Anda mungkin juga menyukai
- Chapter - I, Company ProfileDokumen12 halamanChapter - I, Company ProfileeswariBelum ada peringkat
- Manufacturing of Gears and Its ProcessDokumen21 halamanManufacturing of Gears and Its ProcessAnonymous uaKq5PQWcBelum ada peringkat
- Amp Report Gears NewDokumen30 halamanAmp Report Gears NewNamesh KorkeBelum ada peringkat
- Gear HobbingDokumen4 halamanGear Hobbingabdo.nabil3333333Belum ada peringkat
- A Project Progress Report On " ".: Design and Development of Multi-Tasking Cutting MachineDokumen13 halamanA Project Progress Report On " ".: Design and Development of Multi-Tasking Cutting Machineprabhat kumarBelum ada peringkat
- A Project Progress Report On " ".: Design and Development of Multi-Tasking Cutting MachineDokumen13 halamanA Project Progress Report On " ".: Design and Development of Multi-Tasking Cutting Machineprabhat kumarBelum ada peringkat
- Six Months Industrial Training Report: University Institute of Engineering & Technology M.D.University, Rohtak-124001Dokumen11 halamanSix Months Industrial Training Report: University Institute of Engineering & Technology M.D.University, Rohtak-124001Rohit BisnoiBelum ada peringkat
- Gear Manufacturing ProcessesDokumen6 halamanGear Manufacturing ProcessesSaurabh Mani90% (10)
- Design and Manufacturing of Zig-Zag Bar Bending MachineDokumen58 halamanDesign and Manufacturing of Zig-Zag Bar Bending MachineSachin T100% (1)
- Gear Manufacturing ReportDokumen10 halamanGear Manufacturing ReportSyedSalman AhmedBelum ada peringkat
- LatheDokumen8 halamanLathevinothkumarBelum ada peringkat
- Design and Fabrication of Multi Operational Material Removal MachineDokumen3 halamanDesign and Fabrication of Multi Operational Material Removal MachineDHAMOTHARAKUMARBelum ada peringkat
- Metal SpinningDokumen4 halamanMetal SpinningfranklynBelum ada peringkat
- Developments in Machine Tool Spindle TechnologyDokumen10 halamanDevelopments in Machine Tool Spindle TechnologyAli KhubbakhtBelum ada peringkat
- Gear ManufacturingDokumen24 halamanGear ManufacturingVikrant SharmaBelum ada peringkat
- Gear ManufacturingDokumen31 halamanGear Manufacturingvinu1175Belum ada peringkat
- Klocke 2014Dokumen56 halamanKlocke 2014ashoku24007Belum ada peringkat
- Design and Fabrication of Motorised Portable Multipurpose Machine Ijariie10167Dokumen10 halamanDesign and Fabrication of Motorised Portable Multipurpose Machine Ijariie10167127 -ME 54-Sumit SinghBelum ada peringkat
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDokumen3 halamanDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rBelum ada peringkat
- Gear Manufacturing MethodsDokumen11 halamanGear Manufacturing MethodsNaseem KhanBelum ada peringkat
- PD ReportDokumen6 halamanPD Reportbitish commectBelum ada peringkat
- An Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateDokumen13 halamanAn Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateTemesgen HenokBelum ada peringkat
- MCE527 - GEAR MANUFACTURING BNNGHHJH Lecture 4Dokumen7 halamanMCE527 - GEAR MANUFACTURING BNNGHHJH Lecture 4SandeepBelum ada peringkat
- MPrathyusha PMounica GKalyani GPrashanthi VenkataPhaniBabuV 30Dokumen9 halamanMPrathyusha PMounica GKalyani GPrashanthi VenkataPhaniBabuV 30Anonymous kZswaZ69oBelum ada peringkat
- Final Year ProjectDokumen23 halamanFinal Year ProjectKarthik SubramaniBelum ada peringkat
- Drilling, Cutting and Grinding System MechanismDokumen6 halamanDrilling, Cutting and Grinding System MechanismPrince PathakBelum ada peringkat
- What Is A SpindleDokumen73 halamanWhat Is A Spindlechirag220285Belum ada peringkat
- Dual Side Shaper Machine Increases Productivity Under 39 CharactersDokumen22 halamanDual Side Shaper Machine Increases Productivity Under 39 CharactersGopuBelum ada peringkat
- Multi-Function Operating Machine: A Conceptual Model: Sharad Srivastava, Shivam Srivastava, C.B.KhatriDokumen10 halamanMulti-Function Operating Machine: A Conceptual Model: Sharad Srivastava, Shivam Srivastava, C.B.KhatriAnkit SinghBelum ada peringkat
- 6.intro To Photo of Multi Drill HolderDokumen35 halaman6.intro To Photo of Multi Drill Holdervijay vijayBelum ada peringkat
