Anda mungkin juga menyukai
- 2747 Tungsten CarbideDokumen32 halaman2747 Tungsten Carbidegianniorlati100% (1)
- 3523R - 35 Ton Heavy Duty Haulage Truck Specifications - BharatBenzDokumen5 halaman3523R - 35 Ton Heavy Duty Haulage Truck Specifications - BharatBenzBalaji RathinavelBelum ada peringkat
- Design and Optimization of Excavator PDFDokumen15 halamanDesign and Optimization of Excavator PDFAlexandru FurtunăBelum ada peringkat
- Process 11 - Wear & SurfacingDokumen75 halamanProcess 11 - Wear & SurfacingBHARANIBelum ada peringkat
- The Truck Mixer Movement SpeedDokumen10 halamanThe Truck Mixer Movement SpeedGogyBelum ada peringkat
- As 2550.20-2005 Cranes Hoists and Winches - Safe Use Self-Erecting Tower CranesDokumen8 halamanAs 2550.20-2005 Cranes Hoists and Winches - Safe Use Self-Erecting Tower CranesSAI Global - APACBelum ada peringkat
- Tungsten Carbide PropertiesDokumen2 halamanTungsten Carbide Propertiessudhan56psgBelum ada peringkat
- Effect of Coarse Aggregate Size On PumpingDokumen8 halamanEffect of Coarse Aggregate Size On PumpingsaiBelum ada peringkat
- Heat Treatment of SteelDokumen3 halamanHeat Treatment of SteelKristine ReyesBelum ada peringkat
- Sale List Jan'13Dokumen19 halamanSale List Jan'13ajayrprBelum ada peringkat
- Hot Mix Asphalt PlantsDokumen20 halamanHot Mix Asphalt PlantsOsman VielmaBelum ada peringkat
- ProCAST 2013.0 ReleaseNotes PDFDokumen62 halamanProCAST 2013.0 ReleaseNotes PDFAndre Oliveira100% (1)
- Competence Assessment Interview 1Dokumen11 halamanCompetence Assessment Interview 1sergiiBelum ada peringkat
- Scorpion User ManualDokumen29 halamanScorpion User ManualElmer RafaelBelum ada peringkat
- Greasing Points of Transit MixerDokumen7 halamanGreasing Points of Transit MixerNishant SinhaBelum ada peringkat
- Low Alloy SteelsDokumen54 halamanLow Alloy SteelsUsha Kiran KumarBelum ada peringkat
- Brazing CarbideDokumen5 halamanBrazing CarbidehariramloguBelum ada peringkat
- CDP Wearplates Castodur Diamond Plates PDFDokumen12 halamanCDP Wearplates Castodur Diamond Plates PDFChandra SekarBelum ada peringkat
- Metallurgical Failure Analysis: by DR - Yahya WaqadDokumen130 halamanMetallurgical Failure Analysis: by DR - Yahya WaqadYahya Faiez WaqqadBelum ada peringkat
- Fresh Cement Concrete BanfillDokumen70 halamanFresh Cement Concrete BanfillBatepola BacBelum ada peringkat
- Chapter 11 - Surfacing and Shape Welding PDFDokumen15 halamanChapter 11 - Surfacing and Shape Welding PDFCarlos GarcíaBelum ada peringkat
- 08 PawDokumen30 halaman08 PawAnupam KushwahaBelum ada peringkat
- Materials and Qualification Procedures For Ships: Book ADokumen15 halamanMaterials and Qualification Procedures For Ships: Book AJavier del AngelBelum ada peringkat
- Sheet Metal Manufacturing ProcessDokumen42 halamanSheet Metal Manufacturing ProcessThamizharasan SaranBelum ada peringkat
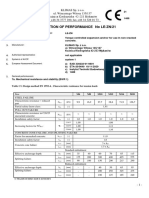
- Declaration of Perormance-Le-ZnDokumen4 halamanDeclaration of Perormance-Le-ZnDavid SeeBelum ada peringkat
- WI-02 Thermal CuttingDokumen16 halamanWI-02 Thermal CuttingPrakash RajBelum ada peringkat
- (Technical) Pipo140 47 enDokumen7 halaman(Technical) Pipo140 47 enEslam MansourBelum ada peringkat
- Hybrid Catalog 20xx V3 - EngelsDokumen24 halamanHybrid Catalog 20xx V3 - EngelsSara ReolonBelum ada peringkat
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDokumen390 halamanFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliBelum ada peringkat
