Anda mungkin juga menyukai
- Plan Haccp EmbutidosDokumen37 halamanPlan Haccp EmbutidosYeimy Valencia100% (2)
- Aplicación Del Sistema Haccp en El Proceso Productivo de Salchicha EnlatadaDokumen5 halamanAplicación Del Sistema Haccp en El Proceso Productivo de Salchicha EnlatadaEdwin CaicedoBelum ada peringkat
- HACCPDokumen46 halamanHACCPPilar Saravia Huaringa75% (4)
- Haccp EmbutidosDokumen59 halamanHaccp EmbutidosSantiago71% (7)
- HACCP Pollo PechugaDokumen37 halamanHACCP Pollo PechugaJosephQuispeArone0% (1)
- Plan HaccpDokumen34 halamanPlan HaccpAlejandro Orozco LievanoBelum ada peringkat
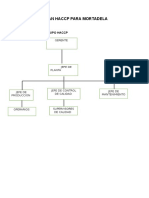
- Plan Haccp para MortadelaDokumen11 halamanPlan Haccp para MortadelaThony Arqueño Yllatopa80% (5)
- Elaboración de Plan Haccp para Embutidos de PolloDokumen22 halamanElaboración de Plan Haccp para Embutidos de PolloSEMINARIO ACEVEDO RAY EDWARDBelum ada peringkat
- HACCP en La Elaboracion de YogurtDokumen49 halamanHACCP en La Elaboracion de YogurtAdemar Estrada Osco60% (5)
- Implementacion de Haccp para Salchicha FranfurtDokumen18 halamanImplementacion de Haccp para Salchicha FranfurtSalvador Martinez VelazquezBelum ada peringkat
- 2 y 3. Carne y Productos CárnicosDokumen34 halaman2 y 3. Carne y Productos CárnicosMario Silva80% (5)
- Ficha Tecnica de MortadelaDokumen4 halamanFicha Tecnica de MortadelaXiomara Perdomo ForeroBelum ada peringkat
- Nuevas Tecnologias en EmbutidosDokumen24 halamanNuevas Tecnologias en EmbutidosatreiumrBelum ada peringkat
- Haccp de Harina de KiwichaDokumen46 halamanHaccp de Harina de KiwichaEsmid Henrry Carhuachin ValderramaBelum ada peringkat
- Cap Ingredientes y Aditivos Usados en La Industria CarnicDokumen8 halamanCap Ingredientes y Aditivos Usados en La Industria CarnicFranck110888% (8)
- Plan Haccp Hamburguesa CongeladaDokumen10 halamanPlan Haccp Hamburguesa CongeladaenriquezaBelum ada peringkat
- APPCC para Salchichas EnlatadasDokumen6 halamanAPPCC para Salchichas EnlatadasNicolás Noreña Toro0% (1)
- Manual HACCP Pescado 2020Dokumen88 halamanManual HACCP Pescado 2020Angel Suarez Ibarra50% (2)
- Plan Haccp para Chorizo PAMPLONADokumen17 halamanPlan Haccp para Chorizo PAMPLONAyhurli89% (28)
- Trabajo HACCPDokumen5 halamanTrabajo HACCPNatasha100% (1)
- Segunda Parte Haccp PatéDokumen10 halamanSegunda Parte Haccp PatéalisonBelum ada peringkat
- Aditivos en La Industria CarnicaDokumen20 halamanAditivos en La Industria CarnicaHaiger Ao Martinez BlBelum ada peringkat
- Haccp Chorizo WordDokumen10 halamanHaccp Chorizo Wordanni100% (1)
- Aditivos Utilizados en La Industria CarnicaDokumen42 halamanAditivos Utilizados en La Industria CarnicaAndres Felipe Ballesteros Hoyos50% (2)
- Haccp Pollo CongeladoDokumen19 halamanHaccp Pollo CongeladoLester Marin100% (6)
- Sistema HACCP - Corregido Mi ParteDokumen20 halamanSistema HACCP - Corregido Mi ParteMonica Espinoza RodriguezBelum ada peringkat
- SalchichaDokumen7 halamanSalchichaBethza AritaBelum ada peringkat
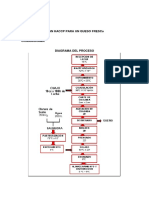
- Plan Haccp para Un Queso FrescoDokumen18 halamanPlan Haccp para Un Queso FrescoMaría Esther GonzálezBelum ada peringkat
- PCC para ChorizosDokumen59 halamanPCC para ChorizosPablo Ccaccasto HuallaBelum ada peringkat
- Plan Haccp Linea de PollosDokumen153 halamanPlan Haccp Linea de PollosMaximo Alberto Parhuana Paredes100% (2)
