Anda mungkin juga menyukai
- Structural Health MonitoringDari EverandStructural Health MonitoringDaniel BalageasBelum ada peringkat
- Standard Equipment: Welding Package Selection GuideDokumen27 halamanStandard Equipment: Welding Package Selection GuidePCBelum ada peringkat
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDari EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsBelum ada peringkat
- 36 Design of Band and Disc BrakesDokumen10 halaman36 Design of Band and Disc BrakesPRASAD326100% (2)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDari EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryBelum ada peringkat
- CA4000Dokumen801 halamanCA4000Omar ChavezBelum ada peringkat
- Creep And Relaxation Of Nonlinear Viscoelastic Materials With An Introduction To Linear ViscoelasticityDari EverandCreep And Relaxation Of Nonlinear Viscoelastic Materials With An Introduction To Linear ViscoelasticityPenilaian: 4.5 dari 5 bintang4.5/5 (3)
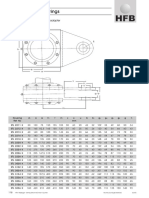
- Soportes Take UP STL Series - Rodamientos SmilovicDokumen4 halamanSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicBelum ada peringkat
- Belt Turnover Design Using FEADokumen20 halamanBelt Turnover Design Using FEAmadhavangceBelum ada peringkat
- Eriez-Vibratory Feeders PDFDokumen16 halamanEriez-Vibratory Feeders PDFruben quedo salazarBelum ada peringkat
- Sole PlatesDokumen12 halamanSole Platesjonodo89Belum ada peringkat
- Engineering Inspiration - Brake System Design CalculationsDokumen17 halamanEngineering Inspiration - Brake System Design CalculationsManjeet SinghBelum ada peringkat
- Is 8531 1986Dokumen6 halamanIs 8531 1986Srini KumarBelum ada peringkat
- Conveyor Belt Engineering TablesDokumen5 halamanConveyor Belt Engineering Tablestaohung1120Belum ada peringkat
- E1102m PDFDokumen283 halamanE1102m PDFBhawani Singh RajawatBelum ada peringkat
- Memoria de Calculo Cintas Transportadoras PDFDokumen29 halamanMemoria de Calculo Cintas Transportadoras PDFluigimarloneBelum ada peringkat
- Fatigue Failures of Welded Conveyor DrumsDokumen11 halamanFatigue Failures of Welded Conveyor DrumsWashington MoraisBelum ada peringkat
- Iso 3684 1990Dokumen8 halamanIso 3684 1990joaquin fuentealba moralesBelum ada peringkat
- DesignDokumen4 halamanDesignJigneshkumar PatelBelum ada peringkat
- Bearing Centre and Face Width in Conveyor PulleyDokumen8 halamanBearing Centre and Face Width in Conveyor PulleyPrashant MishraBelum ada peringkat
- IBR4005 Pulleys A4 0314 WebDokumen12 halamanIBR4005 Pulleys A4 0314 Webkosmc123Belum ada peringkat
- CB Selecting The Proper Conveyor BeltDokumen18 halamanCB Selecting The Proper Conveyor BeltdineshBelum ada peringkat
- Bhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachDokumen5 halamanBhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachGogyBelum ada peringkat
- VibratingEquipmentBrochure PDFDokumen10 halamanVibratingEquipmentBrochure PDFWilliam VillamizarBelum ada peringkat
- Dunlop Conveyor Belt Design Manual. Page 2 PDFDokumen17 halamanDunlop Conveyor Belt Design Manual. Page 2 PDFMuthuvel VivekBelum ada peringkat
- SmagDokumen28 halamanSmagcsvasukiBelum ada peringkat
- Conveyor Industry Conveyors PDF: Uploads 2012/06Dokumen6 halamanConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaBelum ada peringkat
- Iso 5293 1981Dokumen8 halamanIso 5293 1981Rajaram JayaramanBelum ada peringkat
- General Material: CommentsDokumen10 halamanGeneral Material: CommentsRafael FerreiraBelum ada peringkat
- Precise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityDokumen13 halamanPrecise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityShamik ChowdhuryBelum ada peringkat
- Take-Up Winches Mk2Dokumen2 halamanTake-Up Winches Mk2Chandra SekharBelum ada peringkat