- SPL - PQR-WPS-SWPS SmawDokumen7 halamanSPL - PQR-WPS-SWPS Smawgopuvinu4uBelum ada peringkat
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Dokumen1 halamanSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaBelum ada peringkat
- Tungsten Carbide PDFDokumen16 halamanTungsten Carbide PDFMasood AlamBelum ada peringkat
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDokumen59 halaman2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonBelum ada peringkat
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDokumen14 halamanChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGBelum ada peringkat
- Pumpability of ConcreteDokumen10 halamanPumpability of Concretevikram kumarBelum ada peringkat
- Weld RepireDokumen91 halamanWeld RepireالGINIRAL FREE FIREBelum ada peringkat
- Weldingdefects 150915053459 Lva1 App6892Dokumen22 halamanWeldingdefects 150915053459 Lva1 App6892Star GlacierBelum ada peringkat
- SV Engineerings: Work InstructionDokumen5 halamanSV Engineerings: Work InstructionPrakash RajBelum ada peringkat
- 1 en 1090 1 QuestionnaireDokumen5 halaman1 en 1090 1 QuestionnaireJohn PirretBelum ada peringkat
- Cover BlockDokumen6 halamanCover BlockRandhvir KharatmolBelum ada peringkat
- General Welding GuidelinesDokumen13 halamanGeneral Welding GuidelinesSamir669Belum ada peringkat
- Shaft Mounted Speed Reducers SMSR & SMSR Plus SeriesDokumen32 halamanShaft Mounted Speed Reducers SMSR & SMSR Plus SeriesAmit KumarBelum ada peringkat
- Lubrication Layer Properties During Concrete PumpingDokumen10 halamanLubrication Layer Properties During Concrete PumpingsaiBelum ada peringkat
- Is 6051 1970Dokumen15 halamanIs 6051 1970harshal161987100% (1)
- Weld Joints and Weld Types - Part2Dokumen1 halamanWeld Joints and Weld Types - Part2joshua_tan_31Belum ada peringkat
- Sample Ppap DocumentDokumen132 halamanSample Ppap Documentఆనంద్ అవధానులBelum ada peringkat
- SMF&W 851-01-07 Manual Arc Welding 220319Dokumen9 halamanSMF&W 851-01-07 Manual Arc Welding 220319Shahid RazaBelum ada peringkat
- Pressure Test Report: Observation Inspection Checked Reviewed Cleared ResultsDokumen1 halamanPressure Test Report: Observation Inspection Checked Reviewed Cleared ResultsKarthikBelum ada peringkat
- Lecture 1427492067Dokumen356 halamanLecture 1427492067Abhilash SahooBelum ada peringkat
- AMPCO Product Guide-TB2020-EN-12Dokumen44 halamanAMPCO Product Guide-TB2020-EN-12elwathig bakhiet100% (1)
- Wopq Format Asme Qw-360Dokumen1 halamanWopq Format Asme Qw-360Anonymous S33n8gBelum ada peringkat
- List - Is StandardDokumen19 halamanList - Is StandardvishalBelum ada peringkat
- RWC Quality Manual 8 JulyDokumen15 halamanRWC Quality Manual 8 JulyVipin Kumar Parashar100% (1)
- MT Sample ProcedureDokumen7 halamanMT Sample ProcedureAgustine SetiawanBelum ada peringkat
- Defects and Discontinuities: Boiler and Mechanical PowerDokumen78 halamanDefects and Discontinuities: Boiler and Mechanical PowerthejusBelum ada peringkat
- Concentric He PowerpacksDokumen40 halamanConcentric He PowerpacksgerezairBelum ada peringkat
- ExcavatorDokumen14 halamanExcavatorIlyas Ade ChandraBelum ada peringkat
- Review Paper On Hard Facing Processes and MaterialsDokumen4 halamanReview Paper On Hard Facing Processes and MaterialsJaveed A. KhanBelum ada peringkat
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDokumen7 halamanThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGBelum ada peringkat
- RepairDokumen0 halamanRepairPatricio TamayoBelum ada peringkat
- AMULDokumen11 halamanAMULkeshav956Belum ada peringkat
