Anda mungkin juga menyukai
- GE Gas Turbine Compressor Washing GuideDokumen18 halamanGE Gas Turbine Compressor Washing GuideEmadAlhosien AlhosienBelum ada peringkat
- ASME Presentation Nov 2014 PDFDokumen56 halamanASME Presentation Nov 2014 PDFdf_campos33530% (2)
- Advantages of Aeroderivatives IAGT 206 - Final - PaperDokumen15 halamanAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpBelum ada peringkat
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDokumen4 halamanList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZBelum ada peringkat
- Siemens GTDokumen8 halamanSiemens GThbalu007Belum ada peringkat
- VBR Strategic Spare Parts Planning-2Dokumen18 halamanVBR Strategic Spare Parts Planning-2jampukBelum ada peringkat
- AE64.3A Fast Flexible Gas TurbineDokumen2 halamanAE64.3A Fast Flexible Gas TurbineIvana SpanovicBelum ada peringkat
- GearboxDokumen16 halamanGearboxMehul zareBelum ada peringkat
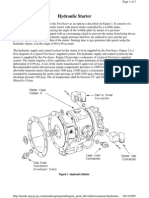
- Figure 1. Hydraulic StarterDokumen3 halamanFigure 1. Hydraulic StarterDenis JimenezBelum ada peringkat
- Borsecope Inspection PDFDokumen9 halamanBorsecope Inspection PDFahmedBelum ada peringkat
- Til 1236-R2Dokumen5 halamanTil 1236-R2makarov.olegBelum ada peringkat
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDokumen4 halamanTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- Technical Specifications, Fuel Nozzle GR 127 PDFDokumen8 halamanTechnical Specifications, Fuel Nozzle GR 127 PDFMadhan KumarBelum ada peringkat
- Variable Inlet Guide Vane System: GE Power SystemsDokumen4 halamanVariable Inlet Guide Vane System: GE Power Systemsanggita gigih wahyu iriawan100% (1)
- GT Gas Fuel and Air FlowDokumen38 halamanGT Gas Fuel and Air FlowhinaBelum ada peringkat
- T 2055 R 1Dokumen6 halamanT 2055 R 1srinivasBelum ada peringkat
- Thermal Peaking PDFDokumen26 halamanThermal Peaking PDFkhozaqiBelum ada peringkat
- CPM - Ap - Lm6000-Ind-024 (1) 2009Dokumen64 halamanCPM - Ap - Lm6000-Ind-024 (1) 2009Victor Nahun ReyesBelum ada peringkat
- MS5002E NewDokumen8 halamanMS5002E Newecs71100% (2)
- Gea32081a LM6000 - Pa - Us - R1 - LRDokumen1 halamanGea32081a LM6000 - Pa - Us - R1 - LRErik Van GroningenBelum ada peringkat
- Repair Document RD-51-B1-1001 Rev: BDokumen13 halamanRepair Document RD-51-B1-1001 Rev: BCiro MontielBelum ada peringkat
- Technical Paper - SGT400 ASME 2002Dokumen9 halamanTechnical Paper - SGT400 ASME 2002usaid saifullahBelum ada peringkat
- TIL 1420-2r1 Lube Oil Logic EnhancementDokumen4 halamanTIL 1420-2r1 Lube Oil Logic EnhancementManuel L LombarderoBelum ada peringkat
- Til 1323-3R1Dokumen2 halamanTil 1323-3R1Hernan GirautBelum ada peringkat
- Incoming Inspection of Hot Gas PathDokumen2 halamanIncoming Inspection of Hot Gas Pathshashikanth79100% (1)
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDokumen7 halamanUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Increase Performance and Flexibility with GT26 MXL2 UpgradeDokumen4 halamanIncrease Performance and Flexibility with GT26 MXL2 UpgradeMai DangBelum ada peringkat
- Gas Turbine Compressor IssuesDokumen9 halamanGas Turbine Compressor IssuesJJBelum ada peringkat
- GE LM6000 1275-GryDokumen1 halamanGE LM6000 1275-GryuzairmughalBelum ada peringkat
- SBLM2500 IND 174rev1Dokumen7 halamanSBLM2500 IND 174rev1Daniil SerovBelum ada peringkat
- Advanced Compressor Less Purge ControlsDokumen32 halamanAdvanced Compressor Less Purge ControlsMaha BlueBelum ada peringkat
