Anda mungkin juga menyukai
- Flame Arrestor Data SheetDokumen1 halamanFlame Arrestor Data SheetErnesto100% (1)
- 3927 - 01 - 00 - 02 - Follow-Up Amplifier AS, Type 139-158Dokumen69 halaman3927 - 01 - 00 - 02 - Follow-Up Amplifier AS, Type 139-158Marios Apostolou100% (2)
- Us 56739391Dokumen7 halamanUs 56739391Mohit PadheeBelum ada peringkat
- Three-Phase Unbalance and Voltage Monitor Circuit US5369541Dokumen10 halamanThree-Phase Unbalance and Voltage Monitor Circuit US5369541subithk4906Belum ada peringkat
- United States Patent: Y Reflected BeamDokumen5 halamanUnited States Patent: Y Reflected Beammohamed hemdanBelum ada peringkat
- 交流电源测试装置和方法Dokumen8 halaman交流电源测试装置和方法4671 WenBelum ada peringkat
- United States Patent (10) Patent No.: US 6,577,512 B2: Tripathi Et Al. (45) Date of Patent: Jun. 10, 2003Dokumen6 halamanUnited States Patent (10) Patent No.: US 6,577,512 B2: Tripathi Et Al. (45) Date of Patent: Jun. 10, 2003Alex KattamisBelum ada peringkat
- Overcurrent Protection Circuit Utilizing Peak Detection Circuit With Variable Dynamic ResponseDokumen9 halamanOvercurrent Protection Circuit Utilizing Peak Detection Circuit With Variable Dynamic Response周朝灵Belum ada peringkat
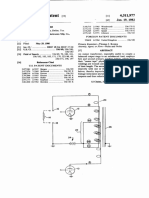
- United States Patent (19) : (54) Output TransformerDokumen6 halamanUnited States Patent (19) : (54) Output TransformerLeonardo MarraffiniBelum ada peringkat
- United States Patent: - 3 C.T. V. V6 TaseDokumen9 halamanUnited States Patent: - 3 C.T. V. V6 TaseMuhammad NazeerBelum ada peringkat
- US5530166Dokumen13 halamanUS5530166enriqueramoscBelum ada peringkat
- Scan 12 Jul 2020Dokumen2 halamanScan 12 Jul 2020dhriti kapoorBelum ada peringkat
- Naszeeleb!: N: First EistDokumen7 halamanNaszeeleb!: N: First Eistjai2009Belum ada peringkat
- GRS Is: (12) United States Patent (10) Patent No.: US 6,285,139 B1Dokumen9 halamanGRS Is: (12) United States Patent (10) Patent No.: US 6,285,139 B1Alex KattamisBelum ada peringkat
- US5498383Dokumen13 halamanUS5498383Kerem BBelum ada peringkat
- RC 1970 01 PDFDokumen68 halamanRC 1970 01 PDFAntonio Madueño LunaBelum ada peringkat
- Motor Protection Relay Using Thermal ModelsDokumen7 halamanMotor Protection Relay Using Thermal ModelsAlexander ToyoBelum ada peringkat
- United States Patent (10) Patent No.: US 6,611,186 B2Dokumen12 halamanUnited States Patent (10) Patent No.: US 6,611,186 B2Vansala GanesanBelum ada peringkat
- Cameron HC 18 750 15K ConnectorDokumen24 halamanCameron HC 18 750 15K ConnectorНикита Промиснкий100% (1)
- Liquid Liquid ExtractorDokumen9 halamanLiquid Liquid ExtractorSnehasish Barman RoyBelum ada peringkat
- Effés: United States PatentDokumen4 halamanEffés: United States PatentsivakumarBelum ada peringkat
- Patent Application Publication (10) Pub. No.: US 2011/0024552 A1Dokumen12 halamanPatent Application Publication (10) Pub. No.: US 2011/0024552 A1Abdull ShaikhBelum ada peringkat
- United States Patent (19) : Gilstrap, JRDokumen5 halamanUnited States Patent (19) : Gilstrap, JRAnton DremlyugaBelum ada peringkat
- YBRKDokumen16 halamanYBRKSebastian VasquesBelum ada peringkat
- Raymond, 22 KW, With Star Delta BypassDokumen2 halamanRaymond, 22 KW, With Star Delta Bypassarchana landeBelum ada peringkat
- United States Patent 119)Dokumen5 halamanUnited States Patent 119)Arda AkberkBelum ada peringkat
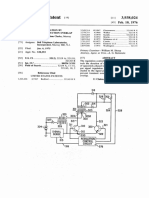
- Supply Line ?: United States Patent (19) 11 Patent Number: 5,835,319Dokumen7 halamanSupply Line ?: United States Patent (19) 11 Patent Number: 5,835,319Sanjiv SharanBelum ada peringkat
- Us 4158382Dokumen12 halamanUs 4158382AdailsonBelum ada peringkat
- United States Patent 19: 11 Patent Number: 45 Date of PatentDokumen13 halamanUnited States Patent 19: 11 Patent Number: 45 Date of PatentVishal TBelum ada peringkat
