Anda mungkin juga menyukai
- RH 1 Hcon 01.10.2020Dokumen3 halamanRH 1 Hcon 01.10.2020Anilduth BaldanBelum ada peringkat
- Empcd Sts Name CTGR GRDCD Grade Dept DPRTMNT Dssec SectionDokumen2 halamanEmpcd Sts Name CTGR GRDCD Grade Dept DPRTMNT Dssec SectionAnilduth BaldanBelum ada peringkat
- Project Status As at 26.08.20Dokumen4 halamanProject Status As at 26.08.20Anilduth BaldanBelum ada peringkat
- C2015-80 Report On LeaksDokumen8 halamanC2015-80 Report On LeaksAnilduth BaldanBelum ada peringkat
- C2015-80 - LOCATION FERRULE LEaks After Leak Detection - B - 2019Dokumen1 halamanC2015-80 - LOCATION FERRULE LEaks After Leak Detection - B - 2019Anilduth BaldanBelum ada peringkat
- Project Status As at 26.08.20Dokumen4 halamanProject Status As at 26.08.20Anilduth BaldanBelum ada peringkat
- Empcd Sts Name CTGR GRDCD Grade Dept DPRTMNT Dssec SectionDokumen2 halamanEmpcd Sts Name CTGR GRDCD Grade Dept DPRTMNT Dssec SectionAnilduth BaldanBelum ada peringkat
- Copper Alloys For Marine EnvironmentsDokumen32 halamanCopper Alloys For Marine EnvironmentsMohamed FaragBelum ada peringkat
- Peak Factor For Hourly Design Demands AnDokumen7 halamanPeak Factor For Hourly Design Demands AnAnilduth BaldanBelum ada peringkat
- BRASS FORMSDokumen10 halamanBRASS FORMSAnilduth BaldanBelum ada peringkat
- Copper Alloys For Marine EnvironmentsDokumen32 halamanCopper Alloys For Marine EnvironmentsMohamed FaragBelum ada peringkat
- C2015-80 MRC As at 21-11-18Dokumen786 halamanC2015-80 MRC As at 21-11-18Anilduth BaldanBelum ada peringkat
- Aalco Copper Brass Bronze TubingDokumen26 halamanAalco Copper Brass Bronze Tubingjoe bloggsBelum ada peringkat
- C2015-80 Leak Detection ScheduleDokumen3 halamanC2015-80 Leak Detection ScheduleAnilduth BaldanBelum ada peringkat
- C2015-80 - Deflection TestDokumen2 halamanC2015-80 - Deflection TestAnilduth BaldanBelum ada peringkat
- Math Formula Sheet AIEEEDokumen93 halamanMath Formula Sheet AIEEETushar Saxena90% (21)
- C2015-80 Core TestDokumen8 halamanC2015-80 Core TestAnilduth BaldanBelum ada peringkat
- Pipes 94831 - 04BDokumen19 halamanPipes 94831 - 04BAnilduth BaldanBelum ada peringkat
- Assessing Engineering QualificationsDokumen15 halamanAssessing Engineering QualificationsAnilduth BaldanBelum ada peringkat
- Waste Control SystemsDokumen79 halamanWaste Control SystemsAssad Mohammed AliBelum ada peringkat
- Septic TANK DesignDokumen4 halamanSeptic TANK Designadnan88% (8)
- C2015-80 Report On LeaksDokumen8 halamanC2015-80 Report On LeaksAnilduth BaldanBelum ada peringkat
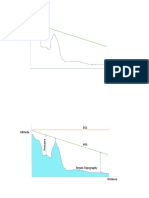
- HGLDokumen2 halamanHGLAnilduth BaldanBelum ada peringkat
- How House Construction WorksDokumen29 halamanHow House Construction WorksMithun Murthy GBelum ada peringkat
- CHAPTER 4 - Personal Contribution in EngneeringDokumen20 halamanCHAPTER 4 - Personal Contribution in EngneeringAnilduth BaldanBelum ada peringkat
- Chapter 3 - Nature of TrainingDokumen7 halamanChapter 3 - Nature of TrainingAnilduth BaldanBelum ada peringkat
- CHAPTER 2 Training EnvironDokumen6 halamanCHAPTER 2 Training EnvironAnilduth BaldanBelum ada peringkat
- FerruleDokumen3 halamanFerruleAnilduth BaldanBelum ada peringkat
- Civil Engineering Interview QuestionsDokumen7 halamanCivil Engineering Interview QuestionsAdjei BaldanBelum ada peringkat
- Ferrule CorrosionDokumen1 halamanFerrule CorrosionAnilduth BaldanBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Transportation System in the Philippines and Internationally ComparedDokumen2 halamanTransportation System in the Philippines and Internationally ComparedMikaella TambisBelum ada peringkat
