Anda mungkin juga menyukai
- Entrega 1 ProducciónDokumen8 halamanEntrega 1 ProducciónBibiana100% (1)
- Guía para aplicar el test 16FP de CattellDokumen5 halamanGuía para aplicar el test 16FP de CattellMelo Palacio EsmirnaBelum ada peringkat
- Solicitud de cambio de tribunales para tesis y emprendimientoDokumen3 halamanSolicitud de cambio de tribunales para tesis y emprendimientoJose Luis RojasBelum ada peringkat
- Tercera Entrega Proyecto Grupal Empaques y Manejo de MaterialesDokumen9 halamanTercera Entrega Proyecto Grupal Empaques y Manejo de Materialesjairo-alonso1986Belum ada peringkat
- Tercera Entrega Proyecto SimulacionDokumen7 halamanTercera Entrega Proyecto SimulacionNeiser Sanchez100% (1)
- Entrega 2 - Semana 5 (Programación Estocástica)Dokumen8 halamanEntrega 2 - Semana 5 (Programación Estocástica)oswaldo Diaz50% (2)
- Psicometria PsicologiaDokumen24 halamanPsicometria PsicologiaMaríaGalindez100% (1)
- La Entrevista CriminológicaDokumen22 halamanLa Entrevista CriminológicaAndrea MoMe67% (6)
- TERCERA ENTREGA 1 Taller Financiero Aplicado ORIGINALDokumen13 halamanTERCERA ENTREGA 1 Taller Financiero Aplicado ORIGINALHumberto Bucuru100% (1)
- ProbabilidadDokumen134 halamanProbabilidadFrancisco AlvarezBelum ada peringkat
- Infografia Iso 31000Dokumen1 halamanInfografia Iso 31000Laura Daniela Lagos MarinBelum ada peringkat
- Primera Entrega Simulacion Subgrupo 8Dokumen9 halamanPrimera Entrega Simulacion Subgrupo 8Camilo Andrés Guevara gallegoBelum ada peringkat
- Trabajo Distribuccion de PLantas 3 EntregaDokumen22 halamanTrabajo Distribuccion de PLantas 3 Entregajhon hinojosaBelum ada peringkat
- Tercera Entrega. Fisica PlantasDokumen12 halamanTercera Entrega. Fisica PlantasLeidy ÁlvarezBelum ada peringkat
- Entrega 2Dokumen16 halamanEntrega 2Luis MoncadaBelum ada peringkat
- Tercera Entrega Produccion - Grupo - 6Dokumen32 halamanTercera Entrega Produccion - Grupo - 6Francy Ramos Lider de facturacion UT PSC ESINCO88% (8)
- Entrega 1 Distribución de PlantasDokumen15 halamanEntrega 1 Distribución de PlantasEstefanía Vargas100% (1)
- Causas y efectos de los cuellos de botellaDokumen15 halamanCausas y efectos de los cuellos de botellaAnonymous pj7XzRJBelum ada peringkat
- CASO PetricolDokumen5 halamanCASO Petricolsuscrip.casa01Belum ada peringkat
- Entrega Final Semana 7 Modulo de Enfasis (Empaque y Manejo de Materiales)Dokumen6 halamanEntrega Final Semana 7 Modulo de Enfasis (Empaque y Manejo de Materiales)HECTOR EDUARDO AREVALOBelum ada peringkat
- TRABAJO COLABORATIVO TRANSPORTE Y DISTRIBUCION 34 2da ENTREGADokumen11 halamanTRABAJO COLABORATIVO TRANSPORTE Y DISTRIBUCION 34 2da ENTREGAJorgeBelum ada peringkat
- Hoja de Ejercicios 1Dokumen10 halamanHoja de Ejercicios 1Carlos QuispeBelum ada peringkat
- Primera Entrega-DistribucionDokumen5 halamanPrimera Entrega-Distribucionalejandra50% (2)
- qZ360mn23CkHjQl9 - VWCZD - wovmHodQV-Caso de ConsultoríaDokumen13 halamanqZ360mn23CkHjQl9 - VWCZD - wovmHodQV-Caso de Consultoríamauricio14% (7)
- Entrega 1 Trabajo ColaborativoDokumen5 halamanEntrega 1 Trabajo Colaborativoanon_6360868010% (1)
- Entrega 1 Taller FinancieroDokumen8 halamanEntrega 1 Taller Financierojhon suarezBelum ada peringkat
- Distribución de Plantas Primera EntregaDokumen6 halamanDistribución de Plantas Primera EntregaAD SolucionesBelum ada peringkat
- Distribucion en Planta 1 Entrega-1Dokumen34 halamanDistribucion en Planta 1 Entrega-1JOHNBelum ada peringkat
