Anda mungkin juga menyukai
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDokumen12 halamanAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТBelum ada peringkat
- A Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsDokumen8 halamanA Closed-Form Expression For An Abrasive Waterjet Cutting Model For Ceramic MaterialsBota NickBelum ada peringkat
- Materials Today: Proceedings: C. Joel, T. JeyapoovanDokumen5 halamanMaterials Today: Proceedings: C. Joel, T. JeyapoovanPadmanabhan SBelum ada peringkat
- Cutting Performance of Glass-Vinyl Ester Composite by Abrasive Water JetDokumen34 halamanCutting Performance of Glass-Vinyl Ester Composite by Abrasive Water Jetalvian GaspolllBelum ada peringkat
- AbrasivewaterjetDokumen7 halamanAbrasivewaterjetTony starkBelum ada peringkat
- A Study of Abrasive Waterjet Cutting of Metallic Coated Sheet SteelsDokumen16 halamanA Study of Abrasive Waterjet Cutting of Metallic Coated Sheet Steelsmusaismail8863Belum ada peringkat
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDokumen11 halamanComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9Belum ada peringkat
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Dokumen6 halamanOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronBelum ada peringkat
- Irjet V4i5779Dokumen6 halamanIrjet V4i5779Anonymous EnW0dyJBelum ada peringkat
- A Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetDokumen8 halamanA Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetIhab El SawiBelum ada peringkat
- A Review On Current Research and Development in Abrasive Waterjet MachiningDokumen10 halamanA Review On Current Research and Development in Abrasive Waterjet MachiningRawad BorghiahBelum ada peringkat
- Akkurt 2002 PDFDokumen12 halamanAkkurt 2002 PDFDavid ThangaduraiBelum ada peringkat
- Study On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 ReamingDokumen6 halamanStudy On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 Reamingmustafa sertBelum ada peringkat
- 2019-Analysis and Modeling of Surface Roughness BasedDokumen5 halaman2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaBelum ada peringkat
- Bài báo khoa họcDokumen12 halamanBài báo khoa họcQuan NguyenBelum ada peringkat
- International Journal of Industrial Engineering ComputationsDokumen10 halamanInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርBelum ada peringkat
- MET 53 3 291 294 DahilDokumen4 halamanMET 53 3 291 294 DahilNenad SmiljkovicBelum ada peringkat
- 1 s2.0 S1526612521006551 MainDokumen10 halaman1 s2.0 S1526612521006551 MainIyan MehmoodBelum ada peringkat
- Mu Oz Escalona 2015Dokumen10 halamanMu Oz Escalona 2015Barrbara DiasBelum ada peringkat
- Literature Review On Tool Wear in Turning Operation of AluminiumDokumen3 halamanLiterature Review On Tool Wear in Turning Operation of AluminiumIsmail Ibn BehailuBelum ada peringkat
- Ijmet 11 01 001 PDFDokumen8 halamanIjmet 11 01 001 PDFMushtaq Ahmed ZakatiBelum ada peringkat
- Materials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaDokumen4 halamanMaterials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaGanesa BalamuruganBelum ada peringkat
- L16 Orthogonal Array For Tool Life, IRAQ Univ.Dokumen13 halamanL16 Orthogonal Array For Tool Life, IRAQ Univ.Chris SmithBelum ada peringkat
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDokumen14 halamanPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72Belum ada peringkat
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDokumen5 halamanImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhBelum ada peringkat
- Relationship Between Surface RoughnDokumen7 halamanRelationship Between Surface RoughnJohn TorrezBelum ada peringkat
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDokumen6 halamanMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueBelum ada peringkat
- Cui Zhao Tian 2013Dokumen13 halamanCui Zhao Tian 2013Lauriene UFPIBelum ada peringkat
- Karpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Dokumen12 halamanKarpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Chiheb BaBelum ada peringkat
- Journal Européen Des Systèmes Automatisés: Received: 9 July 2019 Accepted: 13 September 2019Dokumen9 halamanJournal Européen Des Systèmes Automatisés: Received: 9 July 2019 Accepted: 13 September 2019elie chaneBelum ada peringkat
- Surface Roughness MeasurementDokumen11 halamanSurface Roughness Measurement07Andhika IqbalBelum ada peringkat
- ProjectDokumen51 halamanProjectRushikesh DandagwhalBelum ada peringkat