- United States Patent (19) : 11) Patent Number: 4,864,547 (45) Date of Patent: Sep. 5, 1989Dokumen18 halamanUnited States Patent (19) : 11) Patent Number: 4,864,547 (45) Date of Patent: Sep. 5, 1989mohasBelum ada peringkat
- Installation Calculation Report: New - Project FullDokumen32 halamanInstallation Calculation Report: New - Project FullFianHidayatBelum ada peringkat
- United States Patent: Apparatus and Method ForDokumen7 halamanUnited States Patent: Apparatus and Method ForLuigi TencoBelum ada peringkat
- Tayug I Substation Operating Procedures and GuidelinesDokumen6 halamanTayug I Substation Operating Procedures and GuidelinesTrenchera SubstationBelum ada peringkat
- United States Patent (19) : (22 Filed: Feb. 16, 1971Dokumen11 halamanUnited States Patent (19) : (22 Filed: Feb. 16, 1971Stere StereBelum ada peringkat
- LGMK MikonosDokumen16 halamanLGMK Mikonosm.pilotto71Belum ada peringkat
- PD SystemDokumen6 halamanPD SystemSalvador PérezBelum ada peringkat
- Us 6275016Dokumen12 halamanUs 6275016Emer nelsonBelum ada peringkat
- United States Patent: (12) (10) Patent No.: US 7,109,625 B1Dokumen34 halamanUnited States Patent: (12) (10) Patent No.: US 7,109,625 B1Paul D. GenoveseBelum ada peringkat
- Will O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Dokumen7 halamanWill O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Khant Wai YanBelum ada peringkat
- Hfe Pioneer m-73 ServiceDokumen29 halamanHfe Pioneer m-73 ServiceEletrônica UniversalBelum ada peringkat
- Rome0 99Dokumen82 halamanRome0 99HUGO ROMEROBelum ada peringkat
- Nsnassesan. 32.: N 3527 Oooooooon 1N 32Dokumen9 halamanNsnassesan. 32.: N 3527 Oooooooon 1N 32nidhalBelum ada peringkat
- May Jun 2017Dokumen3 halamanMay Jun 2017tanmaybharambeBelum ada peringkat
- United States Patent (19) : S7 Se S5 S4 S3 S2 S SoDokumen20 halamanUnited States Patent (19) : S7 Se S5 S4 S3 S2 S SoAlfredRaskolnikovBelum ada peringkat
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Dokumen10 halamanUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949Belum ada peringkat
- URWWDokumen16 halamanURWWSTRELOKBelum ada peringkat
- United States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentDokumen10 halamanUnited States Patent (191: Radcliffe (11) Patent Number: (45) Date of PatentBukBelum ada peringkat
- TB67B008FTG FNG en 20190318Dokumen37 halamanTB67B008FTG FNG en 20190318Lee HoonBelum ada peringkat
- Matted States Patent (19) : YamadaDokumen10 halamanMatted States Patent (19) : YamadadunieskyBelum ada peringkat
- Secovn Ot: TT TTDokumen2 halamanSecovn Ot: TT TTGyanendra GavelBelum ada peringkat
- Pioneer Pl-530 Art1870 TurntableDokumen48 halamanPioneer Pl-530 Art1870 TurntableCarlosBelum ada peringkat
- Heian Electrical Manual-FullDokumen55 halamanHeian Electrical Manual-FullHoà VănBelum ada peringkat
- 15-sy45M12220SE2: V. VntynxaarDokumen7 halaman15-sy45M12220SE2: V. VntynxaarWilton CarvalhoBelum ada peringkat
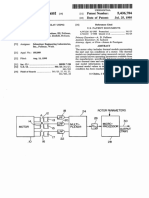
- United States Patent (19) : Propulsion System ControlDokumen12 halamanUnited States Patent (19) : Propulsion System ControlgorgiBelum ada peringkat
- United States Patent (19) 11 Patent Number: 5,955,040: Bunger Et Al. (45) Date of Patent: Sep. 21, 1999Dokumen23 halamanUnited States Patent (19) 11 Patent Number: 5,955,040: Bunger Et Al. (45) Date of Patent: Sep. 21, 1999tasyiaBelum ada peringkat
- Us 4988417Dokumen9 halamanUs 4988417Shivakumar RBelum ada peringkat
- SX 303Dokumen27 halamanSX 3031alllan1Belum ada peringkat
- US6508119Dokumen8 halamanUS6508119aydaergenBelum ada peringkat
- Prithvi - Rotavator: Spare ListDokumen1 halamanPrithvi - Rotavator: Spare ListVeeresh YaragambalimathBelum ada peringkat
