Anda mungkin juga menyukai
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Dokumen2 halamanWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- Welder, Welding Operator Qualification Test ReportDokumen2 halamanWelder, Welding Operator Qualification Test Reportkarthik sundaramBelum ada peringkat
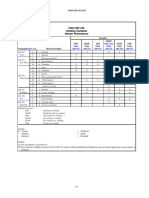
- Table - Qw-416 Welding Variables For Welder PerformanceDokumen1 halamanTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- QW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Dokumen1 halamanQW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Deepanshu KhatriBelum ada peringkat
- Gmaw and FcawDokumen3 halamanGmaw and FcawMadidj_2014Belum ada peringkat
- ASME IX (2023) - Essential Variable For WPS & WeldersDokumen37 halamanASME IX (2023) - Essential Variable For WPS & WeldersMohammed Khalid HussainBelum ada peringkat
- Tabla Qw-252 - Asme IxDokumen1 halamanTabla Qw-252 - Asme IxAngelTinocoBelum ada peringkat
- Esential For WPS - FCAW (QW-255) PDFDokumen2 halamanEsential For WPS - FCAW (QW-255) PDFMoch_adiganjarBelum ada peringkat
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Dokumen1 halamanTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Anonymous VohpMtUSNBelum ada peringkat
- Define of WPS & PQRDokumen16 halamanDefine of WPS & PQRThanh Hua100% (1)
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDokumen9 halamanASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- Table QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)Dokumen2 halamanTable QW-253 Welding Variables Procedure Specifications (WPS) - Shielded Metal-Arc Welding (SMAW)BabarBelum ada peringkat
- 09 Sec 09 - ASME IX Summary-07revisedCCDokumen38 halaman09 Sec 09 - ASME IX Summary-07revisedCCamalhaj2013Belum ada peringkat
- Toaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRDokumen7 halamanToaz - Info Asme Sec Ix Wps Welding Variables and Data Smaw Saw Gtaw PRYasir LatifBelum ada peringkat
- QCP Non Pressure PartsDokumen1 halamanQCP Non Pressure PartsayokiBelum ada peringkat
- Tabla Qw-252.1 - Asme IxDokumen1 halamanTabla Qw-252.1 - Asme IxAngelTinocoBelum ada peringkat
- Check Liste de Verification WpsDokumen2 halamanCheck Liste de Verification WpsAkram AlhaddadBelum ada peringkat
- Air-Cooled Chiller Models and SpecsDokumen99 halamanAir-Cooled Chiller Models and SpecsWeng Hoe ChooBelum ada peringkat
- Air-Cooled Chiller (R410A Inverter Series) : M5ACV 030 CR M5ACV 055 CR M5ACV 075 CRDokumen98 halamanAir-Cooled Chiller (R410A Inverter Series) : M5ACV 030 CR M5ACV 055 CR M5ACV 075 CRRicardo Molina SánchezBelum ada peringkat
- WPS PQR Review Checiklist - FreDokumen2 halamanWPS PQR Review Checiklist - FreFreddyBelum ada peringkat
- W15 001S ASME Ahmad TermiziDokumen1 halamanW15 001S ASME Ahmad TermiziHoJienHauBelum ada peringkat
- ASME Section IX WPS PQR checklistDokumen2 halamanASME Section IX WPS PQR checklistBS AhnBelum ada peringkat