- Segunda Entrega Programacion EstocasticaDokumen8 halamanSegunda Entrega Programacion EstocasticaStephy PeraltaBelum ada peringkat
- Actividad en Contexto - Escenario 2Dokumen5 halamanActividad en Contexto - Escenario 2Camilo Esteban Ortega LizcanoBelum ada peringkat
- Consolidado Trabajo Colaborativo Fisica II SiiDokumen18 halamanConsolidado Trabajo Colaborativo Fisica II SiijuanesrmBelum ada peringkat
- Actividad Foro SubDokumen4 halamanActividad Foro SubTatiana Rivas100% (1)
- TRABAJO COLABORATIVO DISTRIBUCIÓN DE PLANTA 1 EntregaDokumen10 halamanTRABAJO COLABORATIVO DISTRIBUCIÓN DE PLANTA 1 EntregaLuisa BallesterosBelum ada peringkat
- Quiz Semana 3Dokumen9 halamanQuiz Semana 3Tatiana Montana80% (5)
- Indicadores EBITDA ROIDokumen2 halamanIndicadores EBITDA ROIGomez Valderrama Andres100% (1)
- Gestion de Transporte Evaluacion Final - Escenario 8Dokumen12 halamanGestion de Transporte Evaluacion Final - Escenario 8ADRIAN GARCIABelum ada peringkat
- Análisis de cuellos de botella y efecto de la variabilidad en el desempeño de un sistema de manufacturaDokumen9 halamanAnálisis de cuellos de botella y efecto de la variabilidad en el desempeño de un sistema de manufacturaJuan ColoradoBelum ada peringkat
- Participacion Foro Semana 1 y 2 Taller Financiero en Inteligencia de NegociosDokumen11 halamanParticipacion Foro Semana 1 y 2 Taller Financiero en Inteligencia de NegociosOlga Liliana Gutierrez Aguilar50% (2)
- Orange DayDokumen9 halamanOrange DayStéfany DomínguezBelum ada peringkat
- Actividad de Puntos Evaluables - Escenario 2 SEGUNDO BLOQUE-TEORICO - PRACTICO - FISICA DE PLANTAS - (GRUPO B03)Dokumen4 halamanActividad de Puntos Evaluables - Escenario 2 SEGUNDO BLOQUE-TEORICO - PRACTICO - FISICA DE PLANTAS - (GRUPO B03)leonardo rodriquez niñoBelum ada peringkat
- Distribuyamos SA: Diagnóstico y mejoraDokumen7 halamanDistribuyamos SA: Diagnóstico y mejoraedsuquin50% (2)
- Segunda Entrega ProduccionDokumen13 halamanSegunda Entrega Produccionandrea vargasBelum ada peringkat
- Tercera Entrega SimulaciónDokumen5 halamanTercera Entrega SimulaciónAlex Sierra WittinghanBelum ada peringkat
- Trabajo Colaborativo EstocasticaDokumen12 halamanTrabajo Colaborativo EstocasticaVictor Restrepo100% (1)
- Primera Entrega Gestion de Transporte y Distribución V.naDokumen8 halamanPrimera Entrega Gestion de Transporte y Distribución V.naNilson ArizaBelum ada peringkat
- Parcial - Escenario 4 - Primer Bloque-Teorico - Practico - Simulacion - (GruDokumen14 halamanParcial - Escenario 4 - Primer Bloque-Teorico - Practico - Simulacion - (Grusandy lorena cometta uribeBelum ada peringkat
- FORMULACIÓN Y EVALUACIÓN DE PROYECTOS Especializacion QuizDokumen6 halamanFORMULACIÓN Y EVALUACIÓN DE PROYECTOS Especializacion QuizPablo Alejandro Padilla VergaraBelum ada peringkat
- Quiz 1 - Semana 3 - CB - Segundo Bloque-Fundamentos de Quimica - (Grupo1)Dokumen5 halamanQuiz 1 - Semana 3 - CB - Segundo Bloque-Fundamentos de Quimica - (Grupo1)Arley CanoBelum ada peringkat
- Formulacion y Evaluacion de Proyectos PetrocolDokumen8 halamanFormulacion y Evaluacion de Proyectos PetrocolELKINBelum ada peringkat
- Entrega Final Taller FinancieroDokumen29 halamanEntrega Final Taller FinancieroWilliam Alexander DuranBelum ada peringkat
- Primera Entrega de Investigacion de OperacionesDokumen8 halamanPrimera Entrega de Investigacion de OperacionesEdisson ValenciaBelum ada peringkat