- Cochin ShipyardDokumen93 halamanCochin ShipyardSivinnn100% (1)
- 1967 Honda p50 Service Manual PDFDokumen98 halaman1967 Honda p50 Service Manual PDFpacemajaBelum ada peringkat
- Aai Je Ao Syllabus 03c22f2aDokumen4 halamanAai Je Ao Syllabus 03c22f2aAppy PrinceBelum ada peringkat
- Urban Design Compendium Complete PDFDokumen230 halamanUrban Design Compendium Complete PDFAgnes Cheverloo CastilloBelum ada peringkat
- Chapter 18 - Pavement DesignDokumen18 halamanChapter 18 - Pavement DesignDiyoke HenryBelum ada peringkat
- Eastern Shipping Lines Vs IACDokumen11 halamanEastern Shipping Lines Vs IACAlfred Bryan AspirasBelum ada peringkat
- Godrej Central Product BriefDokumen24 halamanGodrej Central Product BriefVinayBelum ada peringkat
- Diagramas Eléctricos CHEVROLET AVEO 1.6L 4 CIL 2009-1 PDFDokumen105 halamanDiagramas Eléctricos CHEVROLET AVEO 1.6L 4 CIL 2009-1 PDFJose HrdzBelum ada peringkat
- S.M.A.R.T TunnelDokumen7 halamanS.M.A.R.T Tunnelapta-ingBelum ada peringkat
- Tendernotice 1 59 Aq9jzhDokumen2 halamanTendernotice 1 59 Aq9jzhkawatgharerBelum ada peringkat
- October 2011 IssueDokumen86 halamanOctober 2011 IssueCleaner MagazineBelum ada peringkat
- Detailed Project Report: Water Supply System and Distribution NetworkDokumen143 halamanDetailed Project Report: Water Supply System and Distribution Networkjames bondBelum ada peringkat
- DGCA HAZARD LOG EXEMPTIONSDokumen1 halamanDGCA HAZARD LOG EXEMPTIONScarltonfenandesBelum ada peringkat
- Ship Collision Risk Assessment For The Singapore StraitDokumen7 halamanShip Collision Risk Assessment For The Singapore StraitImam FirdausBelum ada peringkat
- McKinney-Vento CompliantDokumen4 halamanMcKinney-Vento CompliantCV Rafael OlivasBelum ada peringkat
- 2008 Daily RatesDokumen185 halaman2008 Daily Ratesterence418Belum ada peringkat
- The River Turia Park - Valencia (Part 1) : March 2011Dokumen9 halamanThe River Turia Park - Valencia (Part 1) : March 2011Yugo PhurbojoyoBelum ada peringkat
- COVER LETTER Kummara NagarjunaDokumen1 halamanCOVER LETTER Kummara Nagarjunanagarjuna kummaraBelum ada peringkat
- Air India ProjectDokumen26 halamanAir India Projectjenkin100% (2)
- Lampiran B Spesifikasi AlatDokumen7 halamanLampiran B Spesifikasi AlatMitha AyuBelum ada peringkat
- Airbus A340 Flight Crew Operating Manual Volume1 - Systems DescriptionDokumen992 halamanAirbus A340 Flight Crew Operating Manual Volume1 - Systems DescriptionJavier100% (2)
- TRACE - Romania - CLUJ NAPOCA - OptimizedDokumen99 halamanTRACE - Romania - CLUJ NAPOCA - OptimizedCosmin RadulescuBelum ada peringkat
- Chart Users Guide CompleteDokumen67 halamanChart Users Guide CompleteJohn MartinBelum ada peringkat
- PORT DEVELOPMENT in MALAYSIADokumen25 halamanPORT DEVELOPMENT in MALAYSIAShhkyn MnBelum ada peringkat
- EPC Model RFQ & RFP Document for Highway ProjectsDokumen74 halamanEPC Model RFQ & RFP Document for Highway Projectsइंजि कौस्तुभ पवारBelum ada peringkat
- AP50 Installation PlusDokumen142 halamanAP50 Installation PlusPeterJBloomBelum ada peringkat
- MTDokumen194 halamanMTHector Sepulveda Orellana100% (1)
- 03 ManevraDokumen21 halaman03 ManevraRadulescu EugenBelum ada peringkat
- Air Freight Rate - Informal/Formal Entry: Forwarding Charges Amount Local ChargesDokumen2 halamanAir Freight Rate - Informal/Formal Entry: Forwarding Charges Amount Local ChargesCarmelita BulawanBelum ada peringkat