- Blanking and Piercing Theory Applications and Rece PDFDokumen11 halamanBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirBelum ada peringkat
- Design of ShellDokumen11 halamanDesign of ShellsachinBelum ada peringkat
- Materials and Design2 PDFDokumen5 halamanMaterials and Design2 PDFSudhamani GonuguntlaBelum ada peringkat
- Water - Jet Cutting - A Precise Method For ManufactDokumen5 halamanWater - Jet Cutting - A Precise Method For ManufactBooms MastersBelum ada peringkat
- 08 - Chapter 3Dokumen6 halaman08 - Chapter 3AashishBelum ada peringkat
- 3 - Chamfer Texturing of Tungsten Carbide Inserts Applied To Turning of Grey Cast IronDokumen10 halaman3 - Chamfer Texturing of Tungsten Carbide Inserts Applied To Turning of Grey Cast IronVICTOR HUAMANBelum ada peringkat
- Comparative Assessment of Wiper and Standard Insert On Surface Roughness in Hard Turning of En-9 SteelDokumen4 halamanComparative Assessment of Wiper and Standard Insert On Surface Roughness in Hard Turning of En-9 SteelDJELLOULI KHALEDBelum ada peringkat
- New Billet Cutting Process Combining Torsion and SDokumen11 halamanNew Billet Cutting Process Combining Torsion and SDuc TrungBelum ada peringkat
- Optimization of Cutting Fluid Supply Based On The Motor CurrentDokumen10 halamanOptimization of Cutting Fluid Supply Based On The Motor CurrentAynamawBelum ada peringkat
- AWJCDokumen29 halamanAWJCМарија МиловановићBelum ada peringkat
- Abrasive Water Jet Machining PDFDokumen3 halamanAbrasive Water Jet Machining PDFbvnareshBelum ada peringkat
- Double Column Research Paper FormatDokumen7 halamanDouble Column Research Paper FormatniteshBelum ada peringkat
- NJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDokumen9 halamanNJMSE - Vol 9 Finite Element Modelling Cutting Speed Oluwajobi and EgbebodeDani SaadBelum ada peringkat
- NMCOE4054ijarseDokumen5 halamanNMCOE4054ijarseUsman AhmadBelum ada peringkat
- Correlation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesDokumen6 halamanCorrelation Among The Cutting Parameters, Surface Roughness and Cutting Forces in Turning Process by Experimental StudiesSurendra ShekhawatBelum ada peringkat
- 2015 JMSE Assessment of Microgrooved Cutting Tool in Dry Machining of AISI 1045 SteelDokumen9 halaman2015 JMSE Assessment of Microgrooved Cutting Tool in Dry Machining of AISI 1045 SteelNambiRajBelum ada peringkat
- 2 67 1587621735 6ijmperdjun20206Dokumen10 halaman2 67 1587621735 6ijmperdjun20206TJPRC PublicationsBelum ada peringkat
- Cutting Tool Wear Prediction in Machining Operations, A ReviewDokumen13 halamanCutting Tool Wear Prediction in Machining Operations, A ReviewManny MerazinniBelum ada peringkat
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDokumen5 halamanExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokumen9 halamanSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MBelum ada peringkat
- An Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewDokumen5 halamanAn Experimental Analysis of Process Parameters For EN-36C Alloy Steel Using CNC Lathe  " A ReviewfaizanBelum ada peringkat
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDokumen7 halamanInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenBelum ada peringkat
- SujitDokumen24 halamanSujitNehul PatilBelum ada peringkat
- 06 2009 041 Motorcu 391 401 3k 4kDokumen11 halaman06 2009 041 Motorcu 391 401 3k 4kGus DurBelum ada peringkat
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDokumen10 halamanInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaBelum ada peringkat
- Rugozitatea SuprafetelorDokumen7 halamanRugozitatea SuprafetelorcristinaBelum ada peringkat
- 1 s2.0 S0043164823001709 MainDokumen14 halaman1 s2.0 S0043164823001709 MainRaphaël ROYERBelum ada peringkat
- Akkurt 2002 PDFDokumen12 halamanAkkurt 2002 PDFDavid ThangaduraiBelum ada peringkat
- Protocol For Ambient Level Noise MonitoringDokumen5 halamanProtocol For Ambient Level Noise MonitoringDavid ThangaduraiBelum ada peringkat
- Phytochemical Analysis and Antimicrobial Evaluation of Chloroform Extracts of Stem and Roots of Scoparia Dulcis LDokumen6 halamanPhytochemical Analysis and Antimicrobial Evaluation of Chloroform Extracts of Stem and Roots of Scoparia Dulcis LDavid ThangaduraiBelum ada peringkat
- Immunostimulatory Effect of The Aqueous Leaf Extract of Responses of Oreochromis Mossambicus PetersDokumen3 halamanImmunostimulatory Effect of The Aqueous Leaf Extract of Responses of Oreochromis Mossambicus PetersDavid ThangaduraiBelum ada peringkat
