumen1 halamanGrade Iii Topaz Weekly Timetable Class Teacher: Ms - Purnimachincha chuBelum ada peringkat
- Grade Iii Weekly Timetable Class Teacher: Ms - PurnimaDokumen1 halamanGrade Iii Weekly Timetable Class Teacher: Ms - Purnimachincha chuBelum ada peringkat
- Grade III - 02 - 07 - 2021-2Dokumen23 halamanGrade III - 02 - 07 - 2021-2chincha chuBelum ada peringkat
- 01 Sample Statements Purpose PHDDokumen5 halaman01 Sample Statements Purpose PHDWei Liu100% (1)
- HKIMO Heat Round 2018 Problem SetsDokumen12 halamanHKIMO Heat Round 2018 Problem Setschincha chuBelum ada peringkat
- Solving Machine Loading Problem of Flexible ManufaDokumen11 halamanSolving Machine Loading Problem of Flexible Manufachincha chuBelum ada peringkat
- Mega Spell BeeDokumen1 halamanMega Spell Beechincha chuBelum ada peringkat
- Productflyer 16171Dokumen1 halamanProductflyer 16171chincha chuBelum ada peringkat
- Guidelines For Authors - IJMMTDokumen2 halamanGuidelines For Authors - IJMMTchincha chuBelum ada peringkat
- (PDF) A Hybrid Discrete Firefly Algorithm For Solving Multi-Objective Flexible Job Shop Scheduling PDokumen8 halaman(PDF) A Hybrid Discrete Firefly Algorithm For Solving Multi-Objective Flexible Job Shop Scheduling Pchincha chuBelum ada peringkat
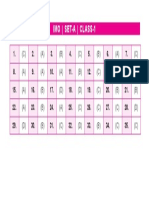
- Imo Level-1 Set-A Answer Keys Class-1 PDFDokumen1 halamanImo Level-1 Set-A Answer Keys Class-1 PDFchincha chuBelum ada peringkat
- Engineering Mechanics - 3 U2Dokumen18 halamanEngineering Mechanics - 3 U2chincha chuBelum ada peringkat
- Journal ListDokumen2 halamanJournal Listchincha chuBelum ada peringkat
- Source Publication List For Web of Science: Science Citation Index ExpandedDokumen143 halamanSource Publication List For Web of Science: Science Citation Index ExpandedGarima GuptaBelum ada peringkat
- Carnot Heat Engine: (YAC 5-7 To 5-11)Dokumen7 halamanCarnot Heat Engine: (YAC 5-7 To 5-11)chincha chuBelum ada peringkat
- Paper Template Formatting GuideDokumen3 halamanPaper Template Formatting GuideShrinivas Saptalakar0% (1)
- NMDC Written Exam Call LetterDokumen2 halamanNMDC Written Exam Call Letterchincha chuBelum ada peringkat
- SME015 - 4PD0240I C Engine TerminologyDokumen54 halamanSME015 - 4PD0240I C Engine TerminologyzetseatBelum ada peringkat
- Basic Mechnaical EnggDokumen2 halamanBasic Mechnaical Enggchincha chuBelum ada peringkat
- MWO Catalogue MailDokumen24 halamanMWO Catalogue MailPrakashchandBelum ada peringkat
- UNIT-3: Stress, Strain and Bending TheoryDokumen17 halamanUNIT-3: Stress, Strain and Bending Theorychincha chuBelum ada peringkat
- Bme PDFDokumen69 halamanBme PDFchincha chuBelum ada peringkat
- Basic ME101 - RevisedDokumen10 halamanBasic ME101 - RevisedAmexTesfayeKoraBelum ada peringkat
- IC Engines-ClassificationDokumen21 halamanIC Engines-ClassificationChintu Santhu0% (1)
- Call For Papers-AIM Special Issue-MK TiwariDokumen3 halamanCall For Papers-AIM Special Issue-MK TiwariSurendra SainiBelum ada peringkat
- IC Engines Unit 4 - TDDokumen43 halamanIC Engines Unit 4 - TDchincha chuBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Mayans.M.C.S05E03.720p.WEB .x265-MiNX - SRTDokumen44 halamanMayans.M.C.S05E03.720p.WEB .x265-MiNX - SRTmariabelisamarBelum ada peringkat
