Anda mungkin juga menyukai
- Conminucion Trabajo..laboratorio InacapDokumen41 halamanConminucion Trabajo..laboratorio Inacappaulina yañez100% (1)
- Conminucion Trabajo..laboratorio InacapDokumen41 halamanConminucion Trabajo..laboratorio Inacappaulina yañez100% (1)
- Conminucion Trabajo..laboratorio InacapDokumen41 halamanConminucion Trabajo..laboratorio Inacappaulina yañez100% (1)
- Conminucion Trabajo..laboratorio InacapDokumen41 halamanConminucion Trabajo..laboratorio Inacappaulina yañez100% (1)
- Estrategia para El Diseño de Un Plan de Carrera Profesional.Dokumen1 halamanEstrategia para El Diseño de Un Plan de Carrera Profesional.paulina yañezBelum ada peringkat
- Formato Trabajo InacapDokumen2 halamanFormato Trabajo InacapSebastian Alejandro Oyarzo100% (1)
- Difusion PDFDokumen53 halamanDifusion PDFLisandro SanchezBelum ada peringkat
- Campos Marginales PDFDokumen120 halamanCampos Marginales PDFJhoselin PérezBelum ada peringkat
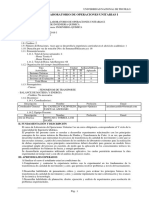
- Sílabo de La Asignatura Laboratorio de Operaciones UnitariasDokumen2 halamanSílabo de La Asignatura Laboratorio de Operaciones UnitariasHarold Isai Silvestre GomezBelum ada peringkat
- Sumilla Diseno de ReactoresDokumen5 halamanSumilla Diseno de ReactoresRoy CaballeroBelum ada peringkat
- Sílabo Seguridad y Medio AmbienteDokumen5 halamanSílabo Seguridad y Medio Ambienteluis fernandoBelum ada peringkat
- 445543779005Dokumen6 halaman445543779005Emiliano GalvezBelum ada peringkat
- Syllabus Curso Reservorios PP324Dokumen4 halamanSyllabus Curso Reservorios PP324Pablo MLBelum ada peringkat
- 07 Silabo - ING - CONTROL - 2020 - 1 Rev1 PDFDokumen2 halaman07 Silabo - ING - CONTROL - 2020 - 1 Rev1 PDFSam IbarraBelum ada peringkat
- Ict 2007Dokumen295 halamanIct 2007Crls Armnd CBelum ada peringkat
- SYLLABUS - ElectivaVEvaluacionImpactoAmbientalDokumen9 halamanSYLLABUS - ElectivaVEvaluacionImpactoAmbientalPablo JavierBelum ada peringkat
- Rsa Apuntes de Transferencia de CalorDokumen39 halamanRsa Apuntes de Transferencia de CalorHugo Hugo CarvajalBelum ada peringkat
- Teoria Del PerfumeDokumen3 halamanTeoria Del PerfumeadministracionsebastBelum ada peringkat
- Biodesulfuración de Kerosene EcuatorianoDokumen31 halamanBiodesulfuración de Kerosene EcuatorianoCarol AnnBelum ada peringkat
- Silabo Aseguramiento de La Calidad 2018-IDokumen4 halamanSilabo Aseguramiento de La Calidad 2018-Iyamily888Belum ada peringkat
- Apuntes Hidrometalurgia-Aglomeración CuradoDokumen13 halamanApuntes Hidrometalurgia-Aglomeración CuradoMatías Valenzuela NachbauerBelum ada peringkat
- Automatización de Una Torre de Destilacion en Una Planta Piloto de Operaciones UnitariasDokumen28 halamanAutomatización de Una Torre de Destilacion en Una Planta Piloto de Operaciones UnitariasCM35Belum ada peringkat