- WPS Format For Asme Ix - Wps - Gtaw SawDokumen1 halamanWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityBelum ada peringkat
- Belimo KM24-SLDokumen10 halamanBelimo KM24-SLGerman DarioBelum ada peringkat
- Rooftop Packaged: A5Rt-C SeriesDokumen54 halamanRooftop Packaged: A5Rt-C SeriesJf OngBelum ada peringkat
- ASME IX Sample WPS GTAW SMAWDokumen1 halamanASME IX Sample WPS GTAW SMAWDeepak ShrivastavBelum ada peringkat
- EZRail AL 4 16Dokumen8 halamanEZRail AL 4 16Dilla TaufikBelum ada peringkat
- Aparatus MV Indoor Breaker BrochureDokumen24 halamanAparatus MV Indoor Breaker BrochureNurul MukhlisiahBelum ada peringkat
- Megguer Report 25-07-2020 TDB-LTFDokumen1 halamanMegguer Report 25-07-2020 TDB-LTFMario Roberto Rodríguez RangelBelum ada peringkat
- Digmax Parts CatalogeDokumen630 halamanDigmax Parts CatalogeChirag BansalBelum ada peringkat
- Medium Voltage Indoor Circuit Breakers: ANSI/IEC SolutionsDokumen141 halamanMedium Voltage Indoor Circuit Breakers: ANSI/IEC SolutionsDischargerBelum ada peringkat
- IRFR9024Dokumen13 halamanIRFR9024RuslanBelum ada peringkat
- Rig:50 Diesel / Hydraulic Crane Weekly and Monthly ChecksDokumen1 halamanRig:50 Diesel / Hydraulic Crane Weekly and Monthly Checksvikrant911Belum ada peringkat
- Wps & PQR Check ListDokumen2 halamanWps & PQR Check ListDimaz ragaBelum ada peringkat
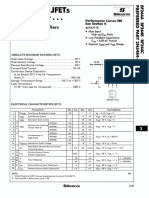
- 244 Jfet Chanel NDokumen1 halaman244 Jfet Chanel Ndinh vinh nguyenBelum ada peringkat
- CatalogDokumen103 halamanCatalogRobertoBelum ada peringkat
- Rig:50 Diesel / Hydraulic Crane Weekly and Monthly ChecksDokumen1 halamanRig:50 Diesel / Hydraulic Crane Weekly and Monthly Checksvikrant911Belum ada peringkat
- PQR Documents (01-23)Dokumen23 halamanPQR Documents (01-23)Abdelkader AbdelkaderBelum ada peringkat
- Wigva BGTM15 PDFDokumen2 halamanWigva BGTM15 PDFGoutham KSBelum ada peringkat
- PWPS WPS PQR WPQDokumen21 halamanPWPS WPS PQR WPQcsolanki658688% (8)
- WPS 360-1 Rev0 PDFDokumen14 halamanWPS 360-1 Rev0 PDFAhmed GomaaBelum ada peringkat
- Enter Data:: MM M Weld Size (Leg) Unit Weld LengthDokumen8 halamanEnter Data:: MM M Weld Size (Leg) Unit Weld LengthBassamOmarFarghlBelum ada peringkat
- Duplo RackDokumen5 halamanDuplo RackMarcioBelum ada peringkat
- PT - SAE WPS PQR - MIGAS (PGDP) - Unlocked-2Dokumen16 halamanPT - SAE WPS PQR - MIGAS (PGDP) - Unlocked-2Batara SinagaBelum ada peringkat
- Slamet WPQRDokumen1 halamanSlamet WPQRChandra Bintang W.PBelum ada peringkat
- Wpe1.Pp.163 Dandy Mulyana 4gDokumen1 halamanWpe1.Pp.163 Dandy Mulyana 4gBondet CutaxBelum ada peringkat
- If Walang Natama, 2 Pts. For Effort.: Kpa MM Kpa MM KN Mpa MM Mpa MpaDokumen2 halamanIf Walang Natama, 2 Pts. For Effort.: Kpa MM Kpa MM KN Mpa MM Mpa MpaMaryrose Aguirre SerranoBelum ada peringkat
- NDT B3Dokumen7 halamanNDT B3Anonymous VohpMtUSNBelum ada peringkat
- NDT A9Dokumen5 halamanNDT A9Anonymous VohpMtUSNBelum ada peringkat
- NDT B5Dokumen8 halamanNDT B5Anonymous VohpMtUSNBelum ada peringkat
- NDT B4Dokumen8 halamanNDT B4Anonymous VohpMtUSNBelum ada peringkat
