Anda mungkin juga menyukai
- Caterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)Dokumen23 halamanCaterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)kfmuseddkBelum ada peringkat
- Ford 5R110W Torqshift PDFDokumen13 halamanFord 5R110W Torqshift PDFReal Danny Riaño0% (2)
- Rockwell 11" Metal Lathe Manual U S ArmyDokumen73 halamanRockwell 11" Metal Lathe Manual U S Armyrwilliams319Belum ada peringkat
- 1.8L DuratorqTDCi (Lynx) DieselDokumen15 halaman1.8L DuratorqTDCi (Lynx) DieseltestBelum ada peringkat
- Caterpillar Cat 304C CR Mini Hydraulic Excavator (Prefix FPK) Service Repair Manual (FPK00001 and Up)Dokumen23 halamanCaterpillar Cat 304C CR Mini Hydraulic Excavator (Prefix FPK) Service Repair Manual (FPK00001 and Up)kfmuseddkBelum ada peringkat
- Transmission REPAIR (ZF-WG161) : PART NO. 4034066 1300 SRM 1456Dokumen124 halamanTransmission REPAIR (ZF-WG161) : PART NO. 4034066 1300 SRM 1456JIM CAMPBELLBelum ada peringkat
- AMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitDokumen10 halamanAMM - 01-Aug-2019 - 79-21-10-000-004-A - Removal of The Lubrication UnitIrfan05100% (1)
- 5 - Manual Trans Removal PDFDokumen3 halaman5 - Manual Trans Removal PDFEduardo SantosBelum ada peringkat
- John Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)Dokumen17 halamanJohn Deere PowerTech 10.5L Diesel Base Engine Service Repair Technical Manual (CTM100)laopaodunBelum ada peringkat
- 1gr Fe - Cadena de DistribucionDokumen5 halaman1gr Fe - Cadena de DistribucionMartin KoopmannBelum ada peringkat
- Skid Control Ecu Assy (LHD) : ReplacementDokumen2 halamanSkid Control Ecu Assy (LHD) : ReplacementMichael EmsleyBelum ada peringkat
- Subaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483Dokumen45 halamanSubaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483miguelBelum ada peringkat
- Military 14 Bolt Axle ManualDokumen29 halamanMilitary 14 Bolt Axle ManualCAP History Library67% (6)
- John Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)Dokumen16 halamanJohn Deere PowerTech 2.9L Diesel Engine Diagnostic Service Repair Technical Manual (CTM125)laopaodunBelum ada peringkat
- 3gr-Fse-Em21-Engine Assembly-RemovalDokumen12 halaman3gr-Fse-Em21-Engine Assembly-RemovalHuỳnh Minh ĐứcBelum ada peringkat
- 8 7 PDFDokumen54 halaman8 7 PDFHector Renzo Zarate RodriguezBelum ada peringkat
- Drive ShaftDokumen9 halamanDrive ShaftSteven AmadorBelum ada peringkat
- Flap System RiginDokumen12 halamanFlap System RiginHarold Reyes100% (1)
- Manually Deploy and Stow Translating SleevesDokumen10 halamanManually Deploy and Stow Translating Sleevesphuong leBelum ada peringkat
- Main Shaft AssemblyDokumen6 halamanMain Shaft AssemblyFrancis MartinezBelum ada peringkat
- Caterpillar Cat 232D SKID STEER LOADER (Prefix DPR) Service Repair Manual (DPR00001 and Up)Dokumen25 halamanCaterpillar Cat 232D SKID STEER LOADER (Prefix DPR) Service Repair Manual (DPR00001 and Up)rpoy9396615Belum ada peringkat
- Removal: CO-5 EM-34Dokumen5 halamanRemoval: CO-5 EM-34marran almarranyBelum ada peringkat
- Automatic Transmission AssemblyDokumen6 halamanAutomatic Transmission Assemblyseancampbell84Belum ada peringkat
- Camshaft (Hilux/1Kd-Ftv, 2Kd-Ftv (Tasa Made For Argentina) ) : ReplacementDokumen5 halamanCamshaft (Hilux/1Kd-Ftv, 2Kd-Ftv (Tasa Made For Argentina) ) : ReplacementJefry LehgansBelum ada peringkat
- TM 10-3930-237-35 Mhe-192Dokumen104 halamanTM 10-3930-237-35 Mhe-192AdvocateBelum ada peringkat
- Automatic Transaxle's DisassemblyDokumen32 halamanAutomatic Transaxle's Disassemblymohamed A.abdeltwabBelum ada peringkat
- Service Manual SM1-2-24.0: Front Axle, R & IDokumen4 halamanService Manual SM1-2-24.0: Front Axle, R & IMohamed RashedBelum ada peringkat
