Anda mungkin juga menyukai
- Chilled Water Piping SupportDokumen1 halamanChilled Water Piping SupporthanyassawyBelum ada peringkat
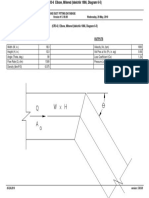
- Mitered Elbow Diagram 6-5 Idelchik 1986Dokumen1 halamanMitered Elbow Diagram 6-5 Idelchik 1986hanyassawyBelum ada peringkat
- Ref CycleDokumen1 halamanRef CyclehanyassawyBelum ada peringkat
- (CR3-6) Elbow, Mitered (Idelchik 1986, Diagram 6-5)Dokumen1 halaman(CR3-6) Elbow, Mitered (Idelchik 1986, Diagram 6-5)hanyassawyBelum ada peringkat
- CU PerformanceDokumen1 halamanCU PerformancehanyassawyBelum ada peringkat
- Biological Safety Cabinet Class II B2Dokumen1 halamanBiological Safety Cabinet Class II B2hanyassawyBelum ada peringkat
- Pipe SupportDokumen1 halamanPipe SupporthanyassawyBelum ada peringkat
- Boiling Water That May Cause A BurnDokumen1 halamanBoiling Water That May Cause A BurnhanyassawyBelum ada peringkat
- Va Design Guide: Magnetic Resonance ImagingDokumen62 halamanVa Design Guide: Magnetic Resonance ImagingAbhishek Sanker100% (1)
- Panel Barn Ventilation FanDokumen1 halamanPanel Barn Ventilation FanhanyassawyBelum ada peringkat
- Safety CabinetDokumen1 halamanSafety CabinethanyassawyBelum ada peringkat
- Dairy FarmDokumen1 halamanDairy FarmhanyassawyBelum ada peringkat
- ImagesDokumen1 halamanImageshanyassawyBelum ada peringkat
- ImagesDokumen1 halamanImageshanyassawyBelum ada peringkat
- Misting Dairy FarmsDokumen1 halamanMisting Dairy FarmshanyassawyBelum ada peringkat
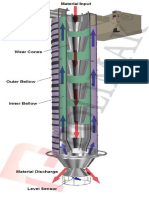
- Schematic DiagramDokumen1 halamanSchematic DiagramhanyassawyBelum ada peringkat
- Mist FansDokumen1 halamanMist FanshanyassawyBelum ada peringkat
- Tunnel RoadDokumen1 halamanTunnel RoadhanyassawyBelum ada peringkat
- Mist Fans For Cow CoolingDokumen1 halamanMist Fans For Cow CoolinghanyassawyBelum ada peringkat
- Farm 4Dokumen1 halamanFarm 4hanyassawyBelum ada peringkat
- Farm 5Dokumen1 halamanFarm 5hanyassawyBelum ada peringkat
- Farm 6Dokumen1 halamanFarm 6hanyassawyBelum ada peringkat
- Farm 1Dokumen1 halamanFarm 1hanyassawyBelum ada peringkat
- Farm 3Dokumen1 halamanFarm 3hanyassawyBelum ada peringkat
- Data Rates-Tunnel Works 2014-15Dokumen1 halamanData Rates-Tunnel Works 2014-15hanyassawyBelum ada peringkat
- Farm 2Dokumen1 halamanFarm 2hanyassawyBelum ada peringkat
- Data Rates-Tunnel Works 2014-15Dokumen93 halamanData Rates-Tunnel Works 2014-15Dheeraj ThakurBelum ada peringkat
- HowDokumen1 halamanHowhanyassawyBelum ada peringkat
- Bulk StoreDokumen1 halamanBulk StorehanyassawyBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- First Law of Thermodynamics: Unit IIDokumen24 halamanFirst Law of Thermodynamics: Unit IIfrendBelum ada peringkat
- 2011 Final AnswerDokumen8 halaman2011 Final Answerxuan1002Belum ada peringkat
- Optimising Total Site Utility SystemsDokumen189 halamanOptimising Total Site Utility Systemsvazzoleralex6884Belum ada peringkat
- Tutorial Chapter 2Dokumen3 halamanTutorial Chapter 2Mohd AsrulBelum ada peringkat