- NDT A10Dokumen6 halamanNDT A10Anonymous VohpMtUSNBelum ada peringkat
- NDT A4Dokumen3 halamanNDT A4Anonymous VohpMtUSNBelum ada peringkat
- Plant A1Dokumen1 halamanPlant A1Anonymous VohpMtUSNBelum ada peringkat
- NDT B2Dokumen7 halamanNDT B2Anonymous VohpMtUSNBelum ada peringkat
- NDT B1Dokumen6 halamanNDT B1Anonymous VohpMtUSNBelum ada peringkat
- NDT A5Dokumen4 halamanNDT A5Anonymous VohpMtUSNBelum ada peringkat
- NDT A2Dokumen2 halamanNDT A2Anonymous VohpMtUSNBelum ada peringkat
- Plant 3Dokumen1 halamanPlant 3Anonymous VohpMtUSNBelum ada peringkat
- NDT A1 PDFDokumen1 halamanNDT A1 PDFAnonymous VohpMtUSNBelum ada peringkat
- NDT A3Dokumen2 halamanNDT A3Anonymous VohpMtUSNBelum ada peringkat
- NDT A6Dokumen4 halamanNDT A6Anonymous VohpMtUSNBelum ada peringkat
- NDT A7Dokumen4 halamanNDT A7Anonymous VohpMtUSNBelum ada peringkat
- Kahani 1Dokumen1 halamanKahani 1Anonymous VohpMtUSNBelum ada peringkat
- NDT A8Dokumen5 halamanNDT A8Anonymous VohpMtUSNBelum ada peringkat
- Kahani 1Dokumen1 halamanKahani 1Anonymous VohpMtUSNBelum ada peringkat
- Kahani 1Dokumen1 halamanKahani 1Anonymous VohpMtUSNBelum ada peringkat
- Plant 5Dokumen1 halamanPlant 5Anonymous VohpMtUSNBelum ada peringkat
- Plant 4Dokumen1 halamanPlant 4Anonymous VohpMtUSNBelum ada peringkat
- Plant 2Dokumen1 halamanPlant 2Anonymous VohpMtUSNBelum ada peringkat
- Kahani 1Dokumen1 halamanKahani 1Anonymous VohpMtUSNBelum ada peringkat
- Strategies Division Communication Resources Goals ObjectivesDokumen2 halamanStrategies Division Communication Resources Goals ObjectivesAnonymous VohpMtUSNBelum ada peringkat
- Kahani 1Dokumen1 halamanKahani 1Anonymous VohpMtUSNBelum ada peringkat
- Salary 5Dokumen2 halamanSalary 5Anonymous VohpMtUSNBelum ada peringkat
- Salary 3Dokumen1 halamanSalary 3Anonymous VohpMtUSNBelum ada peringkat
- Salary 4Dokumen2 halamanSalary 4Anonymous VohpMtUSNBelum ada peringkat
- Salary 2Dokumen1 halamanSalary 2Anonymous VohpMtUSNBelum ada peringkat
- Urea-Formaldehyde (UF) - A Global Market Watch, 2011 - 2016 - BroucherDokumen4 halamanUrea-Formaldehyde (UF) - A Global Market Watch, 2011 - 2016 - BroucherAxis ResearchMindBelum ada peringkat
- Gas Technology Institute PresentationDokumen14 halamanGas Technology Institute PresentationAris KancilBelum ada peringkat
- Lecture 4 Fuels and CombustionDokumen54 halamanLecture 4 Fuels and CombustionGuilbert FajardoBelum ada peringkat
- Afcons - WPS LIST For E410C Updated (31.08.2019)Dokumen1 halamanAfcons - WPS LIST For E410C Updated (31.08.2019)Neem LalBelum ada peringkat
- TEM-Electronics China, REACH-SVHC's, TD-e25Dokumen1 halamanTEM-Electronics China, REACH-SVHC's, TD-e25houssiBelum ada peringkat
- Handbook - Filler Metal ASTM SteelsDokumen1 halamanHandbook - Filler Metal ASTM SteelsadelBelum ada peringkat
- BOC NZ Essentials Guide - May 2017435 - 79674 PDFDokumen140 halamanBOC NZ Essentials Guide - May 2017435 - 79674 PDFUmairBelum ada peringkat
