Anda mungkin juga menyukai
- Process Flow Diagram - Nitric AcidDokumen1 halamanProcess Flow Diagram - Nitric AcidAsma NasserBelum ada peringkat
- Replacement of A Secondary Reformer: Guy WillemsenDokumen15 halamanReplacement of A Secondary Reformer: Guy Willemsenvaratharajan g rBelum ada peringkat
- Production of Nitrophosphate - Based NPK FertilizersDokumen34 halamanProduction of Nitrophosphate - Based NPK Fertilizersleo nineBelum ada peringkat
- Difference Between StripperDokumen2 halamanDifference Between StripperUsama JawaidBelum ada peringkat
- The Zombie in The Brain and The Woman Who Died LaughingDokumen40 halamanThe Zombie in The Brain and The Woman Who Died Laughingcory_ruda100% (1)
- Structural Tanks and ComponentsDokumen19 halamanStructural Tanks and ComponentsRodolfo Olate G.Belum ada peringkat
- Urea Stripper ProcedureDokumen6 halamanUrea Stripper ProcedureSoumitra GuptaBelum ada peringkat
- KSFL ReportDokumen56 halamanKSFL ReportAbhishek KumarBelum ada peringkat
- Final ReportDokumen46 halamanFinal ReportVarun Gupta100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDokumen10 halamanMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rBelum ada peringkat
- Plant Layout PDFDokumen19 halamanPlant Layout PDFazzatul amiraBelum ada peringkat
- Stamicarbon SafurexDokumen32 halamanStamicarbon SafurexWael MansourBelum ada peringkat
- Ud He TechnologyDokumen16 halamanUd He TechnologyBejavada Suresh100% (1)
- Section 4 - Grave Emergency ShutdownDokumen19 halamanSection 4 - Grave Emergency ShutdownHammad MasoodBelum ada peringkat
- Anti FoamDokumen7 halamanAnti FoamMohammad MohseniBelum ada peringkat
- Ma'Aden Engineering Manual: Piping MaterialsDokumen21 halamanMa'Aden Engineering Manual: Piping Materialssameer ejaazBelum ada peringkat
- 005 PDFDokumen8 halaman005 PDFGrootBelum ada peringkat
- 02 JM Intro & Syngas HeritageDokumen29 halaman02 JM Intro & Syngas HeritageKvspavan KumarBelum ada peringkat
- Aiche 36 012problematic Low Temperature ShiftDokumen10 halamanAiche 36 012problematic Low Temperature ShiftHsein WangBelum ada peringkat
- 10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraDokumen20 halaman10.2.2 PCS Phosphate's New 4500 STPD Sulfuric Acid Plant in AuroraCarlosBelum ada peringkat
- Iffco ReportDokumen22 halamanIffco ReportNEHABelum ada peringkat
- Implement A Sustainable Steam Trap Management Program AicheDokumen7 halamanImplement A Sustainable Steam Trap Management Program AicheSai Praneethtej SaspretBelum ada peringkat
- KM 111Dokumen12 halamanKM 111Jak AshishBelum ada peringkat
- Catastrophic Fire in Ammonia Plant Compressor RoomDokumen10 halamanCatastrophic Fire in Ammonia Plant Compressor RoomRavi KasaudhanBelum ada peringkat
- Simultaneous Optimization of Pump and Cooler Networks in A Cooling Water SystemDokumen9 halamanSimultaneous Optimization of Pump and Cooler Networks in A Cooling Water SystemFillipe BystekaBelum ada peringkat
- LNG Centrifugal Compressors BrochureDokumen12 halamanLNG Centrifugal Compressors BrochurehacenescribdBelum ada peringkat
- Catacarb Section, Dawood Hercules Fertilizers LimitedDokumen16 halamanCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Production of Sodium DithioniteDokumen10 halamanProduction of Sodium DithioniteDhaval PadaliaBelum ada peringkat
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDokumen31 halamanRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseBelum ada peringkat
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDokumen17 halaman"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Plant Operator PDFDokumen3 halamanPlant Operator PDFHarisBelum ada peringkat
- Caf Gasket SpecificationsDokumen4 halamanCaf Gasket SpecificationsKARTHIGEYAN.R100% (1)
- 2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsDokumen31 halaman2011 Stac Roes AFA 10years of Safurex Experiences in Stamicarbon PlantsJUNAID RAFEYBelum ada peringkat