- Welding Slag CLEANING MachineDokumen5 halamanWelding Slag CLEANING MachineSuganthan IasBelum ada peringkat
- Gear Manufacturing ProcessesDokumen60 halamanGear Manufacturing ProcessesPrabhath Jyøthülâ PJBelum ada peringkat
- ME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingDokumen87 halamanME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingTariq Aziz100% (2)
- Turning and Drilling PPT MFG Chapter23 FinalDokumen78 halamanTurning and Drilling PPT MFG Chapter23 FinalRavichandran GBelum ada peringkat
- IEEE Paper Report Multifunctional Machine ToolDokumen5 halamanIEEE Paper Report Multifunctional Machine ToolVijesh Prem.p.vBelum ada peringkat
- Super Finishing of Gear Tooth Profile Using Profile GrindingDokumen8 halamanSuper Finishing of Gear Tooth Profile Using Profile GrindingTJPRC PublicationsBelum ada peringkat
- Project PPT-2Dokumen43 halamanProject PPT-2vennasrinivasrao4Belum ada peringkat
- Shaping Breakthrough: Eliminating Mechanical Guides To Take Time and Cost Out of Helical Gear ProductionDokumen6 halamanShaping Breakthrough: Eliminating Mechanical Guides To Take Time and Cost Out of Helical Gear ProductionSanjay MehrishiBelum ada peringkat
- An Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateDokumen15 halamanAn Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateTemesgen HenokBelum ada peringkat
- Fabrication of portable hammer using crank and lever mechanismDokumen14 halamanFabrication of portable hammer using crank and lever mechanismMassive Minds100% (1)
- Gear ShapingDokumen5 halamanGear Shapingabdo.nabil3333333Belum ada peringkat
- Gear Manufacturing Process and Quality ImprovementDokumen47 halamanGear Manufacturing Process and Quality ImprovementMuhammad UmarBelum ada peringkat
- Gear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDokumen1 halamanGear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDhruv SutharBelum ada peringkat
- Research Paper On Lathe MachineDokumen6 halamanResearch Paper On Lathe Machineafeaxlaaa100% (1)
- Machine Tool Design Lab ManualDokumen40 halamanMachine Tool Design Lab ManualRohitGupta100% (2)
- Design & Fabrication of Multi-Purpose Machine: Jyoti, Surendra Gupta, Vaibhav Dwivedi, VikashDokumen6 halamanDesign & Fabrication of Multi-Purpose Machine: Jyoti, Surendra Gupta, Vaibhav Dwivedi, VikashPallerla Vishu ChariiBelum ada peringkat
- Design and Fabrication of Pneumatic Bar Bending MachineDokumen4 halamanDesign and Fabrication of Pneumatic Bar Bending MachineAnonymous kw8Yrp0R5rBelum ada peringkat
- Machine Tool Design Lab ManualDokumen40 halamanMachine Tool Design Lab ManualRohitGupta100% (1)
- Gear Cutting Operations GuideDokumen23 halamanGear Cutting Operations GuideHossam AliBelum ada peringkat
- NTN TR72 en P002Dokumen4 halamanNTN TR72 en P002murali036Belum ada peringkat
- Sub 1Dokumen6 halamanSub 1Aye Chan AungBelum ada peringkat
- Lathe Operations GuideDokumen10 halamanLathe Operations GuideUsama MughalBelum ada peringkat
- Irjet V5i4209 PDFDokumen6 halamanIrjet V5i4209 PDFSinghs vip addaBelum ada peringkat
- Influence of Bearing Arrangements For Static Stiffness Analysis of High Frequency Milling Spindle IJERTCONV3IS17007Dokumen7 halamanInfluence of Bearing Arrangements For Static Stiffness Analysis of High Frequency Milling Spindle IJERTCONV3IS17007fujy fujyBelum ada peringkat
- Motorised Hammer Project ReportDokumen35 halamanMotorised Hammer Project ReportRaja ManeBelum ada peringkat
- Fabrication of Four Way Hacksaw Blade MachineDokumen41 halamanFabrication of Four Way Hacksaw Blade MachineOmkar PatilBelum ada peringkat
- Guide:-Prof. Group Members: - : Design and Fabrication of Wood Engraving MachineDokumen19 halamanGuide:-Prof. Group Members: - : Design and Fabrication of Wood Engraving MachinePooja GBelum ada peringkat
- Presentation 4Dokumen21 halamanPresentation 4Satish ChavanBelum ada peringkat
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesDari EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Dari EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Belum ada peringkat
- SteelsDokumen28 halamanSteelsMalik Ansar HayatBelum ada peringkat
- Steel and Cast IronDokumen24 halamanSteel and Cast IronMuhammad ZariqBelum ada peringkat