- ELC650-Movie Critique Yusri, YassinDokumen14 halamanELC650-Movie Critique Yusri, YassinYusri MalekBelum ada peringkat
- CSE 191 Homework Proposition LogicDokumen5 halamanCSE 191 Homework Proposition LogicJyothi AnkumBelum ada peringkat
- Project MethodDokumen6 halamanProject MethodMtr Jonathan Uribe CarvajalBelum ada peringkat
- TOPIC 1 - Public Speaking SkillsDokumen72 halamanTOPIC 1 - Public Speaking SkillsAyan AkupBelum ada peringkat
- Employee Retention Plan QuestionnaireDokumen5 halamanEmployee Retention Plan QuestionnaireThayyib MuhammedBelum ada peringkat
- Design Audit ToolDokumen7 halamanDesign Audit ToolThe Dementia Centre100% (1)
- AffirmativedefensemotorvehicleDokumen3 halamanAffirmativedefensemotorvehicleKevinBelum ada peringkat
- Data Structures Assignment 2: (Backtracking Using Stack)Dokumen4 halamanData Structures Assignment 2: (Backtracking Using Stack)Sai CharanBelum ada peringkat
- Legend of The Galactic Heroes, Volume 1 - DawnDokumen273 halamanLegend of The Galactic Heroes, Volume 1 - DawnJon100% (1)
- Vector DifferentiationDokumen2 halamanVector DifferentiationJayashree MisalBelum ada peringkat
- Initial Evaluation in The 11th Form B1 LevelDokumen2 halamanInitial Evaluation in The 11th Form B1 LevelDumitru GruscaBelum ada peringkat
- Physics 5th Edition Walker Test BankDokumen24 halamanPhysics 5th Edition Walker Test BankKathyHernandeznobt100% (31)
- DragonDreaming International Ebook v02.03-2Dokumen28 halamanDragonDreaming International Ebook v02.03-2Tim LueschenBelum ada peringkat
- QP ScriptDokumen57 halamanQP ScriptRitesh SharmaBelum ada peringkat
- NCLT Orders Relief To Home BuyersDokumen7 halamanNCLT Orders Relief To Home BuyersPGurusBelum ada peringkat
- Discourse and PragmaticsDokumen10 halamanDiscourse and PragmaticsDebby NatasyaBelum ada peringkat
- Assignment 1Dokumen2 halamanAssignment 1lauraBelum ada peringkat
- Aircrew Standards Manual FY2015 V1Dokumen211 halamanAircrew Standards Manual FY2015 V1Anonymous Pb39klJ100% (1)
- Copyright Protection for TV Show FormatsDokumen11 halamanCopyright Protection for TV Show FormatsJoy Navaja DominguezBelum ada peringkat
- MSO 1st Year Assignments 2017-18 (English) PDFDokumen7 halamanMSO 1st Year Assignments 2017-18 (English) PDFAmritpal BhagatBelum ada peringkat
- PGW Spring SuitDokumen14 halamanPGW Spring Suitapi-3700386Belum ada peringkat
- MKTG10001Dokumen38 halamanMKTG10001Jessica KokBelum ada peringkat
- Physics EducationDokumen14 halamanPhysics Educationchrisuche100% (2)
- 일반동사 부정문 PDFDokumen5 halaman일반동사 부정문 PDF엄태호Belum ada peringkat
- Project Excecution and DeliverableDokumen7 halamanProject Excecution and DeliverableHari PrashannaBelum ada peringkat
- Fourth Edition Hungarian WordlistDokumen12 halamanFourth Edition Hungarian WordlistMarton HorvathBelum ada peringkat
- SLI ProfileThe title "TITLE SLI Profile" is less than 40 characters and starts with "TITLEDokumen3 halamanSLI ProfileThe title "TITLE SLI Profile" is less than 40 characters and starts with "TITLEcringeBelum ada peringkat
- DIWADokumen64 halamanDIWADyanWahyu NMibhye SygSmuaBelum ada peringkat
- Grade 5 DLL SCIENCE 5 Q4 Week 9Dokumen6 halamanGrade 5 DLL SCIENCE 5 Q4 Week 9Joanna Marie Cruz FelipeBelum ada peringkat