- HACCP Hamburguesa PDFDokumen26 halamanHACCP Hamburguesa PDFIVET100% (1)
- Plan HaccpDokumen25 halamanPlan HaccpGuelop100% (6)
- Plan HACCP PESCADODokumen25 halamanPlan HACCP PESCADOyuriBelum ada peringkat
- Haccp para Jamon ArticuloDokumen11 halamanHaccp para Jamon Articulosnupi89Belum ada peringkat
- Recepción materia primaDokumen7 halamanRecepción materia primaNAYBEA100% (1)
- Análisis Microbiológico de Leche Condensada (Recuperado)Dokumen8 halamanAnálisis Microbiológico de Leche Condensada (Recuperado)BorisDeLaCruzBelum ada peringkat
- Plan HACCP - Hamburguesa Baby KingDokumen44 halamanPlan HACCP - Hamburguesa Baby KingDaniel Percy Rojas Hurtado73% (15)
- Análisis INEN 1338 costilla ahumada QuevedoDokumen11 halamanAnálisis INEN 1338 costilla ahumada QuevedoRuben Poveda100% (1)
- Elaboración de Salchicha Tipo VienaDokumen27 halamanElaboración de Salchicha Tipo VienaLeonel Estrada0% (1)
- Plan HaccpDokumen28 halamanPlan HaccpAndrea Carolina MartinezBelum ada peringkat
- Tabla de Control Del Plan HACCP (1) Salchichas Estilo VienaDokumen6 halamanTabla de Control Del Plan HACCP (1) Salchichas Estilo VienaDavid UlchurBelum ada peringkat
- Practica de CarnicosDokumen18 halamanPractica de CarnicosEmmanuel Palacio GóezBelum ada peringkat
- CAPITULO 5 Elaboración de JamonesDokumen60 halamanCAPITULO 5 Elaboración de Jamonesnbm_198586% (14)
- Modelo HACCP crudo carne avesDokumen40 halamanModelo HACCP crudo carne avesJohnny GonzalezBelum ada peringkat
- Salchicha ActualDokumen47 halamanSalchicha ActualPilar Saravia Huaringa100% (1)
- Curado y AhumadoDokumen13 halamanCurado y AhumadoMaryale Di Giorgio0% (2)
- Diagrama Flujo SalchichaDokumen1 halamanDiagrama Flujo SalchichaDanitos Yepez Rivadeneira100% (3)
- Plan Haccp para Queso Fresco FinalDokumen27 halamanPlan Haccp para Queso Fresco Finalbcampos50% (2)
- 06 ChorizoDokumen5 halaman06 ChorizoCassie BooBelum ada peringkat
- Determinación Humedad pH AcidezDokumen35 halamanDeterminación Humedad pH AcidezOscar Omar GP100% (3)
- Manual Tecnologia de Carnes - Tomo IDokumen42 halamanManual Tecnologia de Carnes - Tomo Ialejandro_rex9904100% (9)
- Monografía SalchichasDokumen49 halamanMonografía SalchichasAndrea Barroso100% (2)
- UF0353 - Acondicionamiento de la carne para su uso industrialDari EverandUF0353 - Acondicionamiento de la carne para su uso industrialBelum ada peringkat
- Haccp y BPMDokumen28 halamanHaccp y BPMEdilberto Ttito QuispeBelum ada peringkat
- Plan Haccp Galletas de SandiaDokumen52 halamanPlan Haccp Galletas de SandiaIraida Janice100% (1)
- HACCP CampanoDokumen50 halamanHACCP CampanoYolanda Cristina Palomino Villegas100% (1)
- Sistema de Análisis de Riesgo y Puntos Críticos de Control.Dokumen12 halamanSistema de Análisis de Riesgo y Puntos Críticos de Control.Rancell severino100% (1)
- Manual HACCP LacteosDokumen90 halamanManual HACCP LacteosCarlos VizcarraBelum ada peringkat
- Aricpc Haccp PDFDokumen8 halamanAricpc Haccp PDFOctavio Samboni SamboniBelum ada peringkat
- Caso EmpresarialDokumen3 halamanCaso Empresarialmeilys gonzalez castroBelum ada peringkat
- Análisis Financiero de La Compañía de Minas BuenaventuraDokumen13 halamanAnálisis Financiero de La Compañía de Minas BuenaventuraMaryori EguiluzBelum ada peringkat