- e500H-GS: Gear Cutting Development by Skiving Method: Technical ReportDokumen5 halamane500H-GS: Gear Cutting Development by Skiving Method: Technical ReportSuyyog Kishor LingrasBelum ada peringkat
- 32 Screw Threads and Gear Manufacturing MethodsDokumen21 halaman32 Screw Threads and Gear Manufacturing MethodsquockhanhspktBelum ada peringkat
- GEARDokumen13 halamanGEARpatel ketan89% (9)
- Laboratory Manual: Epartment of Echanical NgineeringDokumen46 halamanLaboratory Manual: Epartment of Echanical NgineeringSuyyog Kishor LingrasBelum ada peringkat
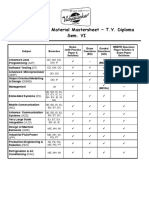
- Printed Study Material Mastersheet T.Y. Diploma Sem. VIDokumen1 halamanPrinted Study Material Mastersheet T.Y. Diploma Sem. VISuyyog Kishor LingrasBelum ada peringkat
- Design of Machinery-Robert LDokumen21 halamanDesign of Machinery-Robert LMuhammad Ali BakhtBelum ada peringkat
- Puma TT 1500 1800Dokumen20 halamanPuma TT 1500 1800Selvedin GudicBelum ada peringkat
- Home Fanuc LearnDokumen9 halamanHome Fanuc LearnVignesh VaranBelum ada peringkat
- ADTECH 9 Series CNC Maintenance ManualDokumen249 halamanADTECH 9 Series CNC Maintenance ManualAleksa GajićBelum ada peringkat
- Benz PDFDokumen52 halamanBenz PDFNéstor CastilloBelum ada peringkat
- SolidCAM 2016 Sim 5-Axis Milling User GuideDokumen424 halamanSolidCAM 2016 Sim 5-Axis Milling User GuideMaayan TamBelum ada peringkat
- Post Processor Notes For Tsugami TMA8Dokumen2 halamanPost Processor Notes For Tsugami TMA8Biser TodorovBelum ada peringkat
- BacklashDokumen15 halamanBacklashSenthil KumarBelum ada peringkat
- Production Technology: Department of Mechanical EngineeringDokumen17 halamanProduction Technology: Department of Mechanical Engineeringrahul bhattBelum ada peringkat
- MTM Lab Manual ContentsDokumen23 halamanMTM Lab Manual ContentsMian Abdul Rehman100% (1)
- SJP Mill BrochureDokumen4 halamanSJP Mill BrochureIgur EuiBelum ada peringkat
- Biesse Rover Gold 1232 - 2013 - enDokumen9 halamanBiesse Rover Gold 1232 - 2013 - enetors11Belum ada peringkat
- Mastercam Mill-Turn Tutorial: June 2017Dokumen198 halamanMastercam Mill-Turn Tutorial: June 2017Joy G MosesBelum ada peringkat
- Metabet C.F. S.A.® Pitesti: WWW - Metabet.ro Metabet@metabetDokumen8 halamanMetabet C.F. S.A.® Pitesti: WWW - Metabet.ro Metabet@metabetCatalin PanescuBelum ada peringkat
- Chapter 19 Explains Flexible Manufacturing Cells and SystemsDokumen60 halamanChapter 19 Explains Flexible Manufacturing Cells and Systemsgnanamanola sBelum ada peringkat
- XV1020A MXP100iB PDFDokumen8 halamanXV1020A MXP100iB PDFbreaker1999Belum ada peringkat
- Processes: Machine Learning-Based Energy System Model For Tissue Paper MachinesDokumen18 halamanProcesses: Machine Learning-Based Energy System Model For Tissue Paper MachinesTisna YanuBelum ada peringkat
- 0614 GearSolutionsDokumen60 halaman0614 GearSolutionsMarco Vinicius100% (1)
- Fanuc 31i-BM Standard Features and OptionsDokumen11 halamanFanuc 31i-BM Standard Features and OptionsgrennsaageeBelum ada peringkat
- PowerMill 2019 Feature Comparison MatrixDokumen2 halamanPowerMill 2019 Feature Comparison MatrixBojan RadovanovicBelum ada peringkat
- Design and Structural Analysis of 3 Axis CNC Milling Machine TableDokumen6 halamanDesign and Structural Analysis of 3 Axis CNC Milling Machine Tablewai phyoeBelum ada peringkat
- V18-1 Tos Varnsdorf PDFDokumen3 halamanV18-1 Tos Varnsdorf PDFskidamdnevnoBelum ada peringkat
- Cipet Training ReportDokumen34 halamanCipet Training ReportBABLU SHAIKH56% (9)
- Hobs Milling Cutters Ed0Dokumen16 halamanHobs Milling Cutters Ed0Hari PrasadBelum ada peringkat
- RIMBOYDokumen3 halamanRIMBOYRimboy RecañaBelum ada peringkat
- Catalog Mud Pump 25864Dokumen24 halamanCatalog Mud Pump 25864agus100% (1)
- Beveling MachineDokumen2 halamanBeveling MachineatesarikBelum ada peringkat
- Milling Center Basics: CNC, Tools, ProcessesDokumen5 halamanMilling Center Basics: CNC, Tools, ProcessesSelan MatlanBelum ada peringkat
- Automobile Manufacturing ProcessesDokumen45 halamanAutomobile Manufacturing Processespramod dhaigudeBelum ada peringkat
- 01programming SZGH-CNC1000MDcb (V3 2) - PDokumen134 halaman01programming SZGH-CNC1000MDcb (V3 2) - PCarlos RodriguezBelum ada peringkat