Anda mungkin juga menyukai
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Elevator ControlDokumen3 halamanElevator ControlNATHANBelum ada peringkat
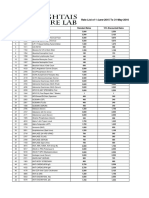
- Rate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesDokumen25 halamanRate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesMirza BabarBelum ada peringkat
- Antena Kathrein 742266 PDFDokumen2 halamanAntena Kathrein 742266 PDFcesarbayonaBelum ada peringkat
- TNB Ar2011Dokumen334 halamanTNB Ar2011Duncan LeeBelum ada peringkat
- 2015 Nissan 370Z 3.7L Eng VIN A BaseDokumen69 halaman2015 Nissan 370Z 3.7L Eng VIN A BaseData TécnicaBelum ada peringkat
- r315 Quick Start PDFDokumen80 halamanr315 Quick Start PDFfdsfasdsfadsBelum ada peringkat
- Aerody Design of BladeDokumen90 halamanAerody Design of BladeB Bala Venkata GaneshBelum ada peringkat
- My Ideal Home: Name No. Class Date Mark TeacherDokumen5 halamanMy Ideal Home: Name No. Class Date Mark TeacherQuadrado MágicoBelum ada peringkat
- D20 25 30 33S-5 D35C-5 (Sb1109e06) PDFDokumen424 halamanD20 25 30 33S-5 D35C-5 (Sb1109e06) PDFGORD100% (8)
- Brochure - Citadines Flatiron Phnom Penh - EnglishDokumen4 halamanBrochure - Citadines Flatiron Phnom Penh - EnglishTix VirakBelum ada peringkat
- HSE Plan For RSPL ProjectDokumen10 halamanHSE Plan For RSPL ProjectSaibabu SiripurapuBelum ada peringkat
- Gayatri Mantras of Several GodDokumen10 halamanGayatri Mantras of Several GodAnup KashyapBelum ada peringkat
- NSO SPRDokumen9 halamanNSO SPRADITYA SINGHBelum ada peringkat
- Multical® 402: Data SheetDokumen20 halamanMultical® 402: Data SheetSundar RamasamyBelum ada peringkat
- Haruki Murakami - MirrorDokumen5 halamanHaruki Murakami - Mirrorhhellakoski25% (4)
- Mice and Men Naturalism Web SiteDokumen10 halamanMice and Men Naturalism Web SitedrooolBelum ada peringkat
- 7UM512 CatalogueDokumen12 halaman7UM512 Cataloguebuianhtuan1980Belum ada peringkat
- 03 Soil Classification Numerical PDFDokumen5 halaman03 Soil Classification Numerical PDFabishrantBelum ada peringkat
- Civil 416Dokumen2 halamanCivil 416tskh11Belum ada peringkat
- Häggloader 10HR-B: Atlas CopcoDokumen2 halamanHäggloader 10HR-B: Atlas CopcoHayam BaşaranBelum ada peringkat
- Material Specifications: Low Carbon Steel, Hot Rolled Sheet and StripDokumen5 halamanMaterial Specifications: Low Carbon Steel, Hot Rolled Sheet and Striptim0% (1)
- Compaction - AsphaltDokumen32 halamanCompaction - Asphaltrskcad100% (1)
- Prepared by (Hospital Pharmacist) Primary & Secondary Healthcare DepartmentDokumen11 halamanPrepared by (Hospital Pharmacist) Primary & Secondary Healthcare DepartmentwaqasBelum ada peringkat
- Eric Dollard MWO Update 2012Dokumen21 halamanEric Dollard MWO Update 2012pic2007100% (7)
- Heil 4000 FeaturesDokumen1 halamanHeil 4000 FeaturesBogdan NgrBelum ada peringkat
- Divine Child International School, Adalaj Revision Worksheet Grade 6, Maths Choose The Correct OptionDokumen2 halamanDivine Child International School, Adalaj Revision Worksheet Grade 6, Maths Choose The Correct OptionNatasha VidhaniBelum ada peringkat
- TM TC For NanosatelliteDokumen4 halamanTM TC For NanosatelliteSreeja SujithBelum ada peringkat
- Drypix 6000 12eDokumen501 halamanDrypix 6000 12eraj_meditech100% (1)
- Bosch Rexroth EFC3600 Manual PDFDokumen238 halamanBosch Rexroth EFC3600 Manual PDFHomero Rios PeñaBelum ada peringkat
- Design, Fabrication and Analysis of Fibonacci TurbineDokumen5 halamanDesign, Fabrication and Analysis of Fibonacci TurbinearcaldartBelum ada peringkat