- BAP-10-59-DW-0002-R - 0 Master Logic Diagram For AmmoniaDokumen3 halamanBAP-10-59-DW-0002-R - 0 Master Logic Diagram For AmmoniaJan Richardo GultomBelum ada peringkat
- Yanshan Expands Phenol Acetone CapacityDokumen2 halamanYanshan Expands Phenol Acetone CapacityAnusha RajagopalanBelum ada peringkat
- CS2 MsdsDokumen2 halamanCS2 MsdsMuhammad BahauddinBelum ada peringkat
- Automatic Plasma Cutting Installation Cpm360 / Ca Iii: INSTALLATION #W000132978 #0409 6331 #W000236429Dokumen13 halamanAutomatic Plasma Cutting Installation Cpm360 / Ca Iii: INSTALLATION #W000132978 #0409 6331 #W000236429Maria TzagarakiBelum ada peringkat
- Bringing It Together: Sophie Babusiaux Leandro Labanca Marie-Amélie Lambert Remi MoniotDokumen41 halamanBringing It Together: Sophie Babusiaux Leandro Labanca Marie-Amélie Lambert Remi MoniotvietnampetrochemicalBelum ada peringkat
- UOP LNG Integrated Pretreatment Onshore and Offshore Tech PresentationDokumen27 halamanUOP LNG Integrated Pretreatment Onshore and Offshore Tech Presentationruakon_ldt9527100% (1)
- India's Role as a Global Supplier of Skilled ManpowerDokumen24 halamanIndia's Role as a Global Supplier of Skilled Manpowersanchita22Belum ada peringkat
- Plant 39 Nitrogen Plant: by PalagunaDokumen17 halamanPlant 39 Nitrogen Plant: by PalagunaGhuna Uciha100% (1)
- Air SeparationDokumen18 halamanAir Separationrahul67% (3)
- Part II Multiple Choice Questions: Gas Melting Point (°C) Boiling Point (°C) Abundance (%)Dokumen4 halamanPart II Multiple Choice Questions: Gas Melting Point (°C) Boiling Point (°C) Abundance (%)sharontaoBelum ada peringkat
- Snatoms DirectionsDokumen2 halamanSnatoms DirectionsDima StarodubcevBelum ada peringkat
- Refrig PH Diagr (ASHRAE)Dokumen70 halamanRefrig PH Diagr (ASHRAE)Didier Detchemendy100% (1)
- Welder Qualification RecordsDokumen17 halamanWelder Qualification Recordsคุณพ่อน้อง บิ๊กบอสBelum ada peringkat
- 400kV CGL Bus Reactor Oil ReportDokumen1 halaman400kV CGL Bus Reactor Oil Reportsandy02477Belum ada peringkat
- Akzonobel Report15 Entire, 146Dokumen266 halamanAkzonobel Report15 Entire, 146jasper laarmansBelum ada peringkat
- LNG Process Units 200904Dokumen19 halamanLNG Process Units 200904avijitb94% (18)
- Dunham Bush Chiller Product ListDokumen15 halamanDunham Bush Chiller Product ListMechanical PowerBelum ada peringkat
- Molecular Sieve For PSA PlantDokumen20 halamanMolecular Sieve For PSA PlantRajesh GalgalikarBelum ada peringkat
- UOP Polybed Pressure Swing Adsorption (PSA) Systems in ChinaDokumen2 halamanUOP Polybed Pressure Swing Adsorption (PSA) Systems in ChinaPTIL ProcessBelum ada peringkat
- Energy: Mehdi Mehrpooya, Mohammad Mehdi Moftakhari Sharifzadeh, Marc A. RosenDokumen23 halamanEnergy: Mehdi Mehrpooya, Mohammad Mehdi Moftakhari Sharifzadeh, Marc A. Rosenkishna009Belum ada peringkat
- Flashback Arrestor E460 UkDokumen2 halamanFlashback Arrestor E460 UkAgusBelum ada peringkat
- 5989 7259enDokumen82 halaman5989 7259enKung KleeBelum ada peringkat
- Cyprus LNG Terminal EngDokumen12 halamanCyprus LNG Terminal Engapi-252576407100% (1)