- Particle ClassifierDokumen9 halamanParticle ClassifierDion Julio IskandarBelum ada peringkat
- Section 3: Designer Guide Specification GuidelinesDokumen27 halamanSection 3: Designer Guide Specification GuidelinesSebaVergaraBelum ada peringkat
- Conveyor BeltDokumen2 halamanConveyor BeltSholhan AzizBelum ada peringkat
- ABB CatalogueDokumen6 halamanABB CatalogueNavneet SinghBelum ada peringkat
- Pulley and Take Up Catalog SPCT1098ENPR 01Dokumen46 halamanPulley and Take Up Catalog SPCT1098ENPR 01victoryanezBelum ada peringkat
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDokumen34 halamanSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Belum ada peringkat
- Coefficient of Friction PDFDokumen8 halamanCoefficient of Friction PDFWaris La Joi WakatobiBelum ada peringkat
- Catalogue R I Tang Đ NG Cơ Rulmeca PDFDokumen8 halamanCatalogue R I Tang Đ NG Cơ Rulmeca PDFRulmeca Việt Nam100% (1)
- Belt Tension TheoryDokumen6 halamanBelt Tension TheoryPedro ViegasBelum ada peringkat
- Mechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期Dokumen1 halamanMechanical Model of Scraper Rake Torque in Deep-cone Thickener - 《Journal of Central South University (Science and Technology) 》2012年04期saidBelum ada peringkat
- IdlerDesignGuide PROKDokumen25 halamanIdlerDesignGuide PROKEge UgurluBelum ada peringkat
- 1 3814 GY SE 901003 IS03 Technical EspecificationDokumen43 halaman1 3814 GY SE 901003 IS03 Technical Especificationgchaves504Belum ada peringkat
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDokumen4 halamanStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezBelum ada peringkat
- Presented at The 2010 Annual SME Meeting in Phoenix, AZDokumen15 halamanPresented at The 2010 Annual SME Meeting in Phoenix, AZassaBelum ada peringkat
- Emergency Braking System For Electrical Overhead Travelling CraneDokumen7 halamanEmergency Braking System For Electrical Overhead Travelling CraneHarish Gupta (JSHL)Belum ada peringkat
- Dunlop Conveyor Belt Design ManualDokumen16 halamanDunlop Conveyor Belt Design ManualTabor TamiruBelum ada peringkat
- Dunlop Conveyor Belt Design Manual - P2Dokumen15 halamanDunlop Conveyor Belt Design Manual - P2perdhana2000Belum ada peringkat
- Heavy Duty Conveyor Pulley Catalog PDFDokumen84 halamanHeavy Duty Conveyor Pulley Catalog PDFJoel MooreBelum ada peringkat
- Belt ConveyorsDokumen10 halamanBelt ConveyorsRaja PalasaBelum ada peringkat
- Aac Spec 373001 PDFDokumen13 halamanAac Spec 373001 PDFJakesBelum ada peringkat
- Papers - Some Design Aspects For Selection of Heavy Duty Apron FeedersDokumen5 halamanPapers - Some Design Aspects For Selection of Heavy Duty Apron FeedersarsanioseBelum ada peringkat
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDokumen22 halamanFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramBelum ada peringkat
- Group Screens InclinedDokumen6 halamanGroup Screens InclinedCHDEZABelum ada peringkat
- CV 01 Shaft Report Drive P5Dokumen2 halamanCV 01 Shaft Report Drive P5Waris La Joi WakatobiBelum ada peringkat
- Kwsengineering PDFDokumen126 halamanKwsengineering PDFargaBelum ada peringkat
- Electrodo Aws 7018-1 EsabDokumen1 halamanElectrodo Aws 7018-1 EsabHORACIOBelum ada peringkat
- Esab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)Dokumen2 halamanEsab, Dual Shield 810X Ni1 (248 en - US FactSheet - Main 01)RodrigoBelum ada peringkat
- ESAB Filler Metal GuideDokumen1 halamanESAB Filler Metal GuidekapsarcBelum ada peringkat
- 274 en - US FactSheet - Main 01Dokumen2 halaman274 en - US FactSheet - Main 01Luisa FernandaBelum ada peringkat
- 227-02 Application of Sivex Foam FiltersDokumen6 halaman227-02 Application of Sivex Foam Filtersnagola10Belum ada peringkat
- Advanced Materials For Energy and Environmental ApplicationsDokumen144 halamanAdvanced Materials For Energy and Environmental ApplicationsQuốc ViệtBelum ada peringkat