- Global Divides: The North and The South: National University Sports AcademyDokumen32 halamanGlobal Divides: The North and The South: National University Sports AcademyYassi CurtisBelum ada peringkat
- Epson Stylus Pro 7900/9900: Printer GuideDokumen208 halamanEpson Stylus Pro 7900/9900: Printer GuideJamesBelum ada peringkat
- Obligatoire: Connectez-Vous Pour ContinuerDokumen2 halamanObligatoire: Connectez-Vous Pour ContinuerRaja Shekhar ChinnaBelum ada peringkat
- Student Exploration: Inclined Plane - Simple MachineDokumen9 halamanStudent Exploration: Inclined Plane - Simple MachineLuka MkrtichyanBelum ada peringkat
- Configuring BGP On Cisco Routers Lab Guide 3.2Dokumen106 halamanConfiguring BGP On Cisco Routers Lab Guide 3.2skuzurov67% (3)
- Sources of Hindu LawDokumen9 halamanSources of Hindu LawKrishnaKousikiBelum ada peringkat
- Micro Lab Midterm Study GuideDokumen15 halamanMicro Lab Midterm Study GuideYvette Salomé NievesBelum ada peringkat
- Sept Dec 2018 Darjeeling CoDokumen6 halamanSept Dec 2018 Darjeeling Conajihah zakariaBelum ada peringkat
- Case Study 2Dokumen5 halamanCase Study 2api-247285537100% (1)
- Hướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangDokumen4 halamanHướng Dẫn Chấm: Ngày thi: 27 tháng 7 năm 2019 Thời gian làm bài: 180 phút (không kể thời gian giao đề) HDC gồm có 4 trangHưng Quân VõBelum ada peringkat
- Produktkatalog SmitsvonkDokumen20 halamanProduktkatalog Smitsvonkomar alnasserBelum ada peringkat
- Shakespeare Sonnet EssayDokumen3 halamanShakespeare Sonnet Essayapi-5058594660% (1)
- Prevention of Waterborne DiseasesDokumen2 halamanPrevention of Waterborne DiseasesRixin JamtshoBelum ada peringkat
- SLA in PEGA How To Configue Service Level Agreement - HKRDokumen7 halamanSLA in PEGA How To Configue Service Level Agreement - HKRsridhar varmaBelum ada peringkat
- 7TH Maths F.a-1Dokumen1 halaman7TH Maths F.a-1Marrivada SuryanarayanaBelum ada peringkat
- Skills Checklist - Gastrostomy Tube FeedingDokumen2 halamanSkills Checklist - Gastrostomy Tube Feedingpunam todkar100% (1)
- Dwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFDokumen35 halamanDwnload Full Principles of Economics 7th Edition Frank Solutions Manual PDFmirthafoucault100% (8)
- 2022 WR Extended VersionDokumen71 halaman2022 WR Extended Versionpavankawade63Belum ada peringkat
- Lecture 14 Direct Digital ManufacturingDokumen27 halamanLecture 14 Direct Digital Manufacturingshanur begulaji0% (1)
- CHAPTER 1 SBL NotesDokumen13 halamanCHAPTER 1 SBL NotesPrieiya WilliamBelum ada peringkat
- Mosfet Irfz44Dokumen8 halamanMosfet Irfz44huynhsang1979Belum ada peringkat
- Presentation About GyroscopesDokumen24 halamanPresentation About GyroscopesgeenjunkmailBelum ada peringkat
- Application Form InnofundDokumen13 halamanApplication Form InnofundharavinthanBelum ada peringkat
- Lecture2 GranulopoiesisDokumen9 halamanLecture2 GranulopoiesisAfifa Prima GittaBelum ada peringkat
- Siemens Make Motor Manual PDFDokumen10 halamanSiemens Make Motor Manual PDFArindam SamantaBelum ada peringkat
- Recitation Math 001 - Term 221 (26166)Dokumen36 halamanRecitation Math 001 - Term 221 (26166)Ma NaBelum ada peringkat
- Acute Appendicitis in Children - Diagnostic Imaging - UpToDateDokumen28 halamanAcute Appendicitis in Children - Diagnostic Imaging - UpToDateHafiz Hari NugrahaBelum ada peringkat
- Test 51Dokumen7 halamanTest 51Nguyễn Hiền Giang AnhBelum ada peringkat
- Acer N300 ManualDokumen50 halamanAcer N300 Manualc_formatBelum ada peringkat