- GE Gas Turbines Were Basically Divided Into 3 DifferentDokumen3 halamanGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36Belum ada peringkat
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFDokumen1 halaman6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFLenin RamonBelum ada peringkat
- Equipment Definition: Component LiteratureDokumen5 halamanEquipment Definition: Component LiteratureAbbas AkbarBelum ada peringkat
- 9e PDFDokumen12 halaman9e PDFgayani100% (1)
- 2.4 MBM Combustor Dilution Air SystemDokumen6 halaman2.4 MBM Combustor Dilution Air SystemmiladBelum ada peringkat
- T 1918Dokumen4 halamanT 1918esutjiadiBelum ada peringkat
- GE 9FA Water Wash PROCEDURE FinalDokumen43 halamanGE 9FA Water Wash PROCEDURE FinalAbdelaziz EldeebBelum ada peringkat
- GE Frame 9E Turbine Stator and Rotor ConstructionDokumen14 halamanGE Frame 9E Turbine Stator and Rotor ConstructionArashBelum ada peringkat
- GE introduces new air-cooled H-class gas turbinesDokumen5 halamanGE introduces new air-cooled H-class gas turbineslink2u_007Belum ada peringkat
- SAC and DLE PDFDokumen29 halamanSAC and DLE PDFMehulkumar PatelBelum ada peringkat
- Aero Grid Stability PAPER Sept 2011Dokumen25 halamanAero Grid Stability PAPER Sept 2011igunhakam55Belum ada peringkat
- Nickel Base Alloy GTD 222Dokumen2 halamanNickel Base Alloy GTD 222JJBelum ada peringkat
- Igv 7eaDokumen2 halamanIgv 7eaSamir BenabdallahBelum ada peringkat
- Gas ValveDokumen9 halamanGas ValveJJBelum ada peringkat
- M&M at DLN1Dokumen8 halamanM&M at DLN1Muralimohan MolabantiBelum ada peringkat
- NIC 13.20 Rev.01Dokumen15 halamanNIC 13.20 Rev.01Mahmoud Ahmed100% (1)
- MHPS Jac GTDokumen7 halamanMHPS Jac GTkp pkBelum ada peringkat
- Tools Turbine PDFDokumen117 halamanTools Turbine PDFamjadBelum ada peringkat
- Offshore Kurz SolarDokumen28 halamanOffshore Kurz Solarstuntmanz100% (1)
- IC 51 B1 1001+Rev+DDokumen40 halamanIC 51 B1 1001+Rev+DCiro Montiel100% (1)
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeDokumen13 halamanI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad AfifBelum ada peringkat
- Natural Gas Fuel Specifications for GE Gas TurbinesDokumen29 halamanNatural Gas Fuel Specifications for GE Gas Turbinesphoenix609Belum ada peringkat
- Gas Turbine Performance MonitoringDokumen109 halamanGas Turbine Performance MonitoringSamir Benabdallah100% (1)
- Detailed Hot Section Mapping of Siemens SGT 600 PDFDokumen19 halamanDetailed Hot Section Mapping of Siemens SGT 600 PDFfrdnBelum ada peringkat
- Til 1213 R1Dokumen6 halamanTil 1213 R1Hernan GirautBelum ada peringkat
- Sgt-600 GT Mechdrive enDokumen4 halamanSgt-600 GT Mechdrive enRoozbeh PBelum ada peringkat
- 1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesDokumen8 halaman1989 Aker Predicting Gas Turbine Performance Degradation Due To Compressor Fouling Using Computer Simulation TechniquesArgenomSaubiBelum ada peringkat
- GEI41042 Rev O - Washing-Cleaning PDFDokumen12 halamanGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalBelum ada peringkat
- Compressor WashingDokumen5 halamanCompressor Washingsamil68Belum ada peringkat
- 3202.31.DIES - INSTRUMENT TUBING SCHEDULE.24018 - Rev03Dokumen5 halaman3202.31.DIES - INSTRUMENT TUBING SCHEDULE.24018 - Rev03Chidiebere Samuel OkogwuBelum ada peringkat
- Alternative Source For Gas Supply To Indorama ProjectDokumen4 halamanAlternative Source For Gas Supply To Indorama ProjectChidiebere Samuel OkogwuBelum ada peringkat