- 7 Design of Deep Flexural MemberDokumen56 halaman7 Design of Deep Flexural MemberSarah SpearsBelum ada peringkat
- 2019 Jot FallDokumen86 halaman2019 Jot Fallahmed kabelBelum ada peringkat
- PTP Pre Insulated Pipe Supports CatalogDokumen206 halamanPTP Pre Insulated Pipe Supports Catalogklich77Belum ada peringkat
- Tutorial 2: Solutions: School of Mechanical and Aerospace Engineering, Queen's University Belfast, Belfast BT9 5ah, UkDokumen8 halamanTutorial 2: Solutions: School of Mechanical and Aerospace Engineering, Queen's University Belfast, Belfast BT9 5ah, UkToni ParkhillBelum ada peringkat
- Diversey - Detergents and Sanitizers June 2012 - BDokumen42 halamanDiversey - Detergents and Sanitizers June 2012 - BPariseerBelum ada peringkat
- Test 1 (GC F 03) W AnsDokumen4 halamanTest 1 (GC F 03) W AnsLuis glezBelum ada peringkat
- Koolfoam InsulationDokumen5 halamanKoolfoam InsulationsepasepasepaBelum ada peringkat
- Welding History Sheet: TTCL Vietnam Corporation LimitedDokumen1 halamanWelding History Sheet: TTCL Vietnam Corporation LimitedĐỗ Thị HuyềnBelum ada peringkat
- 12V 7.2ah (20hr) - Ups: Battery ConstructionDokumen2 halaman12V 7.2ah (20hr) - Ups: Battery ConstructionJuan Sebastian CorreaBelum ada peringkat
- Mechanical Properties of Concrete With Partial Replacement of Coarse Aggregate With Expanded Polystyrene Eps Beads Ijariie8661epsDokumen8 halamanMechanical Properties of Concrete With Partial Replacement of Coarse Aggregate With Expanded Polystyrene Eps Beads Ijariie8661epsPruthwiraj BokadeBelum ada peringkat
- FTM - HY110 with+REBARDokumen13 halamanFTM - HY110 with+REBARRomyMohanBelum ada peringkat
- Me 200 Exam 1 SolutionDokumen8 halamanMe 200 Exam 1 Solutionqasim zaheerBelum ada peringkat
- Experimental Analysis of Laser Drilling Impacts On Rock PropertiesDokumen10 halamanExperimental Analysis of Laser Drilling Impacts On Rock PropertiesAngélica Acosta PérezBelum ada peringkat
- Molly Maid ChecklistDokumen1 halamanMolly Maid ChecklistYessBelum ada peringkat
- Glossary of Paper TerminologyDokumen5 halamanGlossary of Paper Terminologykarzol73Belum ada peringkat
- PT - Science 5 - Q1Dokumen7 halamanPT - Science 5 - Q1Anabelle De TorresBelum ada peringkat
- Adipic AcidDokumen7 halamanAdipic AcidsadiaBelum ada peringkat
- 196 Sample ChapterDokumen17 halaman196 Sample ChapterRoy Andrew GarciaBelum ada peringkat
- Instruction Manual (METAREFRE-O)Dokumen4 halamanInstruction Manual (METAREFRE-O)dhanamvijayakumarBelum ada peringkat
- AGRI Establishments in MPDokumen16 halamanAGRI Establishments in MPG P MishraBelum ada peringkat
- IES Civil Engineering 2019 PDFDokumen24 halamanIES Civil Engineering 2019 PDFAbhinavBelum ada peringkat
- Rheology and Structure of Aqueous Bentonite-Polyvinyl Alcohol DispersionsDokumen9 halamanRheology and Structure of Aqueous Bentonite-Polyvinyl Alcohol DispersionsandresBelum ada peringkat
- 20200626-Arkema Solutions For Personal Protective Equipment-PPEDokumen13 halaman20200626-Arkema Solutions For Personal Protective Equipment-PPEjuliushasan2Belum ada peringkat
- 11 KV Line Erection PracticesDokumen90 halaman11 KV Line Erection PracticesBoson FreelancerBelum ada peringkat
- Advances in Air Filtration Technologies - Structure-Based andDokumen13 halamanAdvances in Air Filtration Technologies - Structure-Based andamaBelum ada peringkat
- Pro Form - Plywood Formwork For Exposed Concrete AreaDokumen2 halamanPro Form - Plywood Formwork For Exposed Concrete AreaĐức Anh NguyễnBelum ada peringkat
- Incredible Performance in Indonesia: Web VersionDokumen9 halamanIncredible Performance in Indonesia: Web VersionFernandaBelum ada peringkat
- Viswanath K. Kaimal, P. Vijayabalan: Full Length ArticleDokumen7 halamanViswanath K. Kaimal, P. Vijayabalan: Full Length ArticleFarda FilmBelum ada peringkat