- La Química de Los Lodos de Perforación Ejemplos y Aplicaciones en Ciencias de La Tierra PDFDokumen115 halamanLa Química de Los Lodos de Perforación Ejemplos y Aplicaciones en Ciencias de La Tierra PDFsamanta0% (1)
- Trabajo Final Ingepet 20142 PDFDokumen18 halamanTrabajo Final Ingepet 20142 PDFalfre rosaBelum ada peringkat
- Proyecto Final ExperimentosDokumen34 halamanProyecto Final ExperimentosAnonymous fYRzAkdpLsBelum ada peringkat
- Para Diseño Planta PetroquimicaDokumen8 halamanPara Diseño Planta PetroquimicaING.PETBelum ada peringkat
- Clase de Polímeros PDFDokumen31 halamanClase de Polímeros PDFJuliana AndrésBelum ada peringkat
- Syllabus EnergiaDokumen5 halamanSyllabus EnergiaCesar Torres RojasBelum ada peringkat
- Licencia SocialDokumen9 halamanLicencia SocialsusanBelum ada peringkat
- Transferencia de MasaDokumen4 halamanTransferencia de MasaEstefania GutiérrezBelum ada peringkat
- Cinetica y ReactoresDokumen6 halamanCinetica y ReactoresMarcos Condorí PacoBelum ada peringkat
- Descripcion de Los Modelos de Calidad de AguaDokumen15 halamanDescripcion de Los Modelos de Calidad de AguaflorBelum ada peringkat
- Control de Incrustaciones y CorrosionDokumen16 halamanControl de Incrustaciones y CorrosionCesar TBelum ada peringkat
- Webinar Optimizacion de Costos MantenimientoDokumen70 halamanWebinar Optimizacion de Costos MantenimientoEmersonMezaBelum ada peringkat
- Introducción A La Ingeniería PetroleraDokumen3 halamanIntroducción A La Ingeniería PetroleraIppo MakunouchiBelum ada peringkat
- SELECCION DE REACTORES QUIMICOS Curso EspecialDokumen69 halamanSELECCION DE REACTORES QUIMICOS Curso EspecialDiana160295Belum ada peringkat
- Relator Ing. Ernesto Gramsch SanjinesDokumen22 halamanRelator Ing. Ernesto Gramsch SanjinesJurgen QuispeBelum ada peringkat
- Curriculumm Marcias J MartinezDokumen9 halamanCurriculumm Marcias J MartinezJaime Lovera SanchezBelum ada peringkat
- Syllabus en EsDokumen5 halamanSyllabus en EsDhrusAlvarezDominguezBelum ada peringkat
- Produccion y Uso Racional de Energia en Idustria QuimicaDokumen13 halamanProduccion y Uso Racional de Energia en Idustria QuimicaAdler ValverdeBelum ada peringkat
- SyllabusDokumen19 halamanSyllabusEducacion solano-caquetaBelum ada peringkat
- Syllabus Evaluación-De-Proyectos-PetroleraDokumen11 halamanSyllabus Evaluación-De-Proyectos-PetrolerafersilvaviaBelum ada peringkat
- Caracteristicas Tecnicas de Planta de Fraccionamiento de GasDokumen4 halamanCaracteristicas Tecnicas de Planta de Fraccionamiento de GasISMAEL ROBERTO TICONA JAVIERBelum ada peringkat
- HIAC01 - U4 - Guia Practica Laboratorio N°4Dokumen4 halamanHIAC01 - U4 - Guia Practica Laboratorio N°4franzini_chrisBelum ada peringkat
- Guia Semestral Modelos AmbientalesDokumen7 halamanGuia Semestral Modelos AmbientalesDavidBelum ada peringkat
- 12.6) Schuldt Futurologia Economía Política PeruanaDokumen41 halaman12.6) Schuldt Futurologia Economía Política PeruanaJose TarazonaBelum ada peringkat