- Start Time SN Job Step Hazard Hazard Controls Status CommentsDokumen3 halamanStart Time SN Job Step Hazard Hazard Controls Status CommentsChidiebere Samuel OkogwuBelum ada peringkat
- Install PDFDokumen12 halamanInstall PDFMd NazrulBelum ada peringkat
- VerbalReasoningTest1 QuestionDokumen12 halamanVerbalReasoningTest1 QuestionChidiebere Samuel OkogwuBelum ada peringkat
- Thin Material: Nozzle Segment Indication ZonesDokumen1 halamanThin Material: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- Dragnet Abstract Reasoning Test 1&2 SolutionsDokumen10 halamanDragnet Abstract Reasoning Test 1&2 SolutionsChidiebere Samuel OkogwuBelum ada peringkat
- Alternative Gas Supply for IndoramaDokumen19 halamanAlternative Gas Supply for IndoramaChidiebere Samuel OkogwuBelum ada peringkat
- 3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Dokumen6 halaman3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Chidiebere Samuel OkogwuBelum ada peringkat
- Start Time SN Job Step Hazard Harzard Controls Status CommentsDokumen3 halamanStart Time SN Job Step Hazard Harzard Controls Status CommentsChidiebere Samuel OkogwuBelum ada peringkat
- TTD Setup For Ajax (2015 - 11 - 23 10 - 24 - 32 UTC)Dokumen1 halamanTTD Setup For Ajax (2015 - 11 - 23 10 - 24 - 32 UTC)Chidiebere Samuel OkogwuBelum ada peringkat
- Family KKS Maintenance Period Detail PM TasksDokumen6 halamanFamily KKS Maintenance Period Detail PM TasksChidiebere Samuel OkogwuBelum ada peringkat
- Errosion: Nozzle Segment Indication ZonesDokumen1 halamanErrosion: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- Nozzle Segment Indication Zones: A B C B D D E FDokumen1 halamanNozzle Segment Indication Zones: A B C B D D E FChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
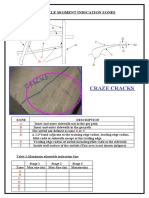
- Craze Cracks: Nozzle Segment Indication ZonesDokumen1 halamanCraze Cracks: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuBelum ada peringkat
- Field Technical Instruction: John Brown Engineering Customer Service DivisionDokumen2 halamanField Technical Instruction: John Brown Engineering Customer Service DivisionChidiebere Samuel OkogwuBelum ada peringkat
- Nozzle Segment Indication Zones GuideDokumen1 halamanNozzle Segment Indication Zones GuideChidiebere Samuel OkogwuBelum ada peringkat
- KVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONDokumen2 halamanKVAERNER ENERGY LTD THERMAL POWER DIVISION CSD FIELD TECHNICAL INSTRUCTIONChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- FTI0257Dokumen3 halamanFTI0257Chidiebere Samuel OkogwuBelum ada peringkat
- Technical Information Letter: Replacement of 6B ST Age-2 BucketsDokumen1 halamanTechnical Information Letter: Replacement of 6B ST Age-2 BucketsChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- T12833-Purge Air CHK VLVDokumen6 halamanT12833-Purge Air CHK VLVJEORJEBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen1 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDokumen2 halamanKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuBelum ada peringkat
- Technical Information Letter: Five-Wire Flame Detector System ReplacementDokumen1 halamanTechnical Information Letter: Five-Wire Flame Detector System ReplacementChidiebere Samuel OkogwuBelum ada peringkat
- Technical Information Letter: Load Coupling Nut EventDokumen1 halamanTechnical Information Letter: Load Coupling Nut EventChidiebere Samuel OkogwuBelum ada peringkat