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsDokumen12 halamanCatalyst Catastrophes II: John Brightling and DR Mike Robertsvaratharajan g rBelum ada peringkat
- Lessons Learned With Ammonia Synthesis CatalystsDokumen12 halamanLessons Learned With Ammonia Synthesis CatalystssugumarBelum ada peringkat
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalDokumen12 halamanConventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalGrootBelum ada peringkat
- Skimming Job GeneralDokumen5 halamanSkimming Job Generalvishal bailurBelum ada peringkat
- Plant Nutrient Dashboard (25.1.2019) - MosaicDokumen2 halamanPlant Nutrient Dashboard (25.1.2019) - MosaicAhmed SalehBelum ada peringkat
- Sweetening LPG With AminesDokumen8 halamanSweetening LPG With AminessizwehBelum ada peringkat
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDokumen10 halamanFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruBelum ada peringkat
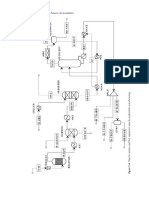
- Complete PFDDokumen5 halamanComplete PFDAriff FikriBelum ada peringkat
- Amine Treating UnitDokumen3 halamanAmine Treating UnitBeergson2Belum ada peringkat
- Mason Airconditioning Health and Safety PDFDokumen48 halamanMason Airconditioning Health and Safety PDFXe XeBelum ada peringkat
- Sulfur Burning Processes and Acid Plant DDokumen4 halamanSulfur Burning Processes and Acid Plant DacckypenrynBelum ada peringkat
- Basaroof ReactionDokumen14 halamanBasaroof ReactiontreyzzztylerBelum ada peringkat
- Saipem Stemicarbon TecDokumen1 halamanSaipem Stemicarbon TecMuhammad NaeemBelum ada peringkat
- Fire in Syn. Gas Line Due To Sockolet FailureDokumen9 halamanFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghBelum ada peringkat
- Nitro Phosphate Report Rev.02Dokumen21 halamanNitro Phosphate Report Rev.02Hassaan AhmadBelum ada peringkat
- Polybed PSADokumen2 halamanPolybed PSAJeEJyZaBelum ada peringkat
- Experience of Ammonia Converter With Catalyst Leakage and RepairsDokumen11 halamanExperience of Ammonia Converter With Catalyst Leakage and Repairsvaratharajan g rBelum ada peringkat
- Amine Solution Recovery Package and Controlling Corrosin in Regeneration TowerDokumen4 halamanAmine Solution Recovery Package and Controlling Corrosin in Regeneration TowerkemalarthurBelum ada peringkat
- Ammonia 2Dokumen18 halamanAmmonia 2Syafiqah RedzwanBelum ada peringkat
- Steam Reforming Common ProblemsDokumen61 halamanSteam Reforming Common ProblemsBilalBelum ada peringkat
- IFC Inflow UK-Loading Arms & SkidsDokumen16 halamanIFC Inflow UK-Loading Arms & SkidslpczyfansBelum ada peringkat
- Comparative Evaluation of Cryogenic Air SeparationDokumen21 halamanComparative Evaluation of Cryogenic Air SeparationmuratBelum ada peringkat
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDokumen8 halaman4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rBelum ada peringkat
- Reliance - Wastewater TreatmentDokumen4 halamanReliance - Wastewater Treatmentarini_aristia_sBelum ada peringkat
- Proper Regeneration of Molecular Sieves in TSA Processes-Part 1Dokumen7 halamanProper Regeneration of Molecular Sieves in TSA Processes-Part 1G P100% (1)
- Urea Plant IndiaDokumen35 halamanUrea Plant IndiaAkhil AklBelum ada peringkat
- A-1 - Introduction To Shuqaiq IWPPDokumen43 halamanA-1 - Introduction To Shuqaiq IWPPkoppulavijaykumarBelum ada peringkat
- CVJ 26054757 20190924210440Dokumen4 halamanCVJ 26054757 20190924210440Ayman RiyadhBelum ada peringkat
- CV Zeeshan RehmanDokumen4 halamanCV Zeeshan RehmanStameco EnergyBelum ada peringkat
- Case ReportDokumen43 halamanCase ReportHussseinmubarkBelum ada peringkat
- 11 Acrylonitrile by Propene AmmoxidationDokumen1 halaman11 Acrylonitrile by Propene AmmoxidationHussseinmubarkBelum ada peringkat
- CompDokumen3 halamanCompHussseinmubarkBelum ada peringkat