- Immunomodulatory Activity of Aqueous Leaf Extract of Ocimum Kilimandscharicum Guerke in Clarias BatrachusDokumen10 halamanImmunomodulatory Activity of Aqueous Leaf Extract of Ocimum Kilimandscharicum Guerke in Clarias BatrachusDavid ThangaduraiBelum ada peringkat
- Concentration of Natural Radionuclides in Coal and Its End Products in Steel ProductionDokumen5 halamanConcentration of Natural Radionuclides in Coal and Its End Products in Steel ProductionDavid ThangaduraiBelum ada peringkat
- Ref 1Dokumen5 halamanRef 1David ThangaduraiBelum ada peringkat
- Distribution of Trace Elements in Coal and Coal Fly Ash and Their Recovery With Mineral Processing Practices: A ReviewDokumen16 halamanDistribution of Trace Elements in Coal and Coal Fly Ash and Their Recovery With Mineral Processing Practices: A ReviewDavid ThangaduraiBelum ada peringkat
- Astm A800-2014Dokumen7 halamanAstm A800-2014Mukesh kumarBelum ada peringkat
- Copper WeldingDokumen13 halamanCopper Weldingkatchani123Belum ada peringkat
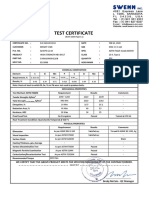
- Test Certificate: (BS EN 10204 Type 3.1)Dokumen1 halamanTest Certificate: (BS EN 10204 Type 3.1)Sachin NambiarBelum ada peringkat
- Engineering Materials: Metals and Their Alloys Ceramics Polymers CompositesDokumen53 halamanEngineering Materials: Metals and Their Alloys Ceramics Polymers CompositesSyed Muhammad AliBelum ada peringkat
- A Project Report On Summer Vocational Training in Bhilai Steel PlantDokumen24 halamanA Project Report On Summer Vocational Training in Bhilai Steel PlantRahul PandeyBelum ada peringkat
- V-1 2Dokumen44 halamanV-1 2tarunmisra85Belum ada peringkat
- Electrode Booklet F Web 8Dokumen1 halamanElectrode Booklet F Web 8satnamBelum ada peringkat
- 430 Specification PDFDokumen1 halaman430 Specification PDFGagat GongatBelum ada peringkat
- P355GHDokumen1 halamanP355GHCommercial MarocBelum ada peringkat
- SN359 1 2009 07 e材料对照表 PDFDokumen40 halamanSN359 1 2009 07 e材料对照表 PDFashey7777Belum ada peringkat
- Details - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesDokumen6 halamanDetails - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesToolgripBelum ada peringkat
- Sepction - 2Dokumen4 halamanSepction - 2k koradiaBelum ada peringkat
- Common UK Standards For Joining and Surfacing - TWIDokumen66 halamanCommon UK Standards For Joining and Surfacing - TWIarissaBelum ada peringkat
- Class Assessment Result For Grades 1-10 Learning Area: - (English/Filipino/Mtb/Ap/Esp)Dokumen18 halamanClass Assessment Result For Grades 1-10 Learning Area: - (English/Filipino/Mtb/Ap/Esp)Joe TitularBelum ada peringkat
- Propiedades Mecanicas - FastenerDokumen4 halamanPropiedades Mecanicas - FastenerEHT pipe100% (1)
- High-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification ForDokumen3 halamanHigh-Strength Carbon-Manganese Steel of Structural Quality: Standard Specification Forprajakt_pieBelum ada peringkat
- Boronizing and Resistance of SteelDokumen3 halamanBoronizing and Resistance of SteelELROHIR CULNAMOBelum ada peringkat
- TableData (1) UREADokumen2 halamanTableData (1) UREAcarlos sotoBelum ada peringkat
- ChromiteDokumen29 halamanChromiteVijay Chander Reddy Keesara100% (3)
- Asme Marking-And-Mechanical-Properties-Of-Steel-FastenersDokumen3 halamanAsme Marking-And-Mechanical-Properties-Of-Steel-Fastenersjyoti prakash singhBelum ada peringkat
- Recent Advances in Ceramics For DentistryDokumen10 halamanRecent Advances in Ceramics For DentistryMaqbul AlamBelum ada peringkat
- ASTM E415 15 Análisis de Carbono y Acero de Baja AleaciónDokumen11 halamanASTM E415 15 Análisis de Carbono y Acero de Baja AleaciónEacm McaeBelum ada peringkat
- Production Characteristics and Uses of Ferrochrome SlagDokumen9 halamanProduction Characteristics and Uses of Ferrochrome Slagpriya maranBelum ada peringkat
- Handbook For Plating 1 2Dokumen30 halamanHandbook For Plating 1 2ljubimirBelum ada peringkat
- MS22 SS MTCDokumen2 halamanMS22 SS MTCnmpurchasesBelum ada peringkat
- Lapidary Fundamentals - Cabochon Cutting - International Gem SociDokumen17 halamanLapidary Fundamentals - Cabochon Cutting - International Gem SociNick M100% (1)
- Ks3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsDokumen11 halamanKs3 Chem 9e Eq Q1to10 54marks 4students Metals and Corrosion 11pgsmatthewansell6977Belum ada peringkat
- Standard Astm b456Dokumen11 halamanStandard Astm b456Vaibhav ShuklaBelum ada peringkat
- Gazette No 67 DT 15-5-15Dokumen4 halamanGazette No 67 DT 15-5-15Tushar ShewaleBelum ada peringkat
- Science Stage-8 02 10RP AFP tcm143-639989Dokumen19 halamanScience Stage-8 02 10RP AFP tcm143-6399893eativity0% (1)