- 1 - 2023-Elect (TRS) - 412-1 Dated 05 - 09 - 2023Dokumen2 halaman1 - 2023-Elect (TRS) - 412-1 Dated 05 - 09 - 2023PrinceDuttaBelum ada peringkat
- Ge Vat2000 Manual PDFDokumen193 halamanGe Vat2000 Manual PDFraulraul82100% (1)
- Instructions - Sun 29.9 50k sg01hp3 Eu bm4 - 240203 - enDokumen52 halamanInstructions - Sun 29.9 50k sg01hp3 Eu bm4 - 240203 - enilhamoffice10Belum ada peringkat
- Smart Agriculture Using IoT and Machine Learning Hemand SemninarDokumen38 halamanSmart Agriculture Using IoT and Machine Learning Hemand Semninarsoorajsasi617Belum ada peringkat
- 2309-EE-404 Emergency Diesel GeneratorDokumen36 halaman2309-EE-404 Emergency Diesel GeneratorMuhammad Ibad Alam100% (1)
- Dielectric Strength OperationDokumen6 halamanDielectric Strength OperationNina KorolBelum ada peringkat
- Growatt PV Isolation Low CountermeasureDokumen5 halamanGrowatt PV Isolation Low CountermeasureTỷ Hồ HữuBelum ada peringkat
- CSC-1326 Power Grid Fault Information System Embedded Slave System ManualDokumen46 halamanCSC-1326 Power Grid Fault Information System Embedded Slave System ManualAlberto S. Cabreros IIIBelum ada peringkat
- User Manual: 3.2K / 5.2K 48V I NverterDokumen38 halamanUser Manual: 3.2K / 5.2K 48V I NverterAbbasBelum ada peringkat
- Inverters - ANTECHDokumen21 halamanInverters - ANTECHOG100% (2)
- Installation Operation Manual: Growatt 7000UEDokumen45 halamanInstallation Operation Manual: Growatt 7000UEsoti9Belum ada peringkat
- 50cc Engine Workshop ManualDokumen26 halaman50cc Engine Workshop ManualJakob KoziczynskiBelum ada peringkat
- Practical Mosfet Testing For Audio: by Nelson Pass, (C) 2003 Pass LaboratoriesDokumen11 halamanPractical Mosfet Testing For Audio: by Nelson Pass, (C) 2003 Pass Laboratoriesanon-306355100% (1)
- E 2Dokumen224 halamanE 2Fayaz WaganBelum ada peringkat
- PTDFDokumen2 halamanPTDFMohammed AlsuffarBelum ada peringkat
- Dc-Ac Inverters: Owner's ManualDokumen32 halamanDc-Ac Inverters: Owner's Manualalex castroBelum ada peringkat
- Datasheet Do Inversor Sungrow SG60KTLDokumen2 halamanDatasheet Do Inversor Sungrow SG60KTLCaio RibeiroBelum ada peringkat
- Electric Current Ohms Law ResistanceDokumen28 halamanElectric Current Ohms Law ResistanceChristianBelum ada peringkat
- Lab Manual BEEE DR RDDokumen76 halamanLab Manual BEEE DR RDJohn WickBelum ada peringkat
- A Complete Guide About Solar Panel Installation. Step by Step Procedure With Calculation and Images - Electrical TechnologyDokumen16 halamanA Complete Guide About Solar Panel Installation. Step by Step Procedure With Calculation and Images - Electrical TechnologyChukwudi AugustineBelum ada peringkat
- Speed Control of DC MotorDokumen8 halamanSpeed Control of DC MotorsubhamBelum ada peringkat
- Practical Questions OscilloscopeDokumen16 halamanPractical Questions OscilloscopegregBelum ada peringkat
- Design of An Automatic Umbrella Actuated Through WDokumen20 halamanDesign of An Automatic Umbrella Actuated Through WdanishBelum ada peringkat
- MESA MSR Series Battery ChargerDokumen27 halamanMESA MSR Series Battery ChargerRonBelum ada peringkat
- Power Quality Analysis of A Three-Phase Cycloconverter Under VariDokumen87 halamanPower Quality Analysis of A Three-Phase Cycloconverter Under VariGökhan YüksekBelum ada peringkat
- Bef35001 Sem Ii 1920 Lab ModuleDokumen82 halamanBef35001 Sem Ii 1920 Lab ModuleAFiqah Nazirah JailaniBelum ada peringkat
- SSP-SDP1-AJP-0025 - Electric DriveDokumen88 halamanSSP-SDP1-AJP-0025 - Electric DriveJuan Rafael Vilchez Sanchez100% (1)
- Regulated Power SupplyDokumen18 halamanRegulated Power Supplyrashmi patilBelum ada peringkat
- Kentec Brochure Syncro As 2018Dokumen3 halamanKentec Brochure Syncro As 2018Armas OslobeanuBelum ada peringkat
- W197 E1 2B SP10!16!20 Operation ManualDokumen176 halamanW197 E1 2B SP10!16!20 Operation ManualBotella Ballantine'sBelum ada peringkat