- 12 - Cylinder Head - RemovalDokumen3 halaman12 - Cylinder Head - RemovaljordantBelum ada peringkat
- Crankshaft Main BearingsDokumen13 halamanCrankshaft Main BearingsYudi setiawanBelum ada peringkat
- Remoção Bomba 3054Dokumen4 halamanRemoção Bomba 3054carlos nogueiraBelum ada peringkat
- Engine Removal 710102 - 4Dokumen8 halamanEngine Removal 710102 - 4Antonio CorteBelum ada peringkat
- Matrix 2003 2zz 8Dokumen10 halamanMatrix 2003 2zz 8alan lantiguaBelum ada peringkat
- ML C Ser c206hmm225Dokumen15 halamanML C Ser c206hmm225mantenimientoaerosarayakuBelum ada peringkat
- Improvement of Seal To Prevent Oil Leaks From Seal Transmission D85ESS-2 (AJ20004A)Dokumen8 halamanImprovement of Seal To Prevent Oil Leaks From Seal Transmission D85ESS-2 (AJ20004A)ary guswantoroBelum ada peringkat
- Henry Yaris 3Dokumen4 halamanHenry Yaris 3Miguel AngelBelum ada peringkat
- Caterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)Dokumen26 halamanCaterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)kfm8seuuduBelum ada peringkat
- Caterpillar Cat 329DL EXCAVATOR (Prefix WLT) Service Repair Manual (WLT00001 and Up) PDFDokumen22 halamanCaterpillar Cat 329DL EXCAVATOR (Prefix WLT) Service Repair Manual (WLT00001 and Up) PDFfkdmmaBelum ada peringkat
- Platz 02Dokumen7 halamanPlatz 02dawitmesfin9Belum ada peringkat
- AIR - Repair InstructionDokumen8 halamanAIR - Repair InstructionOrestes RamBelum ada peringkat
- Cylinder Bloc DissasemblyDokumen8 halamanCylinder Bloc DissasemblyYannick de WalqueBelum ada peringkat
- AB60 AUTOBOX REMOVALlDokumen9 halamanAB60 AUTOBOX REMOVALlDhammikaBelum ada peringkat
- ML C 650 c65mm716Dokumen8 halamanML C 650 c65mm716operacionesBelum ada peringkat
- w040001 PDFDokumen31 halamanw040001 PDFresolution8878Belum ada peringkat
- Torque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)Dokumen12 halamanTorque Converter, Transmission and Bevel Pinion: Bottom Removal (Preferred Method)ait mimouneBelum ada peringkat
- Hyundai 999Dokumen55 halamanHyundai 999Said GedeonBelum ada peringkat
- SGT400 Core Engine Removal Ch3Dokumen12 halamanSGT400 Core Engine Removal Ch3Sudhir JoshiBelum ada peringkat
- John Deere 450CLC Excavator Service Repair Technical Manual (TM1925)Dokumen14 halamanJohn Deere 450CLC Excavator Service Repair Technical Manual (TM1925)laopaodunBelum ada peringkat
- 722.369 Valve BodyDokumen7 halaman722.369 Valve BodyadinxBelum ada peringkat
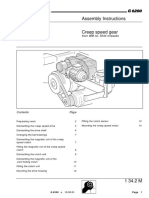
- Creeping Speed G6200Dokumen16 halamanCreeping Speed G6200muhammedasif100% (1)
- Caterpillar Cat 232D Skid Steer Loader (Prefix KXC) Service Repair Manual (KXC00001 and Up)Dokumen27 halamanCaterpillar Cat 232D Skid Steer Loader (Prefix KXC) Service Repair Manual (KXC00001 and Up)rpoy9396615Belum ada peringkat
- Removal: CO-3 LU-4Dokumen3 halamanRemoval: CO-3 LU-4Pedro Javier Castro SanchezBelum ada peringkat
- Western RV Pressure Relief Setting Fan Drives: PurposeDokumen3 halamanWestern RV Pressure Relief Setting Fan Drives: PurposessinokrotBelum ada peringkat
- TR deDokumen9 halamanTR deRameswar PradhanBelum ada peringkat
- Inlet and Exhaust Valve Springs - Remove and InstallDokumen10 halamanInlet and Exhaust Valve Springs - Remove and InstallMbahdiro KolenxBelum ada peringkat
- Nissan Primastar X83 (2002-2006) Service Manual #7Dokumen14 halamanNissan Primastar X83 (2002-2006) Service Manual #7János ZávogyánBelum ada peringkat
- Fuel Injection Pump Gear - RemoveDokumen5 halamanFuel Injection Pump Gear - RemoveedwinBelum ada peringkat
- Low and Reverse Brake: Automatic TransmissionDokumen7 halamanLow and Reverse Brake: Automatic TransmissionAnton FortovBelum ada peringkat
- John Deere Z425 EZtrak Residential Mower (SN.100001 and Up) Service Repair Technical Manual (TM113019)Dokumen15 halamanJohn Deere Z425 EZtrak Residential Mower (SN.100001 and Up) Service Repair Technical Manual (TM113019)zhuangfuqian31Belum ada peringkat