- Respuestas Del Examen Final - Mate FinancieraDokumen6 halamanRespuestas Del Examen Final - Mate Financieraguillermo corroBelum ada peringkat
- Ifrs Us GaapDokumen31 halamanIfrs Us GaapISAIBelum ada peringkat
- Orígenes de La Electricidad en El ParaguayDokumen5 halamanOrígenes de La Electricidad en El ParaguayGuillermo Lopez-FloresBelum ada peringkat
- Examen Final Adri 14 de 15Dokumen11 halamanExamen Final Adri 14 de 15anonimoBelum ada peringkat
- Mejor ValoradosDokumen12 halamanMejor ValoradosCristina crisitnaBelum ada peringkat
- Analisis Legal y Social PDFDokumen45 halamanAnalisis Legal y Social PDFJarold VelezBelum ada peringkat
- Correccion TallerDokumen52 halamanCorreccion TallerMarlon Caballero100% (1)
- Ejercicio Preparación y Presentación EFDokumen7 halamanEjercicio Preparación y Presentación EFCésar Augusto Rivas Guerra50% (2)
- Elenco Operacion PacificoDokumen3 halamanElenco Operacion PacificoArianna Ester Guette SarmientoBelum ada peringkat
- Segunda Entrega Proyecto Pensamiento EstrategicoDokumen19 halamanSegunda Entrega Proyecto Pensamiento EstrategicoRoberto Rey QuinteroBelum ada peringkat
- 18JUNDokumen11 halaman18JUNesmeralda escobedo vegaBelum ada peringkat
- Historia Del Petro LeoDokumen11 halamanHistoria Del Petro LeoManuel OvandoBelum ada peringkat
- Guías Clínicas - Centros de HemodiálisisDokumen142 halamanGuías Clínicas - Centros de HemodiálisisFrancesca Mazzolani100% (2)
- Fundamentos en Gestion IntegralDokumen13 halamanFundamentos en Gestion IntegralArelisHurtadoCaBezasBelum ada peringkat
- Tarea 13Dokumen2 halamanTarea 13Pricila HernandezBelum ada peringkat
- DETERMINACIOìN DE LA CURVA DE SOLUBILIDAD DEL KClO3 PDFDokumen2 halamanDETERMINACIOìN DE LA CURVA DE SOLUBILIDAD DEL KClO3 PDFVanessaEnsunchoBelum ada peringkat
- ANDERSSON FABIAN REYES RIVERA - 16320 - Assignsubmission - File - INTERES SIMPLEDokumen71 halamanANDERSSON FABIAN REYES RIVERA - 16320 - Assignsubmission - File - INTERES SIMPLEAndersson Fabián ReyesBelum ada peringkat
- Amortizacion y AnualidadesssDokumen6 halamanAmortizacion y Anualidadesssandresz61Belum ada peringkat
- Brief PublicitarioDokumen6 halamanBrief PublicitarioGustavo RamirezBelum ada peringkat
- De La Anticresis Convencional I Judicial Prenda Pretoria MineraDokumen18 halamanDe La Anticresis Convencional I Judicial Prenda Pretoria MineraRenato Pezoa HuertaBelum ada peringkat
- Cary Grant, La Elegancia NaturalDokumen4 halamanCary Grant, La Elegancia NaturalGustavo RassoBelum ada peringkat
- Me Quiero Enamorar - Rose B. LorenDokumen674 halamanMe Quiero Enamorar - Rose B. Lorengisel2006Belum ada peringkat
- Buenas y Malas Ideas de Negocios en MexicoDokumen11 halamanBuenas y Malas Ideas de Negocios en Mexicodiego hoyosBelum ada peringkat
- Pract. 1 Análisis de DrogasDokumen4 halamanPract. 1 Análisis de DrogasMarisol NeiraBelum ada peringkat
- Quiz 1Dokumen12 halamanQuiz 1alejascrib100% (1)
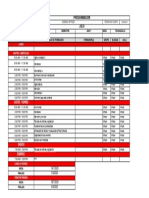
- Programacion Teusaquillo 4 PDFDokumen1 halamanProgramacion Teusaquillo 4 PDFsofiaBelum ada peringkat
- Iso 14024Dokumen12 halamanIso 14024Blanca Del Rosario Meza100% (1)
- Estratificación y Diagrama de Pareto: Herramientas para identificar causas raízDokumen31 halamanEstratificación y Diagrama de Pareto: Herramientas para identificar causas raíznando123abcBelum ada peringkat