- APORTE SEGUNDA ENTREGA - Sistemas de Información - NoraDokumen4 halamanAPORTE SEGUNDA ENTREGA - Sistemas de Información - NoraManuel David Guerrero Ramirez0% (1)
- Entrega Final Trabajo Colaborativo Calculo 1 PDFDokumen11 halamanEntrega Final Trabajo Colaborativo Calculo 1 PDFMateo Sosa0% (2)
- Segunda Entrega Gestion LogisticaDokumen22 halamanSegunda Entrega Gestion LogisticaJesús SierraBelum ada peringkat
- Tercera Entrega Programacion EstocasticaDokumen14 halamanTercera Entrega Programacion EstocasticaHector Orlando TorresBelum ada peringkat
- Programacion Estocastica 1 EntregaDokumen7 halamanProgramacion Estocastica 1 Entregajader4salazar63% (8)
- Gestion de TransporteDokumen4 halamanGestion de TransporteLaura Medina0% (1)
- Trabajo Colaborativo Fisica II OkDokumen7 halamanTrabajo Colaborativo Fisica II OkAndresMauricioGarciaPinzonBelum ada peringkat
- Tercera Entrega Distribución de PlantasDokumen16 halamanTercera Entrega Distribución de Plantasyesid rodriguez100% (6)
- Simulacion Borrador 1ra EntregaDokumen11 halamanSimulacion Borrador 1ra EntregaGustavo Andres RodriguezBelum ada peringkat
- Primer EntregaDokumen21 halamanPrimer EntregaHernan DuarteBelum ada peringkat
- Primera Entrega Simulación GrancolombianoDokumen9 halamanPrimera Entrega Simulación GrancolombianoPamela TrejosBelum ada peringkat
- Primera Entrega Simulacion - Caso MappleDokumen13 halamanPrimera Entrega Simulacion - Caso MappleBermudez DanielBelum ada peringkat
- Análisis de la optimización de la línea de ensamble de la compañía Maple mediante cambio de maquinariaDokumen11 halamanAnálisis de la optimización de la línea de ensamble de la compañía Maple mediante cambio de maquinariagustavo andres rodriguezBelum ada peringkat
- Simulación Primera Entrega.Dokumen15 halamanSimulación Primera Entrega.Jorleany Y Espitia RativaBelum ada peringkat
- Planeación y Organización de Las Instalaciones Productivas Utilizando Simulación Entrega 1Dokumen9 halamanPlaneación y Organización de Las Instalaciones Productivas Utilizando Simulación Entrega 1milenaBelum ada peringkat
- Primera Entrega SimulacionDokumen8 halamanPrimera Entrega SimulacionGiovannyBelum ada peringkat
- Primera Entrega SimulacionDokumen9 halamanPrimera Entrega SimulacionDianis Lup MaldonadoBelum ada peringkat
- Séptimo Informe de Huerta CaseraDokumen1 halamanSéptimo Informe de Huerta CaseraDianis Lup MaldonadoBelum ada peringkat
- Importancia de La Tecnología Ancestral PDokumen1 halamanImportancia de La Tecnología Ancestral PDianis Lup MaldonadoBelum ada peringkat
- Aporte Foro Evaluacion de ProyectosDokumen4 halamanAporte Foro Evaluacion de ProyectosDianis Lup MaldonadoBelum ada peringkat
- Viabilidad Del ProyectoDokumen1 halamanViabilidad Del ProyectoDianis Lup MaldonadoBelum ada peringkat
- Linea Del TiempoDokumen1 halamanLinea Del TiempoDianis Lup MaldonadoBelum ada peringkat
- Caso Distribuyamos Tercera EntregaDokumen19 halamanCaso Distribuyamos Tercera EntregaDianis Lup MaldonadoBelum ada peringkat
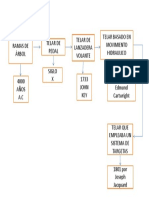
- Telar MapucheDokumen1 halamanTelar MapucheDianis Lup MaldonadoBelum ada peringkat
- Entrega Final EstocasticaDokumen18 halamanEntrega Final EstocasticaDianis Lup MaldonadoBelum ada peringkat
- Segunda Entrega Proyecto SimulacionDokumen5 halamanSegunda Entrega Proyecto SimulacionDianis Lup MaldonadoBelum ada peringkat