- Multimeter GB GMT-318 ManualDokumen10 halamanMultimeter GB GMT-318 ManualshulistBelum ada peringkat
- Saeco Vienna Plus enDokumen20 halamanSaeco Vienna Plus enEduardo MarcelinoBelum ada peringkat
- Science 5 ST 1Dokumen3 halamanScience 5 ST 1Nila Mae CalpoBelum ada peringkat
- HOSP SIBU Policy FebDokumen79 halamanHOSP SIBU Policy Febdanial78100% (1)
- Studies on Mesophilic Anaerobic Digestion of Water Hyacinth for Biogas ProductionDokumen10 halamanStudies on Mesophilic Anaerobic Digestion of Water Hyacinth for Biogas ProductionRG Segaran100% (1)
- Press Working OperationsDokumen23 halamanPress Working OperationsKanagaraj Ganesan100% (1)
- CB-8491 Heat Recovery BrochureDokumen8 halamanCB-8491 Heat Recovery Brochurekats2404Belum ada peringkat
- Pressure-Control Valves PDFDokumen15 halamanPressure-Control Valves PDFRagab Abulmagd100% (1)
- G314 PDFDokumen4 halamanG314 PDFAnonymous Q6OloSJcvmBelum ada peringkat
- The Structure and Economics of The Indian Bottled Water IndustryDokumen5 halamanThe Structure and Economics of The Indian Bottled Water IndustryshantidsaBelum ada peringkat
- Hempel's Thinner 0870000000Dokumen10 halamanHempel's Thinner 0870000000yacubodingBelum ada peringkat
- 005 Ohs-Cop-Starrt & JhaDokumen10 halaman005 Ohs-Cop-Starrt & Jhaloveson709Belum ada peringkat
- Research About E-Waste in EcuadorDokumen5 halamanResearch About E-Waste in Ecuadorserendipity foxBelum ada peringkat
- Bio GR 9Dokumen4 halamanBio GR 9api-253466750Belum ada peringkat
- Saccharum Spontaneum An Underutilized TaDokumen8 halamanSaccharum Spontaneum An Underutilized TaKathrynAlcantaraMagnayeBelum ada peringkat
- Dechlorination of WaterDokumen4 halamanDechlorination of WaterByaruhanga EmmanuelBelum ada peringkat
- Decoupling: Natural Resource Use and Environmental Impacts From Economic GrowthDokumen174 halamanDecoupling: Natural Resource Use and Environmental Impacts From Economic GrowthUnited Nations Environment ProgrammeBelum ada peringkat
- Al Manhal 2012 IssueDokumen20 halamanAl Manhal 2012 Issuei_m_pranayBelum ada peringkat
- Epec 3606 Control Unit: Technical DocumentDokumen49 halamanEpec 3606 Control Unit: Technical DocumentJoao SilvaBelum ada peringkat
- Msds Sigma Alphagen 20 SeriesDokumen8 halamanMsds Sigma Alphagen 20 SerieskumarBelum ada peringkat
- Designing a 150 Ton MRF to Boost NYC RecyclingDokumen43 halamanDesigning a 150 Ton MRF to Boost NYC Recyclingkghlkhglkghkl100% (2)
- Copper Volume 2 PDFDokumen378 halamanCopper Volume 2 PDFLeonardo Paliza100% (1)
- Web Wkdrw-2esa40007014 Euret ManualDokumen20 halamanWeb Wkdrw-2esa40007014 Euret Manualeistein lliqueBelum ada peringkat
- DAO 2010-06 - Guidelines On The Use of Alternative Fuels and Raw Materials in Cement KilnsDokumen10 halamanDAO 2010-06 - Guidelines On The Use of Alternative Fuels and Raw Materials in Cement KilnsPacific SpectrumBelum ada peringkat
- STPP Technical - MsdsDokumen7 halamanSTPP Technical - MsdskusmanBelum ada peringkat
- Msds Colonial CapdmaDokumen3 halamanMsds Colonial Capdmamndmatt100% (2)
- Streetlight ReportDokumen72 halamanStreetlight ReportAbraham Seco ArmestoBelum ada peringkat
- Catastrophic flow failures of mine waste and municipal refuse dumpsDokumen18 halamanCatastrophic flow failures of mine waste and municipal refuse dumpsKevinBelum ada peringkat
- Corporate Eveready MFGDokumen8 halamanCorporate Eveready MFGVignesh WaranBelum ada peringkat
- Veolia Contract Complete (Redacted)Dokumen496 halamanVeolia Contract Complete (Redacted)etajohnBelum ada peringkat