- CO2 Adsorption Process Simulation in ASPEN HysysDokumen5 halamanCO2 Adsorption Process Simulation in ASPEN HysysHussseinmubarkBelum ada peringkat
- Boiler Tube Investigation PDFDokumen6 halamanBoiler Tube Investigation PDFHussseinmubarkBelum ada peringkat
- Analysis of Tube Failure in Water Tube BoilerDokumen16 halamanAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkBelum ada peringkat
- French Pharmacopoeia PDFDokumen15 halamanFrench Pharmacopoeia PDFHasan Abu AlhabBelum ada peringkat
- Data NX 45-5-1800-4Dokumen1 halamanData NX 45-5-1800-4BHILLA TORRESBelum ada peringkat
- EMI Course CatalogDokumen645 halamanEMI Course CatalogFarouk OthmaniBelum ada peringkat
- Me22 M1a1Dokumen2 halamanMe22 M1a1Jihoo JungBelum ada peringkat
- BRSM Form 009 - QMS MDD TPDDokumen15 halamanBRSM Form 009 - QMS MDD TPDAnonymous q8lh3fldWMBelum ada peringkat
- Nutritional Classification of BacteriaDokumen7 halamanNutritional Classification of BacteriaRalphpinno SanchezBelum ada peringkat
- TruEarth Case SolutionDokumen6 halamanTruEarth Case SolutionUtkristSrivastavaBelum ada peringkat
- CSA11 CholelithiasisDokumen3 halamanCSA11 CholelithiasisBerlon LacsonBelum ada peringkat
- Leadership Roles and Management Functions in Nursing Theory and ApplicationDokumen2 halamanLeadership Roles and Management Functions in Nursing Theory and Applicationivan0% (3)
- Q1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardDokumen1 halamanQ1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardAlbert Ian CasugaBelum ada peringkat
- VSL News 2009 2Dokumen40 halamanVSL News 2009 2DrPadipat ChaemmangkangBelum ada peringkat
- 2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsDokumen8 halaman2018 Haar Wavelet For Solving The Inverse Point Kinetics EquationsGeraldinBelum ada peringkat
- Matter and Change 2008 Chapter 14Dokumen40 halamanMatter and Change 2008 Chapter 14cattmy100% (1)
- Evaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroDokumen8 halamanEvaluation and Comparison of Highly Soluble Sodium Stearyl Fumarate With Other Lubricants in VitroSvirskaitė LaurynaBelum ada peringkat
- Tutorial Slides - Internal Forced Convection & Natural ConvectionDokumen31 halamanTutorial Slides - Internal Forced Convection & Natural ConvectionVivaan Sharma75% (4)
- Saving AccountDokumen9 halamanSaving AccountpalkhinBelum ada peringkat
- OxygendemandDokumen12 halamanOxygendemandAllenBelum ada peringkat
- API 572 Practise QuestionDokumen58 halamanAPI 572 Practise Questionbelonk_182100% (6)
- Brief Psychological Interventions For Borderline Personality Disorder. A Systematic Review and Meta-Analysis of Randomised Controlled TrialsDokumen9 halamanBrief Psychological Interventions For Borderline Personality Disorder. A Systematic Review and Meta-Analysis of Randomised Controlled TrialsFELIPE ROJAS TRAVERSOBelum ada peringkat
- Department of Education: Republic of The PhilippinesDokumen1 halamanDepartment of Education: Republic of The PhilippinesAre Em GeeBelum ada peringkat
- UWSAs 2008-09 Projects Report (Final)Dokumen48 halamanUWSAs 2008-09 Projects Report (Final)David SabaflyBelum ada peringkat
- 2nd Year HEROES SUMMARIESDokumen4 halaman2nd Year HEROES SUMMARIESMustafa NizamiBelum ada peringkat
- Geostats Pty LTD: Base Metal AnalysesDokumen1 halamanGeostats Pty LTD: Base Metal AnalysesJhony Enrique Morales LauraBelum ada peringkat
- Antibacterial Effects of Essential OilsDokumen5 halamanAntibacterial Effects of Essential Oilsnightshade.lorna100% (1)
- Assignment 1 Front SheetDokumen9 halamanAssignment 1 Front SheetBách PhạmBelum ada peringkat
- 3 Day WorkoutDokumen3 halaman3 Day Workoutsonu091276Belum ada peringkat
- Implementation Plan SLRPDokumen6 halamanImplementation Plan SLRPAngelina SantosBelum ada peringkat
- Comparison of Microsurgical and Conventional Open Flap DebridementDokumen9 halamanComparison of Microsurgical and Conventional Open Flap DebridementNoemi LukacsBelum ada peringkat