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDari EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementBelum ada peringkat
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionDari EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionPenilaian: 5 dari 5 bintang5/5 (1)
- Diagnostic Manual (EMS) : Cruise ControlDokumen4 halamanDiagnostic Manual (EMS) : Cruise ControlZacklift Para Gruas Y CamionesBelum ada peringkat
- Gyrocopter Ground Based Power Assisted JTO System - An Idea From Jaime G SadaDokumen13 halamanGyrocopter Ground Based Power Assisted JTO System - An Idea From Jaime G SadaEl Don de VolarBelum ada peringkat
- Mohamed Project Machine Qjt4-40Dokumen18 halamanMohamed Project Machine Qjt4-40mohamedBelum ada peringkat
- Urbino ElectricDokumen9 halamanUrbino ElectricPhilippine Bus Enthusiasts Society0% (1)
- Load Testing Now Available From SEW Service Centre in MackayDokumen2 halamanLoad Testing Now Available From SEW Service Centre in MackayR BhattacharyaBelum ada peringkat
- 05 E85 Driveline PDFDokumen24 halaman05 E85 Driveline PDFfulltransmissionBelum ada peringkat
- Indofab Industries DriveheadDokumen8 halamanIndofab Industries DriveheadRahul KalathilBelum ada peringkat
- Sistema Operacion Motor 3500 PDFDokumen80 halamanSistema Operacion Motor 3500 PDFjaimitooo100% (1)
- Flowserve CPX CPXR CPXN Manual PDFDokumen28 halamanFlowserve CPX CPXR CPXN Manual PDFHtet HlaingBelum ada peringkat
- 595 Obp Supplementary Parts Catalogue67Dokumen64 halaman595 Obp Supplementary Parts Catalogue67Workshop RSGBelum ada peringkat
- Pittman LCG BulletinDokumen20 halamanPittman LCG BulletinPablo MoralesBelum ada peringkat
- WM Porsche 944 Vol 1 Engine 8vDokumen279 halamanWM Porsche 944 Vol 1 Engine 8v9TECHNIKBelum ada peringkat
- Radial Arm Drill Press Model 1230: Operating Instructions and Parts ManualDokumen32 halamanRadial Arm Drill Press Model 1230: Operating Instructions and Parts ManualCesar VasquesBelum ada peringkat
- GSX750F W K4 PDFDokumen444 halamanGSX750F W K4 PDFLucas SoaresBelum ada peringkat
- 872GDokumen23 halaman872GJohn Calfuan AlfaroBelum ada peringkat
- SST and SSM: SST (Special Service Tools) C-2 SSM (Special Service Materials) C-11Dokumen11 halamanSST and SSM: SST (Special Service Tools) C-2 SSM (Special Service Materials) C-11Zeami Abel Pérez CantilloBelum ada peringkat
- Vibration Terms Synchronous Non-Synchronous and Sub-SynchronousDokumen3 halamanVibration Terms Synchronous Non-Synchronous and Sub-SynchronousLong NguyenBelum ada peringkat
- Inspection DT Scania 21633Dokumen8 halamanInspection DT Scania 21633Sarohman RohmanBelum ada peringkat
- 3200AMMe - Part 4Dokumen207 halaman3200AMMe - Part 4Tanja Kesic100% (1)
- On Floating and Flying WindmillDokumen33 halamanOn Floating and Flying WindmillTANISHK JHARWAL100% (1)
- KOMATSU Service News FN17006 KOWADokumen9 halamanKOMATSU Service News FN17006 KOWAgilar herliana putraBelum ada peringkat
- TM 9-747 155-MM GUN MOTOR CARRIAGEDokumen274 halamanTM 9-747 155-MM GUN MOTOR CARRIAGEAdvocate100% (2)
- Wichita Tension Control Systems Catalogue en 2009Dokumen44 halamanWichita Tension Control Systems Catalogue en 2009Ali RazuBelum ada peringkat
- VSD The Impact of Hybrid and Electric Powertrains On Vehicle Dynamics Control Systems and Energy RegenerationDokumen18 halamanVSD The Impact of Hybrid and Electric Powertrains On Vehicle Dynamics Control Systems and Energy RegenerationMahmoud AbuziadBelum ada peringkat
- 2010 Model Year Technical ForumDokumen89 halaman2010 Model Year Technical Forumpablo_sag18100% (3)
- Steering and Braking SystemDokumen70 halamanSteering and Braking SystemPatrick MAZIMPAKABelum ada peringkat