- BTD SyllabusDokumen3 halamanBTD SyllabusSubuddhi DamodarBelum ada peringkat
- Chapter Nine Heat Integration: 9.1. Synthesis of Heat-Exchange Networks (Hens)Dokumen47 halamanChapter Nine Heat Integration: 9.1. Synthesis of Heat-Exchange Networks (Hens)Catlinhbk08Belum ada peringkat
- Chemcad Physical PropertiesDokumen108 halamanChemcad Physical Propertiesmurdanetap957100% (1)
- Combustion of MethaneDokumen5 halamanCombustion of MethaneMuhammad Farhan AfifuddinBelum ada peringkat
- An Open Source FCC Model Santander Et Al 2022Dokumen17 halamanAn Open Source FCC Model Santander Et Al 2022TwinkleBelum ada peringkat
- Calorimetry IntroDokumen2 halamanCalorimetry Introchrxn_17Belum ada peringkat
- Design and Fabrication of Plate FreezerDokumen41 halamanDesign and Fabrication of Plate FreezerSenthil Kumar100% (1)
- F. Huang - Engineering ThermodynamicsDokumen52 halamanF. Huang - Engineering ThermodynamicsHectorCabz100% (1)
- SRICHAITANYAEDUCATIONALINSTITUTIONSNEETWET21SYLLABUSDokumen1 halamanSRICHAITANYAEDUCATIONALINSTITUTIONSNEETWET21SYLLABUSCR RaghavBelum ada peringkat
- BLB 14e ch05 LectureDokumen57 halamanBLB 14e ch05 LectureJay FortunadoBelum ada peringkat
- Joule's Experiment and the First Law of ThermodynamicsDokumen81 halamanJoule's Experiment and the First Law of ThermodynamicsKarthik Teja MummareddiBelum ada peringkat
- C-219 (20-22) Thermodynaics-2Dokumen17 halamanC-219 (20-22) Thermodynaics-233-Siddharth NairBelum ada peringkat
- Energy Balance - Part IIDokumen19 halamanEnergy Balance - Part II랄뚜기Belum ada peringkat
- List Definition ChemistryDokumen9 halamanList Definition Chemistryrandi saputraBelum ada peringkat
- ASME Steam Tables PDFDokumen32 halamanASME Steam Tables PDFSalman KhanBelum ada peringkat
- F322 Jan 11Dokumen24 halamanF322 Jan 11shah3390Belum ada peringkat
- Energetics QPDokumen11 halamanEnergetics QPKarim WaelBelum ada peringkat
- Simulation of Manufacturing Process of NitrobenzeneDokumen83 halamanSimulation of Manufacturing Process of NitrobenzeneRashid Fikri100% (1)
- 06 BT-46 Bio Process Principles & CalculationsDokumen6 halaman06 BT-46 Bio Process Principles & CalculationsRaazia Mir50% (2)
- Chapter 4 Energy Balance-Production of Hydrochloric AcidDokumen36 halamanChapter 4 Energy Balance-Production of Hydrochloric AcidSuraya Afriyani100% (1)
- Water Equivalent - Lab1Dokumen5 halamanWater Equivalent - Lab1Sana NgaBelum ada peringkat
- M.E. EnergyDokumen45 halamanM.E. EnergyRahaman khanBelum ada peringkat
- Dual PorosityDokumen12 halamanDual PorosityHafiizhNurrahmanBelum ada peringkat
- R22 Properties in Metric UnitsDokumen7 halamanR22 Properties in Metric UnitsJeffBelum ada peringkat
- A Rule Based Steam Distribution System PDFDokumen12 halamanA Rule Based Steam Distribution System PDFTony LewisBelum ada peringkat
- CHAPTER 05 Compressible Fluid FlowDokumen70 halamanCHAPTER 05 Compressible Fluid FlowNik Hafiy HafiziBelum ada peringkat