- SyllabusDokumen2 halamanSyllabusJose Medina Montenegro100% (1)
- A3 Implementación y Uso de RetortaDokumen10 halamanA3 Implementación y Uso de RetortaMartin Muguruza0% (1)
- Definicion de MantenimientoDokumen7 halamanDefinicion de MantenimientoJOHNSTECBelum ada peringkat
- ContratapaDokumen1 halamanContratapaIntruso87Belum ada peringkat
- Introducción Al Monitoreo AtmosféricoDokumen18 halamanIntroducción Al Monitoreo AtmosféricoOscar LealBelum ada peringkat
- Pre FacioDokumen12 halamanPre FacioJose Manuel Rito GonzalezBelum ada peringkat
- Presentacion Del Curso Transferencia de MasaDokumen18 halamanPresentacion Del Curso Transferencia de MasapauloibarraBelum ada peringkat
- Principios Electricos ManualDokumen94 halamanPrincipios Electricos ManualAlejandro Emmanuel MercantilBelum ada peringkat
- Ing Jorge Loayza Perez IIDokumen47 halamanIng Jorge Loayza Perez IIFranco Rojas BozaBelum ada peringkat
- Reporte Mensual Lote 88 PDFDokumen331 halamanReporte Mensual Lote 88 PDFTonyreillyBelum ada peringkat
- Laboratorio de Operaciones Unitarias IDokumen7 halamanLaboratorio de Operaciones Unitarias IŁuis MTBelum ada peringkat
- La Eval CuantitativaDokumen3 halamanLa Eval CuantitativazulmareyesgBelum ada peringkat
- Apuntes Transferencia de CalorDokumen26 halamanApuntes Transferencia de CalorWilson ClaveriaBelum ada peringkat
- Metalurgia Extractiva IDokumen6 halamanMetalurgia Extractiva ISkeeper AmottBelum ada peringkat
- Separata DESTILACIONDokumen96 halamanSeparata DESTILACIONglluncorsvBelum ada peringkat
- Datos Técnicos de Harneros PDFDokumen8 halamanDatos Técnicos de Harneros PDFAlfredoIgnacioPerezBelum ada peringkat
- Harneros VibratoriosDokumen10 halamanHarneros VibratoriosLuis Gallardo Vergara67% (3)
- HarnerosDokumen8 halamanHarnerosMauricioAlexanderBelum ada peringkat
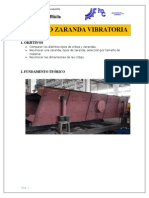
- Teoria Zarandas VibratoriasDokumen18 halamanTeoria Zarandas VibratoriasKenyi Omar Holguino Sulla100% (1)
- Tamizado - CribadoDokumen35 halamanTamizado - CribadoRosa BazanBelum ada peringkat
- Clasificación Seca - Humeda.Dokumen15 halamanClasificación Seca - Humeda.Yvan Bravo100% (1)
- Informe TambillosDokumen10 halamanInforme Tambillospaulina yañezBelum ada peringkat
- Seminario Francisco NeculhuequeDokumen30 halamanSeminario Francisco Neculhuequepaulina yañezBelum ada peringkat
- Ejercicio de GeomecánicaDokumen1 halamanEjercicio de GeomecánicaFelipe NeyraBelum ada peringkat
- Tablas de Q Barton-2019Dokumen5 halamanTablas de Q Barton-2019Rodrigo SantanderBelum ada peringkat
- Francisco Neculhueque - CERVEZA ARTESANALDokumen10 halamanFrancisco Neculhueque - CERVEZA ARTESANALpaulina yañezBelum ada peringkat
- SEMINARIO-Betsabeth y AlfonsoDokumen119 halamanSEMINARIO-Betsabeth y Alfonsopaulina yañezBelum ada peringkat
- Regenta PDFDokumen441 halamanRegenta PDFpaulina yañezBelum ada peringkat