- Aporte Foro Evaluacion de ProyectosDokumen4 halamanAporte Foro Evaluacion de ProyectosDianis Lup MaldonadoBelum ada peringkat
- Tercera Entrega DistribucionDokumen1 halamanTercera Entrega DistribucionDianis Lup MaldonadoBelum ada peringkat
- Quiz 1 - Calculo IIIDokumen11 halamanQuiz 1 - Calculo IIIDianis Lup MaldonadoBelum ada peringkat
- Tarea 1 de Teoría de Los Test y Fundamentos de MediciónDokumen7 halamanTarea 1 de Teoría de Los Test y Fundamentos de MediciónLeudy Dionicio Mercado ReyesBelum ada peringkat
- V-Def-Seminario de Investigación I AMMEDDokumen318 halamanV-Def-Seminario de Investigación I AMMEDMarco FloresBelum ada peringkat
- Levantamiento Topográfico Por El Método Del Poligonal CerradaDokumen14 halamanLevantamiento Topográfico Por El Método Del Poligonal CerradaPedro Noe CMBelum ada peringkat
- INFORMEDokumen81 halamanINFORMEYosmelito Cordova PomaBelum ada peringkat
- Fase2 - Diseño Experimental-Alex FajardoDokumen9 halamanFase2 - Diseño Experimental-Alex FajardoAnyer Camilo MuñozBelum ada peringkat
- La Felicidad LaboralDokumen12 halamanLa Felicidad LaboralMiquel BarceBelum ada peringkat
- Técnicas y Dinámicas Grupales 3 para LíderesDokumen11 halamanTécnicas y Dinámicas Grupales 3 para LíderesMaria RomeroBelum ada peringkat
- Calidad en Diseño, Compras y ProducciónDokumen46 halamanCalidad en Diseño, Compras y ProducciónMina MinaBelum ada peringkat
- Gestión y Evaluación de ProyectosDokumen73 halamanGestión y Evaluación de ProyectosEd DyBelum ada peringkat
- Auditoría ambiental en la Universidad San MarcosDokumen14 halamanAuditoría ambiental en la Universidad San MarcosMarcelo HernándezBelum ada peringkat
- Collado Villalba 2023 InglésDokumen5 halamanCollado Villalba 2023 InglésNath SanchezBelum ada peringkat
- Metodologia y Sus Definiciones y Funciones.Dokumen77 halamanMetodologia y Sus Definiciones y Funciones.SANDRA MARIEL OTAPA VELAZQUEZBelum ada peringkat
- Trabajo de Estadística MuestreoDokumen9 halamanTrabajo de Estadística MuestreoJhon CoaBelum ada peringkat
- EstrategiaSIG SIXMA Aplicado A La Mejora de La CompetitividadDokumen20 halamanEstrategiaSIG SIXMA Aplicado A La Mejora de La CompetitividadJorge P SaenzBelum ada peringkat
- Cómo redactar informes de forma concisaDokumen4 halamanCómo redactar informes de forma concisaisis solorzanoBelum ada peringkat
- 1eraevaleatrisene-Abr 2023Dokumen4 halaman1eraevaleatrisene-Abr 2023jose ernesto machado lucenaBelum ada peringkat
- Tablas de ContingenciaDokumen63 halamanTablas de ContingenciaJavierCornejoCarpioBelum ada peringkat
- Universidad Regiomontana: Diseño de puestos y medición del trabajoDokumen54 halamanUniversidad Regiomontana: Diseño de puestos y medición del trabajoKarla RamirezBelum ada peringkat
- Otero-OrtegaA FormulacindeObjetivosDokumen20 halamanOtero-OrtegaA FormulacindeObjetivosRicardo Londoño SarmientoBelum ada peringkat
- Mapa Conceptual Herramientas para Evaluar Servicio Al ClienteDokumen1 halamanMapa Conceptual Herramientas para Evaluar Servicio Al ClienteRosiris SanchezBelum ada peringkat
- Universidad CNCIDokumen12 halamanUniversidad CNCIDaniel IdkBelum ada peringkat
- Marco TeóricoDokumen8 halamanMarco TeóricoJose Alejandro Perez GarciaBelum ada peringkat
- EXPLORACIÓN Y MUESTREO DE SUELOS MEDIANTE BARRENASDokumen11 halamanEXPLORACIÓN Y MUESTREO DE SUELOS MEDIANTE BARRENASYEFHERSON GALLO ARCILABelum ada peringkat