- Resistencia de MaterialesDokumen34 halamanResistencia de MaterialesALEJANDRO CHAVEZBelum ada peringkat
- Rmivw 1wlba Examen Final ExcelDokumen6 halamanRmivw 1wlba Examen Final Excelsamael28arielBelum ada peringkat
- Protocolo 1. Maquina AtwoodDokumen4 halamanProtocolo 1. Maquina AtwoodAnthony Guachisaca SotoBelum ada peringkat
- Disoluciones QuimicasDokumen19 halamanDisoluciones Quimicaskatiagelvis100% (8)
- Trabajo de RelatividadDokumen30 halamanTrabajo de RelatividadJorge GarciaBelum ada peringkat
- Act. 10 (Tema4) Mapa ConceptualDokumen2 halamanAct. 10 (Tema4) Mapa Conceptualshareni romoBelum ada peringkat
- Actividad 2 Diseño de Arquitectura de Software y HadwareDokumen48 halamanActividad 2 Diseño de Arquitectura de Software y HadwareDENISEE KATHERINE RODRIGUEZ GUERRERO100% (1)
- Memoria Electricas San MiguelDokumen12 halamanMemoria Electricas San MiguelE Altamirano PardoBelum ada peringkat
- Programacion LinealDokumen19 halamanProgramacion LinealAMYNNXXXXBelum ada peringkat
- La Guia Completa para Pruebas de AislamiDokumen76 halamanLa Guia Completa para Pruebas de AislamiJuan Carlos Lopez TrejoBelum ada peringkat
- Introduccion GCCDokumen8 halamanIntroduccion GCCSergio SantiagoBelum ada peringkat
- Afica de Puntos PDFDokumen3 halamanAfica de Puntos PDFgerly diazBelum ada peringkat
- 6to - ÁLGEBRA - REPASODokumen23 halaman6to - ÁLGEBRA - REPASOPedroBelum ada peringkat
- Probabilidad e Impacto de Riesgo.Dokumen3 halamanProbabilidad e Impacto de Riesgo.Jan Douglas García ContrerasBelum ada peringkat
- TOPOGRAFIADokumen8 halamanTOPOGRAFIAivanBelum ada peringkat
- Sismica TAREA 3Dokumen5 halamanSismica TAREA 3Elio MuñozBelum ada peringkat
- Dips 5.1Dokumen3 halamanDips 5.1Juan Pablo Sanchez MelgarejoBelum ada peringkat
- Catalogo MitanetDokumen70 halamanCatalogo MitanetGustavo Buendia MatamorosBelum ada peringkat
- Clase Dos periodoIII Ciencias QuimicasDokumen11 halamanClase Dos periodoIII Ciencias QuimicasJannet AquinoBelum ada peringkat
- Paper Efecto CoronaDokumen5 halamanPaper Efecto CoronaPresupuesto 2020Belum ada peringkat
- 2 - Calculo de CadenasDokumen6 halaman2 - Calculo de CadenasTomás Del BóBelum ada peringkat
- Historia142 Matemáticas Historia MilitarDokumen24 halamanHistoria142 Matemáticas Historia MilitarVan_CalcarBelum ada peringkat
- MACHETE 5 Bio MolecularDokumen18 halamanMACHETE 5 Bio MolecularCarola JamesBelum ada peringkat
- 5o GUIA UNO MATEMATICASDokumen7 halaman5o GUIA UNO MATEMATICASsamuel aewBelum ada peringkat
- Balance de EnlaceDokumen8 halamanBalance de EnlacejoseBelum ada peringkat
- Ejercicio19a TP0Dokumen2 halamanEjercicio19a TP0Drew SalvatoreBelum ada peringkat
- PIT EMyS Illustrator LP DecryptedDokumen143 halamanPIT EMyS Illustrator LP Decryptedluis100% (1)
- LocucionesDokumen4 halamanLocucionesmartinanovello18Belum ada peringkat
- Gps Vehicle Tracker EspDokumen18 halamanGps Vehicle Tracker EspFernando Josafath Bustos Mora71% (7)